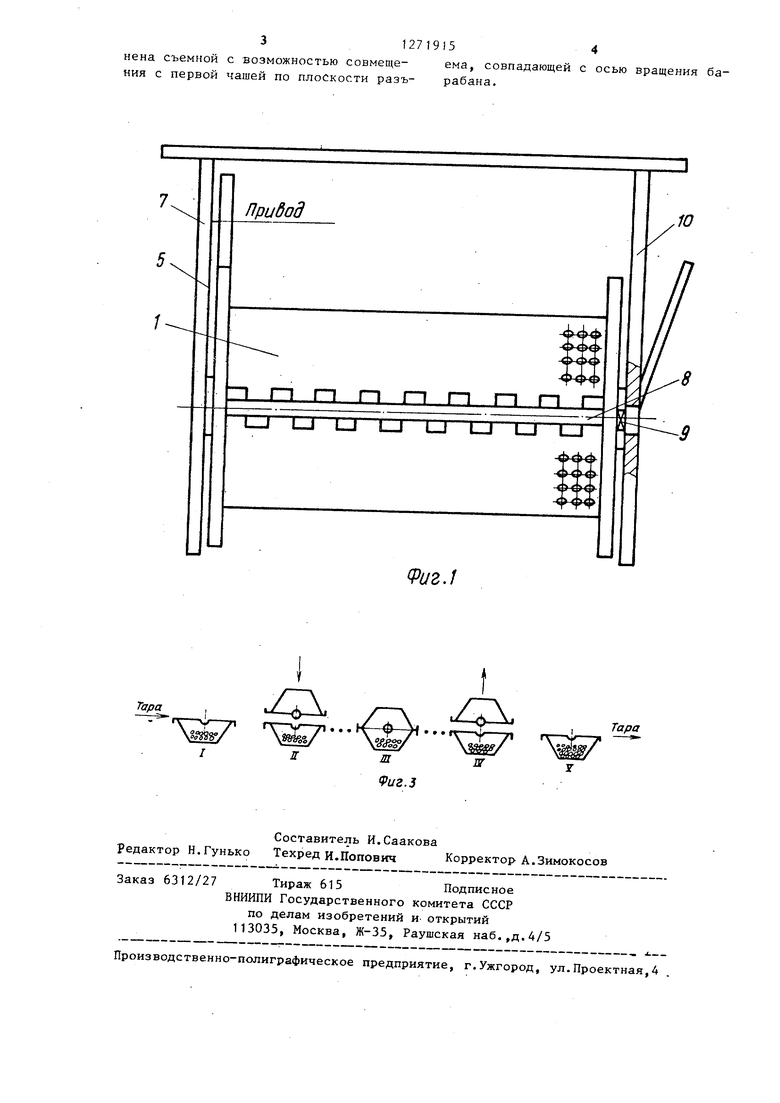
Изобретение относится к устройствам, в частности к барабанам для жид костной обработки. Целью изобретения является повыше ние производительности за счет сокращения количества перегрузок и расширение технологических возможностей. Сущность изобретения заключается в том, что в горизонтальном барабане для жидкостной обработки мелких деталей, содержащем привод вращения и корпус, установленный на опорах с возможностью вращения и выполненный из двух разъемных чаш, связанных с приводом вращения, одна чаша корпуса установлена на опорах, а другая выполнена съемной с возможностью закрепления на чаше, установленной на опорах, причем чаши разделены между собой вдоль оси вращения барабана. На фиг.1 показан барабан„ общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - схема работы предлагаемого устройства. Горизонтальный барабан для жидкостной обработки содержит перфорированный корпус 1, выполненный в виде шестигранника и состоящий из чаши 2-и съемной чаши 3. На обеих чашах установлены пружинящие захваты А. Чаша 2 прочно соединена с шестерней привода 5 вращения с помощью элемен та 6 крепления и установлена на дву опорах 7 с возможностью вращения, а съемная чаша 3 крепится к чаше 2 которые с помощью эксцентриков в прувходят при повороте на . жинящие захваты 4, расположенные по краям обеих чаш. Для связи с автома тическим управляющим устройством (н показано) на оси барабана выполнены квадратные выступы 9. Чаши могут быть скреплены и другими способами, например с использованием вертикаль ных планок-захватов, установленных на автооператоре. Для подвода тока к деталям барабан снабжается, напри мер, гибким проводящим элементом (н показан). Устройство работает следующим об разом (фиг.3). Обрабатываемые детали загружают иа предьиущей технологической операции в съемную чашу 3 барабана (в