Изобрет(-.нне относится к автомати- аации технологических процессов и может быть использовано при создании гибких производственных модулей.
Цель изобретения - повышение надежности контроля зажима детали в патроне и упрощение конструкции патрона станка.
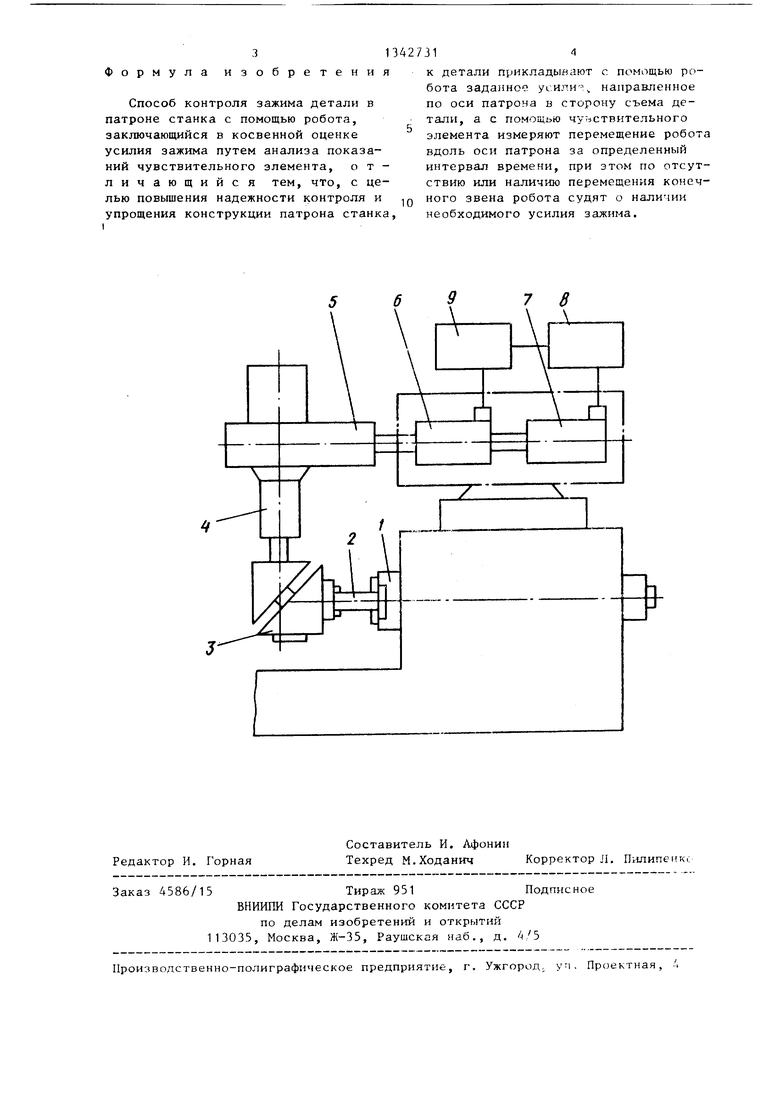
На чертеже представлена функциональная схема возможной технической реализации способа контроля зажима детали в патроне станка с помощью робота.
Устройство контроля зажима детали в патроне станка с помощью робота, реализующее предлагаемый способ, содержит патрон 1 станка, деталь 2, механизм 3 захвата робота, механизм А гзертикального перемещения, который конструктивно связав с механизмом
5горизонтального перемещения, обеспечивающим подвод и отвод детали 2
в зону захвата патрона 1 и соединенным с электродвигателем 6, на валу которого г:4креплен датчик 7 перемещения (фотоимпульсный датчик), электрической цепью соединенный с блоком 8 измерения пути, который связан с блоком 9 Правления.
Предлагаемый способ контроля зажима дета-пи в патроне станка заключается в том, что после зажима детали формируют сигнал на развитие роботом требуемого усилия и команду на перемещение механизма захвата робота с заданным усилием по оси патрона, прикладывают усилие, развиваемое роботом, к детали в направлении ее съема из патрона, и с помощью чувствительного элемента измеряют перемещение робота по оси патрона за определенг1ый интерва-п времени. При наличии пзремещения формируют команд
06отсутствии необходимого усилия зажима патроном.
