ND
О5
со
Изобретение относится к оборуованию по механической обработке и ожет быть использовано в ряде отрасей народного хозяйства для обрезки облоя, в частности в промьппленности асбестовых технических изделий для обрезки облоя с резиноасбестовых манжет.
Целью изобретения является повыение надежности и качества при обработке резиноасбестовых манжет,
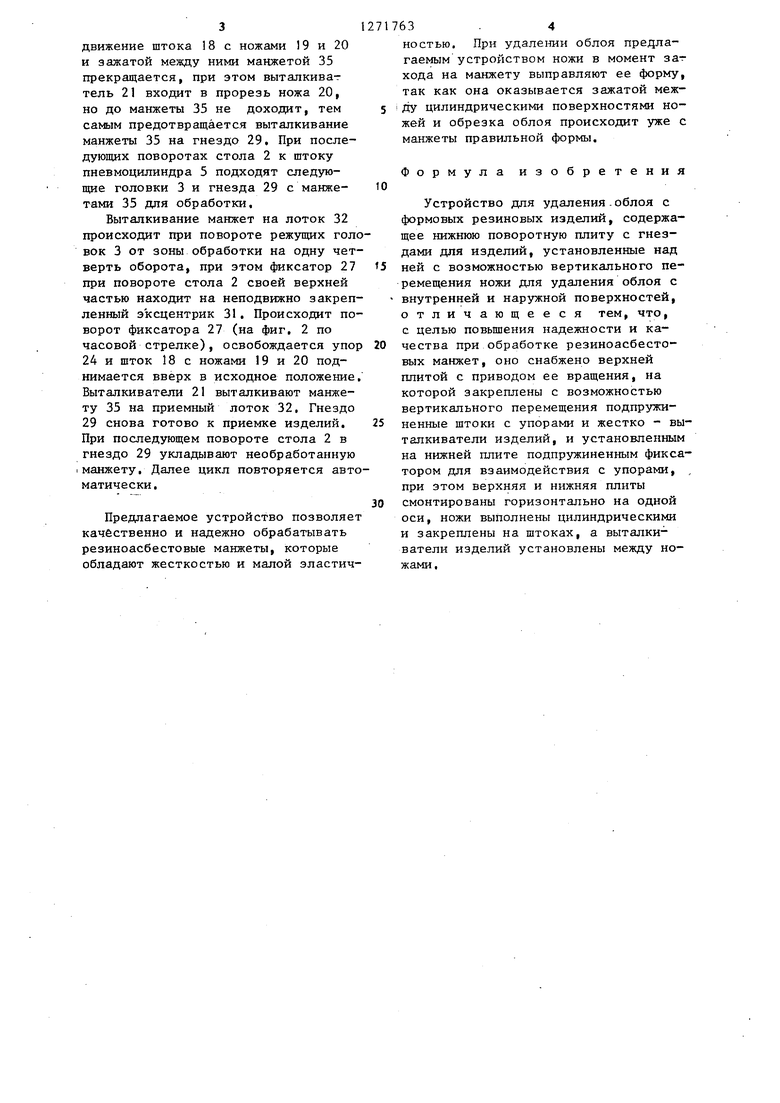
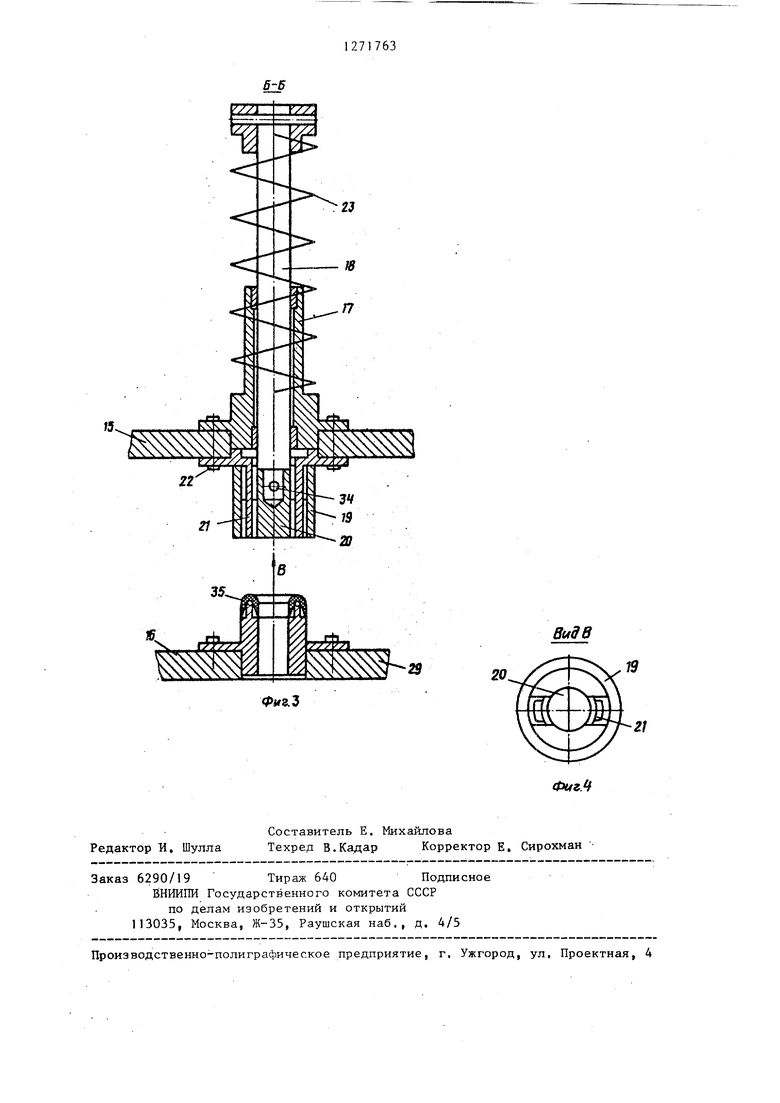
На фиг..1 показано предлагаемое устройство; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 1; на фиг. 4 - вид Б на фиг,, 3.
Устройство состоит из установленных на станине 1 поворотного стоа 2, режущих головок 3, привода 4, пневмоцилиндра 5, пульта б управления, ограждения 7, Привод 4 содержит электродвигатель 8 и через клиноременную передачу 9 связан с редуктором 10. Выходной ват редуктора 10 посредством муфты 11 связан с мальтийским механизмом 12 для осуществления периодического поворота и остановки поворотного стола 2. На другом выходном валу редуктора закреплен кулачок 13 для периодического н;ажима на конечный микропереключатель 14.
