viy Изобретение отностися к абразивной обработке и может быть использовано для доводки опорных поверхно стей двухслойных режущих пластин, состоящих из подложки, материалом которой, например„ является безволь фрамовый твердый сплав, и режущей части, выполняемой, например, из синтетического сверхтвердого композиционного материала на основе вюрцитоподобного нитрида бора - гексанита. Цель изобретения - повышение качества доводки деталей, имеющих материалы разной твердости на обрабатываемых торцах. На чертеже изображена схема реализации способа плоской двусторонней доводки двухслойных деталей. Обрабатываемые двухслойные детали, например, режущие пластины, состоящие из подложки 1 и режущей части 2 окончательно шлифованные по наружному диам.етру с точностью + 0,005 мм и предварительно шлифованные по опорным торцам с небольпш натягом, соответствующим переходным посадкам, устанавливают в гнезде се паратора 3 таким образом, что имеет место чередование поверхностей мате риалов разной твердости, контактиру ющих с двумя плоскими доводочными дисками 4 и 5, шаржированными алмаз ными пастами. При указанной установ ке деталей условия доводки одинаковые. Доводочным дискам 4 и 5 придают вращательное движение, направленное в одну сторону. Каждому из дисков придают независимое вращение либо вращение верхнему диску передается за счет сил трения в результате уст новки нижнего диска, сепаратора и верхнего диска с последовательным смещением осей (с экцентриситетом) В процессе доводки сепаратор совершает планетарное движение, обеспечивая перемещение детали, в направле нии, параллельном и перпендикулярн вектору скорости доводки. При этом каждая из деталей пересекает поверх ность дисков,- проходя всю щирину ди ка от наружной до внутренней кромк диска. Проведенные исследования по доводке двухслойных деталей (режущих двухслойных пластин типа безвольфрамовый твердый сплав - гексанит), установ252ленных в дойодочном устройстве по схеме: подложка из твердого сплава всех пластин контактирует с одним доводочным диском, а режущая часть с другим, показывают, что при такой схеме обработки съем припуска происходит практически только со стороны твердосплавной части детали, при этом отклонение от плоскостности со стороны режущей части из гексанита практически не уменьшается. Такое различие в интенсивности съема гексанита и безвольфрамового твердого сплава определяется существенным различием их физико-механических свойств. Микротвердость гексанита составляет 4000-6000 кг/мм и уступает по твердости практически только алмазу. Твердость безвольфрамового твердого сплава не превышает 1500 кг/мм. Гексанит, кроме того, является и более прочным материалом. Поэтому при приложении одного и того же усилия съем материала со стороны гексанита в несколько раз меньше, чем со стороны безвольфрамового твердого сплава.При доводке каждый из двух доводочных дисков контактирует с режущей частью пластины (гексанитом) и с подложкой (безвольфрамовым твердым сплавом), при этом выравнивание скорости съема с обеих частей пластины происходит под действием двух факторов: частицы гексанита, снимаемые с режущей части пластины, переносятся на доводочный диск, а затем на подложку,что замедллет скорость съема материала со стороны подложки и приводит к выравниванию скоростей съема с обеих частей пластины; в результате действия сил трения обрабатываемой детали при ее смещении в гнезде сепаратора на режущую часть при установившемся процессе действует сила F F р где Ер - сила, действующая на режущую часть из гексанита; сила, действующая на подложку;сила, трения при перемещении пластины в гнезде сепаратора. 55 При установке всех пластин режу щей частью в одну сторону.различие скоростей съема со стороны подложки и режущей части не приводит к смеще
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ШЕСТЕРЕННОГО НАСОСА | 2011 |
|
RU2451837C1 |
| Способ изготовления инструмента с режущей частью из керамики | 1985 |
|
SU1260151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО АБРАЗИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2157334C2 |
| АЛМАЗНО-ТВЕРДОСПЛАВНАЯ ПЛАСТИНА | 2012 |
|
RU2541241C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| Устройство для доводки плоских поверхностей деталей | 1983 |
|
SU1126422A1 |
| Способ доводки деталей | 1979 |
|
SU837807A1 |
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1539052A1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
Изобретение относится к абразивной обработке и может быть использовано для доводки пластин, состойщих из подложки и сверхтвердого материала. Целью изобретения является повышение качества обработки за счет выравнивания скоростей съема с обеих частей пластины. Двухслойные пластины устанавливают в гнезда сепаратора 3 с чередованием поверхностей материалов разной твердости.Доводочным дискам 4 и 5 придают вращательное движение, а сепаратор совершает планетарное движение, обеспечивая перемещение детали и равномерный съем припуска за счет выравнивания скорости съема. 1 ил.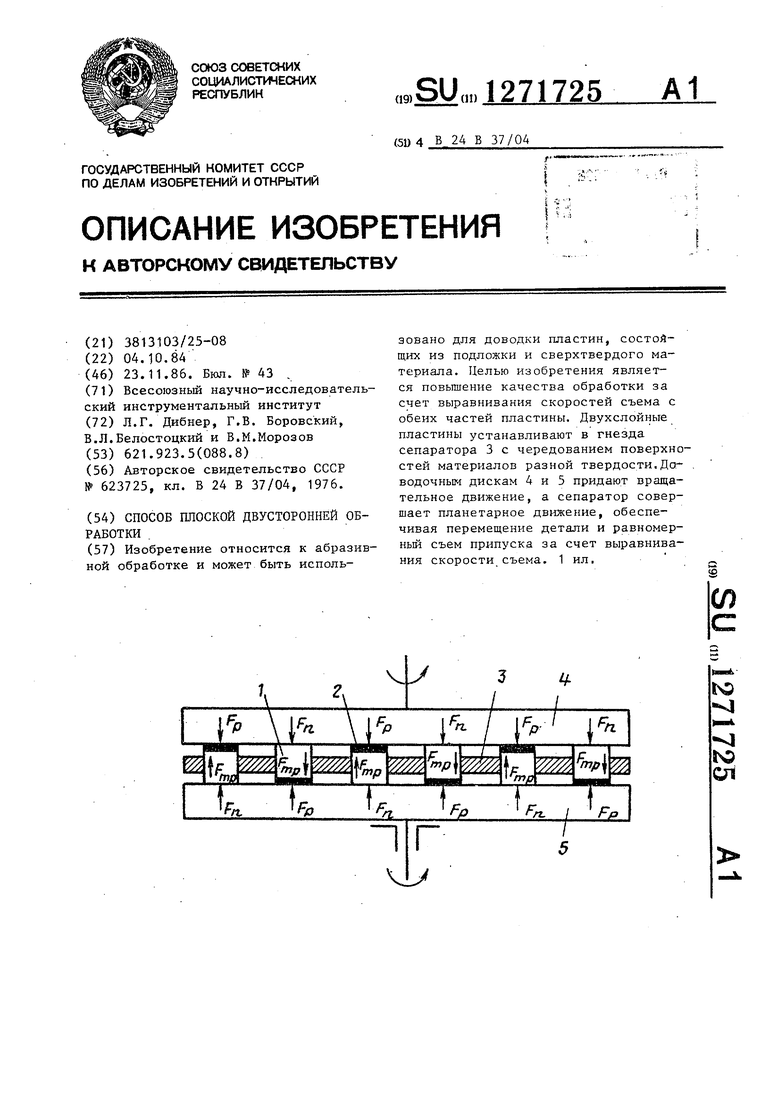
| Способ двустороннего полирования пластин | 1976 |
|
SU623725A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