Наличие перемещения механизма захвата робота с деталью .:з.пожно при условии
де R
1
тр - -тр
усилие, развиваемое приводом робота по оси патрона; сила трения, удерживающая деталь в патроне; сила трения,удерживающая деталь в механизме :захвата .
При
нормальнсзй работе механизма
П . „„«.i.
5
0
5
0
я
0
Ь
0
5
патрона Frp Fp , и при F отсутствует перемещение механизма захвата робота.
Устройство контроля зажима детали . в патроне станка с помощью робота, реализующее предлагаемь й способ, работает следующим образом,
С блока 9 управления подается команда на перемещение механизма 3 захвата с деталью 2 в зону захвата патрона 1. Сигнал через усилитель мощности поступает на электродвигатель 6, который с помощью механизма 5 перемещения приводит в поступательное движение механизм 3 захвата и перемещает деталь 2 в нажима. патрона 1 . При двий;eни: механизма 3 захвата датчик 7 перемещения вырабатывает электрические импульсы, которые поступают на блок 8 измерения пути (счетчик).
При отработке заданного перемещения блок 9 управления вырабатывает команду на останов двигателя 6. После фазы останова механизма 3 захвата блок 9 управления вырабатывает команду на разжим кулачков механизма захвата.
После фазы разжима блок 9 управления вырабатывает команду на зажим детали 2 патроном 1 и после зажима детали команду на зажим детали 2 кулачками механизма 3 захвата.
После выполнения фазы зажима детали 2 блок 9 управления выдает сигнал необходимой величины двигателю 6 на перемещение механизма 3 захвата с требуемым усилием и запускает таймер на обработку выдержки времени.
Электродвиг ател) развивает на валу необходимый момент и создает через механизм 5 перемещения требуемое усилие (через механизм 3 захвата) на детали 1. Блок 9 управления по истечении вьщержки времени опрашивает счетчик измерителя пути и при наличии перемещения вырабатывает команду на останов двигателя 6 ввиду отсутствия необходимого усилия зажима.
При отсутствии фа .лт а исремрщь нии механи зма захвата, 6л IK ., ;фдн: (1Гг:я вырабатывает ciiraaji на разжим куллч- ков механизма 3 захвата и -и х-- вата из ло;1Ы naTpo.4,j.
31342731
ормула изобретения
к бо по та эл вд ин ст но не
Способ контроля зажима детали в патроне станка с помощью робота, заключающийся в косвенной оценке усилия зажима путем анализа показаний чувствительного элемента, отличающийся тем, что, с целью повышения надежности контроля и упрощения конструкции патрона станка,
к детали прикладывают с помощью робота заданное усили % направленное по оси патрона в сторону съема детали, а с помощью чутзствительного элемента измеряют перемещение робота вдоль оси патрона за определенный интервал времени, при этом по отсутствию или наличию перемещения конечного звена робота судят о наличии необходимого усилия зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля наличия детали в механизмах захвата робота | 1985 |
|
SU1269995A1 |
| Способ контроля наличия детали в механизмах захвата робота | 1986 |
|
SU1404332A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Захват | 1978 |
|
SU768635A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Адаптивный схват промышленного робота | 1985 |
|
SU1303403A1 |
| Токарный патронный полуавтомат с программным управлением | 1988 |
|
SU1662764A1 |
| Устройство формирования сигнала управления для промышленного робота | 1977 |
|
SU617256A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1329948A1 |
Изобретение относится к автоматизации технологических процессов и может быть использовано при создании гибких автоматизированных модулей. Целью изобретения является повышение надежности контроля зажима детали патроном станка и упрощение конструкции патрона станка. Предлагаемый способ контроля заключается в использовании робота в качестве устройства, развивающего регулируемое усилие по оси патрона,в приложении этого усилия к зажатой патроном детали в направлении ее съема и в определении наличия перемещения конечного звена робота, по которому судят о наличии необходимого усилия зажима. 1 ил. со 4 N3 СО
6 9
7 8
Редактор И. Горная
Составитель И. Афонин
Техред М.ХоданичКорректор Л, Пилипеккс
Заказ 4586/15
Тираж 951Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская яаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, уп. Проектная, U
| Кузнецов Ю.И | |||
| Технологическая оснастка к станкам с программным управлением | |||
| - М.: Машиностроение, 1976, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