Поворотный стол 2 состоит из верхней 15 и нижней 16 плит. На верхней плите 15 по всей ее окружности расположены режущие головки 3„ которые состоят из корпуса 17, штока 18 цилиндрических ножей 19 и 20 для обработки наружной и внутренней поверхностей манжет. Выталкиватели 21 неподвижно закреллены болтами 22 на верхней плите 15 стола 2. Для возврата штока 18 с ножами 19 и 20-в исходное состояние пружина 23, На верхней части штока 18 закреплен упор 24, пpeдcтaвляюшJ й собой стержень, ввинченный в верхнюю часть штока. Кронштейны 25, расположенные против каждой режущей головки и закрепленные на плите 15 поворотного стола.2, имеют прорезь в верхней части, в которой на оси 26 установлен фиксатор 27. Фиксато)э 27 подпружинен пластинчатой пру:«иной 28 к кронштейну 25 и имеет возможность поворота на оси 26 только в одну сторону (на фиг. 1 против часовой стрелки). Повороту в другую сторону.фиксатору 27 препятствуют выступы, сделанные в его нижней части. На плите 16 поворотного стола 2 против каждой режуш;ей головки 3 расположены гнезда 29 для укладки манжет, На станине 1 установлен кронштейн 30, на котором неподвижно закреплен эксцентрик 31, Для удаления готовых изделий имеется лоток 32, для удаления облоя - лоток 33, Ножи 19 и 20 закреплены в нижней части
штока 18 с помощью штифта 34,
Устройство работает cлeдyюшдiм образом.
