1
Изобретение относится к автоматизации технологических процессов перемещения узлов и механизмов для сборки изделия в корпусе, в частности может применяться в радиоэлекронной промышленности для монтажа кинескопа в корпусе телевизора.
Известна автоматическая линия для сборки изделий, содержащая транспортный и сборочный конвейеры, авто- to операторы, установленные между этими конвейерами, и элементы путевой автоматики 1 ,
Недостатком этой линии является невозможность монтажа кинескопов в 5 корпусе телевизора,т.е. она предназначена для транспортировки и манипулирования при изготовлении самих кинескопов, перемещении их с конвейера печи на транспортный конвейер для 20 отвода склеенных стеклооболочек.
Цель изобретения - расширение функ циональных возможностей системы, облегчение ручного труда, и повышение качества процесса сборки.
С этой целью автоматическая линия снабжена расположенным под сборочным конвейером дополнительным автооператором, выполненным в виде штанги с приспособлением под собираемую деталь и кинематически связанного с этой штангой механизма уравновешивания, причем на несущей поверхности сборочного конвейера выполнено отверстие под штангу автооператора.
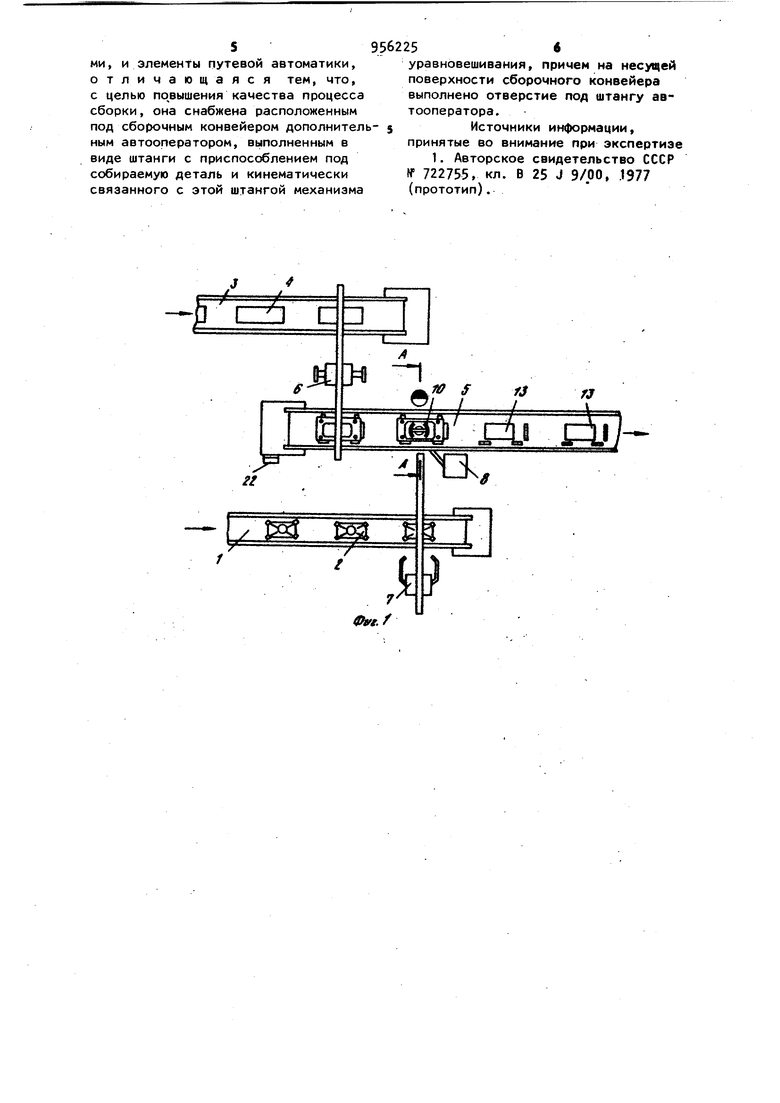
На фиг. t изображена автоматическая линия, вид в плане; на фиг. 2 разрез А-А на фиг. 1.
