К7
О5
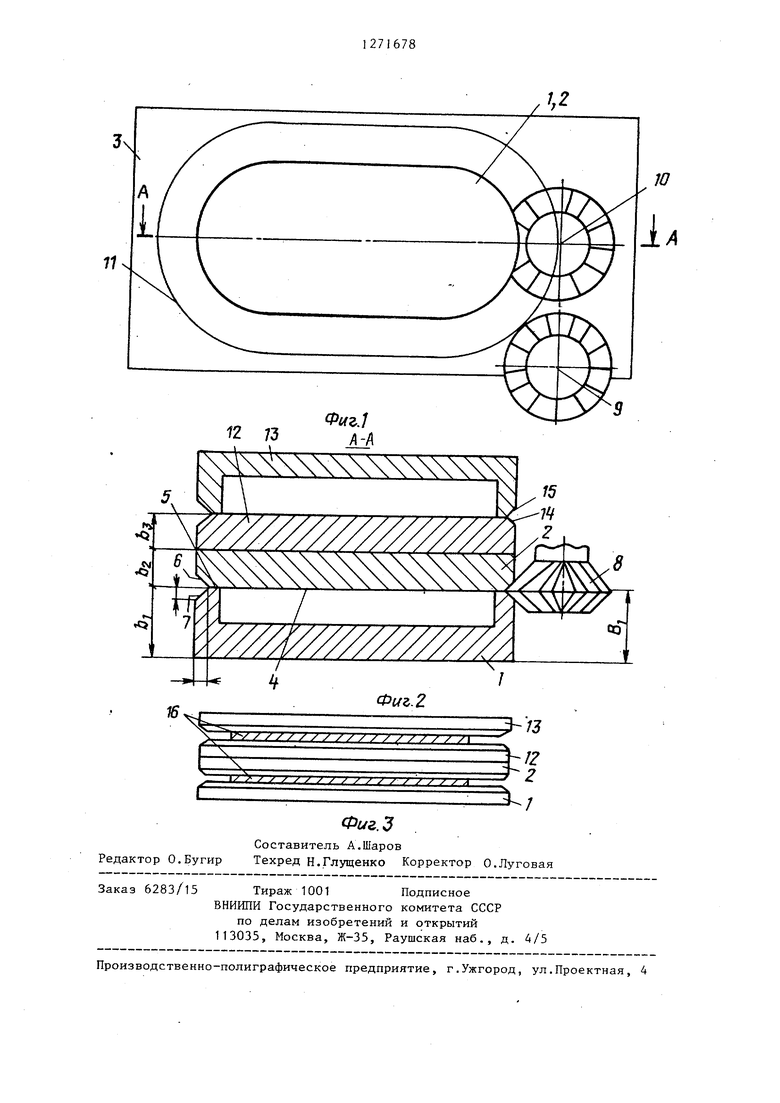
00 1 Изобретение относится к машиностроению и может быть использовано для получения фасок на разноименных торцах деталей комплекта из двух цилиндрических деталей с одинаковой направляющей цилиндрической поверхности на фрезерных станках с ЧПУ. Цель изобретения - повышение производительности и точности обработки а также повышение стойкости фрезы. Согласно способу производится одновременная обработка фасок обеих деталей комплекта по одной программе и одной и той же фрезой, которую устанавливают по результатам одного замера, а также уменьшаются непроизводительные затраты времени за сче установки деталей на столе станка пакетом,, что возможно в результате установки обеих деталей комплекта обрабатываемыми торцами друг к друг а стойкость фрёзы возрастает за сче того, что наличие прокладок между обрабатываемыми торцами облегчает сход стружки при резании и, соответ ственно, снижает тепловую и силовую нагрузку на зуб фрезы. На фиг.1 изображена траектория движения фрезы при осуществлении сп соба; на фиг.2 - разрез А-А на фиг. на фиг.З - схема установки комплек1тов деталей пакетом с прокладками между деталями комплекта. Способ осуществляется следующим образом. Детали 1 и 2 (фиг.2), входящие в комплект, устанавливают на столе 3 станка торцами 4 и 5, на которых дол ны быть обработаны фаски 6 и 7, дру к другу. Дзуугловая фреза 8 устанав ливается над столом 3 станка в поло жение 9 (фиг.1) таким образом:, чтоб вершины ее зубьев помещались между торцами 4 и 5, что соответствует вы соте Ь детали 1. Из положения 9 фреза 8 смещается в положение 10 и по траектории 11 совершает обработку фасок 6 и 7 на 8 деталях 1 и 2, после чего возвращается в положение 9. Пакет образуют при установке на комплект деталей 1 и 2 комплекта деталей 12 и 13 (фиг,2). В этом случае после обработки фасок 6 и 7 фреза 8 в положении 9 поднимается над столом в направлении собственной оси на величину (), переходит в положение 10 и по траектории 11 совершает обработку фасок 14 и 15 на-деталях 12и 13, прсле чего возвращается в положение 9. Для повышения стойкости фрезы 8 между деталями 1 и 2, а также 12 и 13в каждом комплекте устанавливают прокладки 16. Формула изобретения 1,Способ обработки фасок на станках с ЧПУ на разноименных торцах комплекта из двух цилиндрических деталей с одинаковой направляющей цилиндрической поверхности, при котором детали измеряют по высоте,- фрезу устанавливают в соответствии с результатом замера, сообщают ей вращение и движение подачи вдоль направляющей цилиндрической поверхности детали, отличающийся тем, что, с целью повьш1ения производительности и точности обработки, обе детали комплекта устанавливают обрабатываемыми торцами друг, к другу и ведут обработку одновременно фасок обеих деталей, 2,Способ по п,1, отличающий с я тем, что, с целью повышения производительности, комплекты деталей устанавливают пакетом и последовательно выполняют обработку фасок каждого комплекта в пакете, 3,Способ ПОПП.1 и2, отлич ающи-й с я тем, что, с целью повьш1ения стойкости фрезы, между деталями комплекта устанавливают прокладки.
16
s,,,,,,,,,,,,,,,,,,„
///Х/////////У////1
Фи.2
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| Способ фрезерования тел вращения | 1983 |
|
SU1126391A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| Способ обработки отверстий | 1983 |
|
SU1122440A1 |
| Способ обработки отверстий | 1984 |
|
SU1187927A1 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| СПОСОБ ПРОВЕРКИ ТОЧНОСТИ ПОЗИЦИОНИРОВАНИЯ ПЯТИКООРДИНАТНОГО СТАНКА С ЧПУ | 2017 |
|
RU2644207C1 |
Изобретение позволяет получить одновременно фаски на (танках с ЧПУ на разноименных торцах комплекта из двух цилиндрических деталей с одинаковой направляющей цилиндрической поверхности и повысить производительность и точность обработки. Детали измеряют по высоте, фрезу устанавливают в соответствии с результатом замера, фрезе сообщают вращение и движение подачи вдоль направляющей цилиндрической поверхности, обе детали устанавливают обрабатываемыми торцами друг к другу и ведут обработку одновременно фасок обеих деталей. Для повышения стойкости инструмента детали каждого комплекта разделяют прокладками. Комплекты из двух деталей устанавливают пакетами. 2 з.п. с ф-лы, 3 ил. (Q
| Сафраган Р.Э | |||
| и др | |||
| Эксплуатация станков с числовым программным управлением.- Киев: Техника, 1974, с.107-110. |