. Включают электродвигатель 8, вращение от которого посредством клиноременной передачи 9 передается на редуктор 10 и через муфту 11 на мальтийский механизм 12, который периодически с остановками приводит во вращение поворотный стол 2. При
каждой остановке стола 2 в гнезда 29 укладываются резиноасбестовые манжеты 35. При последующих поворотах стола 2 гнезда 29 с манжетами 35 и режуш;ие головки 3 периодически подходят под шток пневмодилиндра 5. В момент остановки стола 2 кулачок 13 нажимает на конечный микропереключатель 14, происходит срабатывание пневмоцилиндра 5, шток которого нажимает на шток 18 режущей головки 3. Шток 18 вместе с ножами 19 и 20 движется вниз, выталкиватели 21 остаются на месте, так как они закреплены неподвижно на верхней плите 15
стола 2, Упор 24, закрепленный на штоке 18, нажимает на нижнюю часть фиксатора 27 и поворачивает его против часовой стрелки (фиг. ), тем . самым.фиксатор 27 не препятствует
дальнейшему движению штока 18 с упором 24 вниз.
Фиксатор, пропустив упор 24, под действием пружины 28 занимает исходное положение. Нолей 19 и 20 срезают
облой с внутренней и наружной сторон манжеты 35, После обрезки облоя манжета 35 оказывается зажатой междУ ножами 19 и 20, Кулачок 13 отпускает шток, конечного микропереключателя 14, шток пневмоцилиндра возвращается в исходное положение. Шток 18 с упором 24, ножами 19 и 20 и зажатой между ними манжетой 35 под дей- ствием пружины 23 начинает подниматься вверх. Упор 24 упирается в нижнюю часть фиксатора 27, так как фиксатор 27 может поворачиват-ься только в одну сторону, дальнейшее
3
движение штока 18 с ножами 19 и 20 и зажатой между ниьш манжетой 35 прекращается, при этом выталкивав тель 21 входит в прорезь ножа 20, но до манжеты 35 не доходит, тем самым предотвращается выталкивание манжеты 35 на гнездо 29, При последующих поворотах стола 2 к штоку пневмоцилиндра 5 подходят следующие головки 3 и гнезда 29 с манжетами 35 для обработки.
Выталкивание манжет на лоток 32 происходит при повороте режущих головок 3 от зоны обработки на одну четверть оборота, при этом фиксатор 27 при повороте стола 2 своей верхней частью находит на неподвижно закрепленный эксцентрик 31, Происходит поворот фиксатора 27 (на фиг, 2 по часовой стрелке), освобождается упор 24 и шток 18 с ножами 19 и 20 поднимается вверх в исходное положение. Выталкиватели 21 выталкивают манжету 35 на приемный лоток 32, Гнездо 29 снова готово к приемке изделий, При последующем повороте стола 2 в гнездо 29 укладывают необработанную манжету. Далее цикл повторяется автоматически,
Предлагаемое устройство позволяет качественно и надежно обрабатывать резиноасбестовые манжеты, которые обладают жесткостью и малой эластич63 . 4 ностью. При удалении облоя предлагаемым устройством ножи в момент захода на манжету выправляют ее форму, так как она оказывается зажатой цилиндрическими поверхностями ножей и обрезка облоя происходит уже с манжеты правильной формы.
