ного конвейера, при этом стол 10 с помощью ловителя предварительно ориентируется соосно с отверстием в корпусе 2, Далее стол 10 с помощью тележки 13 транспортируется на сборочную позицию. ОдновременнЬ кулачок 23 сходит с копира 24 и подпр иненный шток 22 прижимает корпус 2 к упорам 20. На сборочной позиции автооператор
703
127
при своем двшкении вверх проходит через отверстие в столе 10 и ориентирует его. Затем снимает с подвески кинескоп и движением вниз устанавливает его в корпус 2, после чего тележка 13 перемещает стол 10 с собранным узлом на следующую технологическую позицию, 5 ил.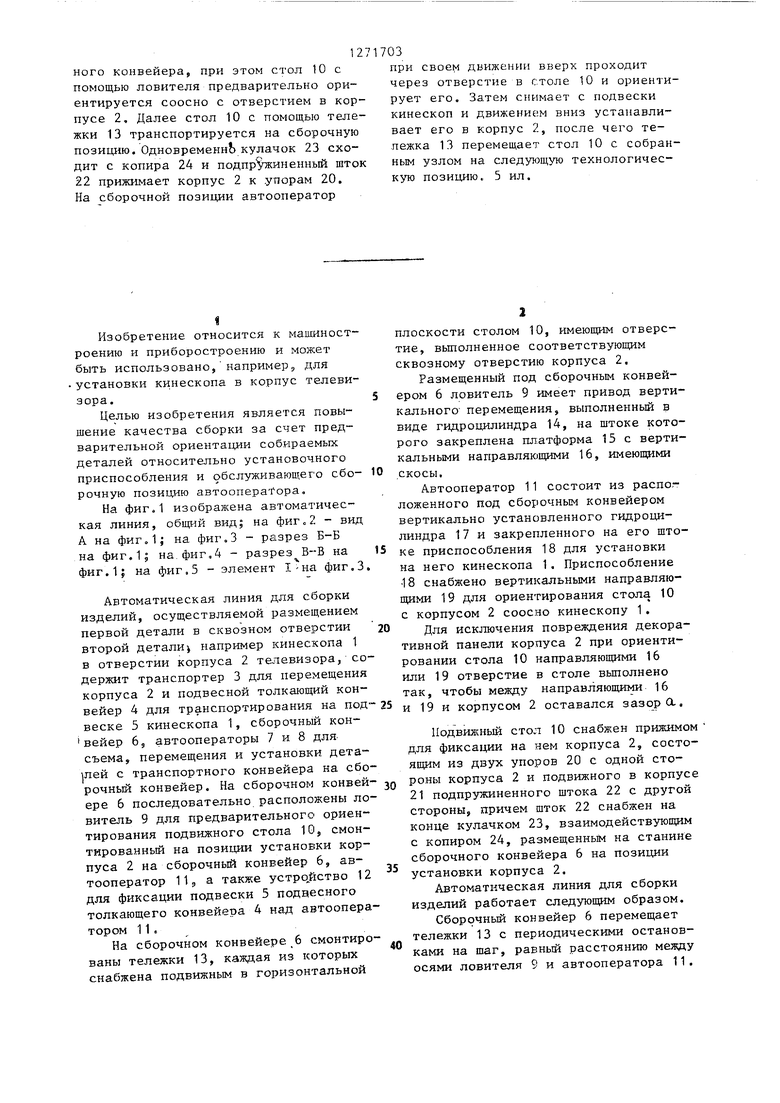

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи изделий с одного конвейера на другой | 1983 |
|
SU1097543A1 |
| Устройство для установки кинескопа в корпусе телевизионного приемника | 1990 |
|
SU1734253A1 |
| Автоматическая линия для сборки изделий | 1981 |
|
SU956225A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Поточная линия сборки карданных валов | 1986 |
|
SU1333528A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Конвейерная линия | 1976 |
|
SU646381A1 |
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |
| Сборочный конвейер | 1980 |
|
SU933562A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |


Изобретение позволяет автоматизировать сборку кинескопа с корпусом телевизора. Целью изобретения является повьшение качества сборки. Корпус телевизора 2 с помощью автооператора 7 устанавливается на стол 10 сборочБ-Б паВернуто (Л С
Изобретение относится к машиностроению и приборостроению и может быть использовано,например5 для установки кинескопа в корпус телевизора. Целью изобретения является повышение качества сборки за счет предварительной ориентации собираемых деталей относительно установочного приспособления и обслуживающего сборочную позицию aBToonepafopa. На фиг.1 изображена автоматическая линия, общий вид; на фиг„2 - вид А на фиг.1 на фиг.З - разрез Б-Б на фиг,15 на. фиг,4 - разрез В--В на фиг.1; на фиг.5 - элемент I - на фиг.3 Автоматическая линия для сборки изделий, осуществляемой размещением первой детали в сквозном отверстии второй деталиi например кинескопа 1 в отверстии корпуса 2 те тевизора, со держит транспортер 3 для перемещения корпуса 2 и подвесной толкающий конвейер 4 для транспортирования на под веске 5 кинескопа 1, сборочный кон вейер 6, автооператоры 7 и 8 для съема, перемещения и установки дета лей с транспортного конвейера на сбо рочный конвейер. На сборочном конвей ере 6 последовательно расположены ло витель 9 для предварительного ориентирования подвижного стола 10, смонтированный на позиции установки корпуса 2 на сборочный конвейер 6, автооператор 115 а также устро гство 12 для фиксации подвески 5 поддесного толкающего конвейера 4 над автоопера тором 11. На сборочном конвейере 6 смонтиро ваны тележки 13, каждая из которых снабжена подвижным в горизонтальной плоскости столом 10, имеющим отверстие, вьтолненное соответствующим сквозному отверстию корпуса 2. Размещенный под сборочным конвейером 6 ловитель 9 имеет привод вертикального перемещения, выполненньш в виде гидроцилиндра 14, на щтоке которого закреплена платформа 15 с вертикальными направляющими 16, имеющими .