загруженном состоянии она может скл дироваться), после чего детали поступают на позицию монтажа барабана перед покрытием. Барабан без съемной чаши 3 подают автооператором (не показан) на позицию монтажа, на которой совмещают чаши 2 и 3, скрепляют их одна с другой так, чтобы захваты 4 разместились между эксцентриками 8 по кромке разъема. Затем эксцентрики 8, которые входят между пружинящими захватами 4 обеих частей, поворачивают на 180 и запирают барабан с находящимися в нем деталями. Далее с помощью автооператора детали с барабаном перемещают по всем позициям техпроцесса и по окончании его барабан с деталями подают на позицию демонтажа, где проводят отделение съемной чаши. Установку съемной чаши строго в нижнем положении осуществляют с помощью автоматического устройства. Как видно из схемы работы устройства, изобретение позволяет исключить перегрузку деталей при их загрузке и выгрузке и использовать также съемную часть барабана в качестве межоперационной тары, что.имеет значение при включении оборудования для жидкостной обработки в системы ГАП (гибкие автоматизированные производства) и, таким образом, расширить технологические возможности устройства. Установка одной чаши барабана не на одной, а на двух опорах с возможностью вращения при разделении чаш вдоль оси вращения упрощает кинематическую схему, а также позволяет передать вращательное движение на съемную чашу. Кроме того, в известном устройстве легкодеформируемые, легковесные детали, например лепестки переключателей, внутриламповые детали миниатюрных электровакуумных приборов, часто повреждаются при технологических перегрузках, снижается их качество. Формула изобретения Горизонтальный барабан для жидкостной обработки мелких деталей, содержащий корпус, выполненный в виде двух разъемных чаш, установленньй на опорах с возможностью врашения, отличающийся тем, что, с- целью