Формула изобретения
Устройство для удаления -облоя с формовых резиновых изделий, содержащее нижнюю поворотную плиту с гнездами для изделий, установленные над ней с возможностью вертикального перемещения ножи для удаления облоя с внутренней и наружной поверхностей, отличающееся тем, что, с целью поъъгшения надежности и качества при обработке резиноасбестовых манжет, оно снабжено верхней плитой с приводом ее вращения, на которой закреплены с возможностью вертикального перемещения подпружиненные штоки с упорами и жестко - выталкиватели изделий, и установленным на нижней плите подпружиненным фиксатором для взаимодействия с упорами, , при этом верхняя и нижняя плиты смонтированы горизонтально на одной оси, ножи выполнены цилиндрическими и закреплены на штоках, а выталкиватели изделий установлены между ножами. 21 26
Фыг. 2Ц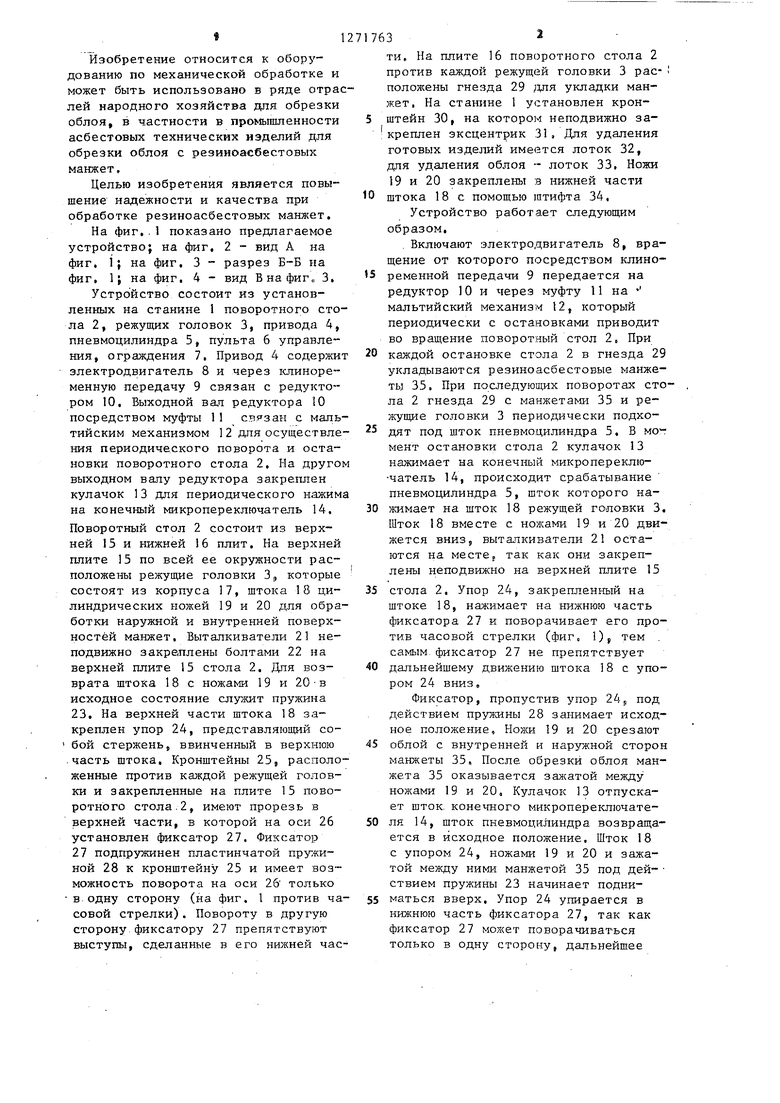
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Станок для мерной резки материала | 1984 |
|
SU1227466A2 |
| Станок для мерной резки материала | 1983 |
|
SU1073091A2 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Станок для мерной резки материала | 1980 |
|
SU927487A1 |
| Устройство для обрезки облоя с формовых резиновых изделий | 1979 |
|
SU859187A1 |
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |
| Станок для удаления облоя с формовых резиновых деталей | 1982 |
|
SU1121145A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
Изобретение относится к оборудованию для удаления облоя, в частности, при обработке резиноасбестовых манжет. Цель - повьппение надежности и качества при обработке резиноасбестовых манжет. Для этого на изделия, размещенные в гнездах нижней поворотной плиты, воздействуют установленными над ней с возможностью вертикального перемещения на щтоке цилиндрическими ножами. При f этом ножи удаляют облой, а изделие зажимается между их боковыми поверхностями и переносится в таком виде к лотку для удаления при помощи выталкивателя. Таким образом, осуществляется обработка с одновременной корректировкой формы жестких изделий с малой эластичностью. 4 ил. сл
| Устройство для обрезки облоя с формовых резиновых изделий | 1979 |
|
SU859187A1 |
| Солесос | 1922 |
|
SU29A1 |
| 0 |
|
SU178485A1 | |
| Солесос | 1922 |
|
SU29A1 |