скосы. Автооператор 11 состоит из распс,ложенного под сборочным конвейером вертикально установленного гидроцилиндра 17 и закрепленного на его штоке приспособления 18 для установки на него кинескопа 1. Приспособление 18 снабжена вертикальными направляющими 19 для ориентирования стола 10 с корпусом 2 соосно кинескопу 1. Для исключения повреждения декоративной панели корпуса 2 при ориентировании стола 10 направляющими 16 или 19 отверстие в столе выполнено так, чтобы между направляющими 16 и 19 и корпусом 2 оставался зазорСХ. Подвижный стол: 10 снабжен прилшмом для фиксации на нем корпуса 2, состоящим из двух упоров 20 с одной стороны корпуса 2 и подвижного в корпусе 21 подпружиненного щтока 22 с другой стороны, причем шток 22 снабжен на конце кулачком 23, взаимодействующим с копиром 24, размещенным на станине сборочного конвейера 6 на позиции установки корпуса 2. Автоматическая линия для сборки изделий работает следуюпщм образом. Сборочный конвейер 6 перемещает тележки 13 с периодическими остановками на шаг, равный расстоянию между осями ловителя 9 и автооператора 11.
312
Перед установкой корпуса 2 на сборочный конвейер 6 ловитель 9 при подъеме платформы 15 с направляющими 16 ориентирует подвижный стол 10, соосно гидроцилиндру 14. Шток 22 прижима при этом перемещен в крайнее левое положение путем взаимодействия кулачка 23 с копиром 24,
Автооператор 7 опускает корпус 2 на зафиксированный стол 10 соосно ло(Вителю 9,
После установки корпуса 2 на стол 10 гидроцилиндр 14 опускает платфо{)м 15 с направляющими 16 в крайнее нижнее положение. После заверщения этих операций включается привод конвейера 6 и тележка 13 перемещается на шаг на позицию сборки. В процессе перемещения тележки 13 копир 24 постепенно освобождает шток 22 с кулачком 23. Под действием пружины шток 22 перемещается вправо и фиксирует корпус 2 на столе 10, прилшмаяего к упорам 20
Переместившись на шаг на позицию
сборки, тележка 13 с зафиксированным
по подвижном столе 10 корпусом 2 ос танавливается над автооператором 11.
К моменту остановки тележки 13 на позицию сборки подвесной толкающий конвейер 4 перемещает подвеску 5 с кинескопом 1, устройство 12 фиксирует ее над автооператором 11.
Включается гидроцилиндр 17 автооператора 11, который поднимает приспособление 18 с нaпpaвляюш ми 19. Эти направляющие ориентируют стол 10 соосно гидроцилиндру 17. В крайнем
17034
верхнем положении приспособление 18 . снимает кинескоп 1 сподвески 5, после чего конвейер 4 отводит ее с позиции сборки. Далее приспособление 18 опус5 кается, и кинескоп 1 входит в отверстие корпуса 2, а стол 10 освобождается. После этого тележка 13 передвигается на шаг на следующую техно логическую операцию.
10
Формула изобретения
Автоматическая линия для сборки изделий, содержащая транспортные конвейеры с обслуживаюшр;ми их автооператорами, сборочный конвейер, имеющий неподвижные упоры под базовую деталь и тележки с окнами, а также обслуживающий сборочный конвейер автооператор, установленньм под станиной конвейера и выполненньщ в виде штока с приспособлением под собираемую деталь, отличаю.щ а я с я тем, что, с целью повышения качества сборки, каждая тележка снабжена подвижным в горизонтальной . плоскости столом с окном, на котором закреплены неподвижные упоры и прижим, кроме того, на позиции загрузки базовой детали на станине закреплен копир, под станиной установлен ловитель с приводам, а шток автооператора снабжен центрирующим элементом причем прижим имеет возможность взаимодействия с копиром, а ловитель и центрируюш 1й элемент имеют возможность прохождения через окна в столах.
MA
6 1Ъ 9 2 11 1 / I Y.
I ;v; ; v vi6v k:fev :7 vv
:(-; fel-ivfel: ;
B-&
U
Фиг.5
| Автоматическая линия для сборки изделий | 1981 |
|
SU956225A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