Автоматическая линия содержит конвейер 1.подачи кинескопов 2, конвейер 3 армировки корпусов , сборочный конвейер S aвтooпepatopы 6 и 7 для перемещения корпусов 4 и кинескопов 2 на сборочный конвейер 5, под которым установлен автооператор В, сос.тоящий из механизма уравновешивания 9 и исполнительного органа, выполненного в виде приспособления 10, дл размещения на нем экрана кинескопа 2. Приспособление 1, смонтировано на штанге 11, жестко связанной с кареткой 12 в направляющих для вертикального перемещения. Для перемещения приспособления 10 из нижнего в исход ное положение - выше уровня верхней ветви транспортера конвейера 5 в транспортере этого конвейера предусмотрены окна 13 под штангу автоопера тора, несущую приспособление 10 под собираемую деталь. Механизм уравновешивания 9 выполнен в виде блоков 1 с замкнутым тро сом 15 и противовеса 16, равного мас се каретки 12 штанги 11 .с приспособ лением 10 и кинескопом 2, при этом противовес 16 и каретка 12 присоединены к тросу. Каретка имеет привод, на пример, пневмоцилиндр 17, закрепленный на корпусе автооператора. Приспособление 1 О представляет собой схват для мягкого приема и перемещения кинескопа 2. Для синхронизации операций окончания монтажа кинескопа 2 в корпусе и отхода приспособления 10 о.т кинескопа 2 предусмотрен конечный выключатель 18, закрепленный на корпусе автооператора 8 с возможностью взаимодействия с нажимной планкой 19, закрепленной на каретке 12, на которой имеется также нажимная планка 20 для взаимодействия с концевым выключателем 21, сигнализирующим об отходе приспособления в крайнее нижнее поло жение. Для регулировки цикла движения конвейера 5 в последнем предусмотрено реле времени 22, сблокированное с концевым выключателем 21. Для подъема штанги 11 с приспособлением 10 в исходное положение в окне 13 на позиции монтажа в конвейере 5 предусмотрен также конечный выключатель (на чертеже не показан) взаимодействующий с нажимной планкой (на чертеже не показана), закреп ленной на транспортере конвейера 5, дающей команду на останов конвейе ра 5 с расположением его очередного окна 13 с корпусом телевизора над приспособлением 10. Автоматическая линия работает сле дующим образом. AfiToonepaтором 6 перемещают корпу Ц с конвейера армировки 3 на сборочный конвейер 5, где его устанавливают таким образом, чтоб он был расположен над отверстием, выполненным на транспортере сборочного конвейера 5Транспортер конвейера 5 на позиции сборки, устанавливается окном 13 над приспособлением 10, находящимся в этот момент в нижнем положении, при этом дается команда на останов транспортера конвейера 5 и подъем приспособления 10 в верхнее исходное положение. Одновременно автооператором 7 подают кинескоп 2 с транспортного конвейера 1.на позицию сборки с опусканием и установкой кинескопа 2 на приспособление 10 стороной экрана, соприкасающейся с элементами схвата, обеспечивающими его точное и надежное фиксирование. В этот момент каретка 12, штанга 11, приспособление 10 с кинескопом 2 сбалансированы механизмом уравновешивания 9, Противовес 16 которого находится в нижнем положении. Оператор легким нажатием руки на кинескоп 2 опускает его в корпус 4, произведя позиционирование и окончательный монтаж, при этом от нажатия планки 19 на концевой выключатель 18 происходит включение пневмоцилиндра 17, шток которого, взаимодействуя с кареткой 12, отводит приспособление 10 от кинескопа 2. При этом планка 20 нажимает на конечный выключатель 21, дающий разрешающую команду на перемещение транспортера конвейера 5, цикл работы которого определяет реле времени 22. В момент установки приспособления 10 в нижнее положение противовес 16 поднимается в верхнее положение и его масса превышает суммарную массу приспособления 10 со штангой 11 и каретки 12 на величину массы кинескопа 2. Перемещение приспособления 10 в верхнее положение осуществляется с помощью пневмоцилиндра 17 по команде от концевого выключателя, установленного в конвейере 5На этом-цикл сборки заканчивается. Формула изобретения Автоматическая линия для сборки изделий, содержащая транспортный и сборочный конвейеры, автооператоры, установленные между этими конвейера
ми, и элементы путевой автоматики, отличающаяся тем, что, с целью пцвышения качества процесса сборки, она снабжена расположенным под сборочным конвейером дополнительным автооператором, выполненным в виде штанги с приспособлением под собираемую деталь и кинематически связанного с этой штангой механизма
уравновешивания, причем на несущей поверхности сборочного конвейера выполнено отверстие под штангу автооператора.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР ff 722755, кл. В 25 J 9/00, .1977 (прототип).
956225 /f-/f

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки изделий | 1985 |
|
SU1271703A1 |
| Устройство для установки кинескопа в корпусе телевизионного приемника | 1990 |
|
SU1734253A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| "Машина "Тандем" для сборки обуви" | 1990 |
|
SU1784199A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1983 |
|
SU1097543A1 |
| Подающее устройство | 1981 |
|
SU1039828A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Конвейер для несинхронной сборки | 1989 |
|
SU1728097A1 |