повышения производительности за счет сокращения количества перегрузок и расширения технологических возможностей, одна из чаш жестко установлена на опорах, а другая выполйена съемной ния с первой 312719154 с возможностью совмеще- ема, совпадающей с осью вращения бачашей по плоскости разъ- рабана.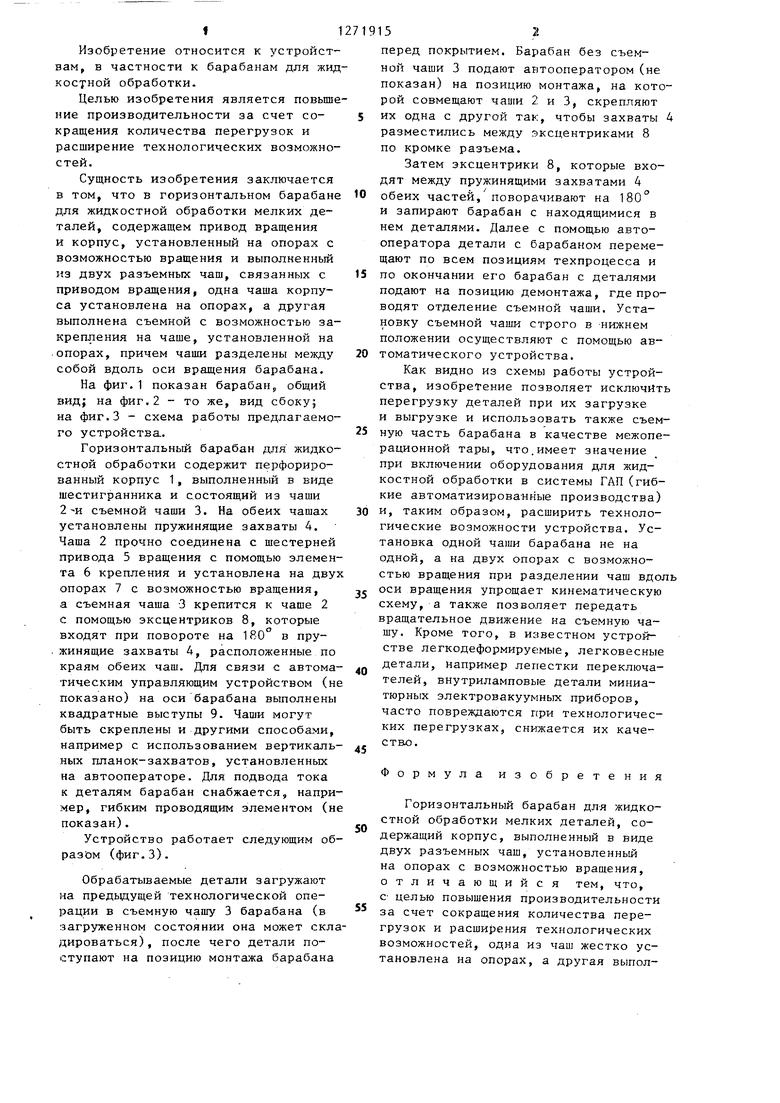
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Линия для гальванической и химической обработки изделий | 1987 |
|
SU1446199A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Автоматизированный участок гальванических покрытий деталей | 1987 |
|
SU1479557A1 |
| Линия гальванохимической обработки мелких деталей в барабанах | 1989 |
|
SU1636473A1 |
Цель изобретения - повышение производительности за счет сокращения количества перегрузок и расширение технологических возможностей. В процессе эксплуатации обрабатываемые детали загружают на предыдущей технологической операции в съемную чашу 3 барабана, после чего детали поступают на позицию монтажа барабана перед покрытием. На позиции монтажа совмещают чаши 2 и 3, скрепляют их друг с другом, чтобы захваты 4 разместились между эксцентриками 8 по кромке разъема. Затем эксцентрики 8 поворачивают на 180°С и запирают барабан с деталями. Далее барабан перемещают по всем позициям техпроцесса и по окончании его барабан с деталями подают на позицию демонтажа,где производят отделение съемной чаши.Разс $ мещение съемной чаши строго в нижнем положении осуществляют с помощью авсл томатического устройства. 3 ил. ю ел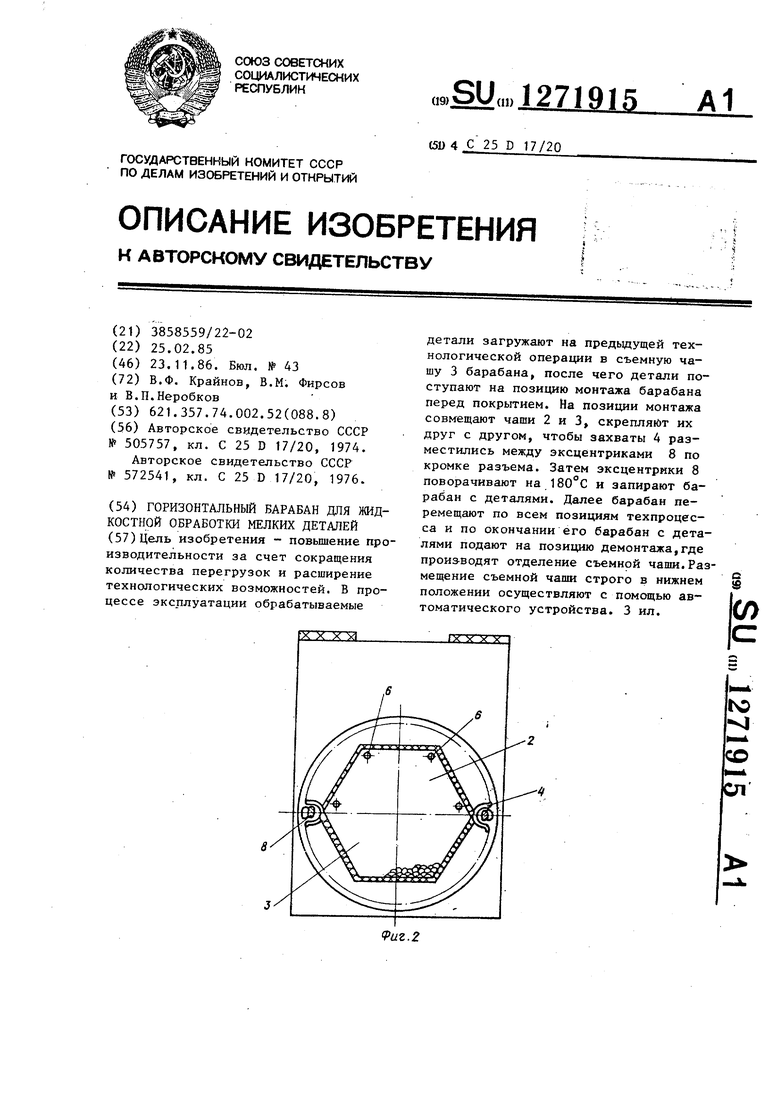
7- 5- Г
Прибод
1 m
гп п п
иг.1
Тара
Тара
| Устройство для гальванической обработки мелких деталей | 1974 |
|
SU505757A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Барабан для жидкостной обработки мелких деталей | 1976 |
|
SU572541A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
