11 I
1 Цродень раствора ц
IЧ
II ,1
jL
ционной связи между катками и лента- ми 7, 8 обеспеченной значительной массой барабана 3, Промывка деталей осуществляется автоматически в ванне промывки,, При опускании барабана 3 в ванну его ось устанавливается в ловители ,при этом участки воздействуют на упоры, перемещают их вниз и поворачивают рамку из водоподводящих труб, что приводит к повороту тяг, которые выдвигают плунжера из труб, открьюая тем самым отверстия, из которых струи воды с двух сторон барабана 3 подаются через промывочные окна на детали. После окончания операции промывки барабан 3 переносят
автооператором на следующую технологическую позицию. Предлагаемая линия за счет простого и надежного привода реверсивных поворотов барабана имеет более низкие затраты на изготовление и эксплуатацию. Применение струйной промывки позволяет повысить качество обработки деталей при уменьшении в 4-5 раз расхода воды,, 2 з„п. ф-лы, 4 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Способ изготовления двухуровневой гальванической линии | 2016 |
|
RU2635049C2 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Способ реализации конструкции ванны щелочного оксидирования стальных деталей | 2018 |
|
RU2701334C1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
Изобретение относится к линиям для гальванической или химической обработки деталей в насыпном виде во вращающихся барабанах и предназначеВид 8 2 но для использования в гальванотехнике, в линиях обезжиривания и мойки. Целью изобретения является повышение качества обработки и надежности линии. Сущность изобретения заключается в следующем: когда барабан 3 опущен на технологическую позицию, то ленты 7 и 8 получают возвратно- поступатель- ное горизонтальное движение. Направляющий каток 6 своим пазом устанавливается на выступ направляющей-ловителя 9, укрепленной на ленте 8, а опорный каток 5 размещается на ленте 7. Возвратно-поступательное движение лент 7 и 8 преобразуется в реверсивные повороты барабана 3 за счет фрик(Л J2 / / о 00 ЗЭ 4 Од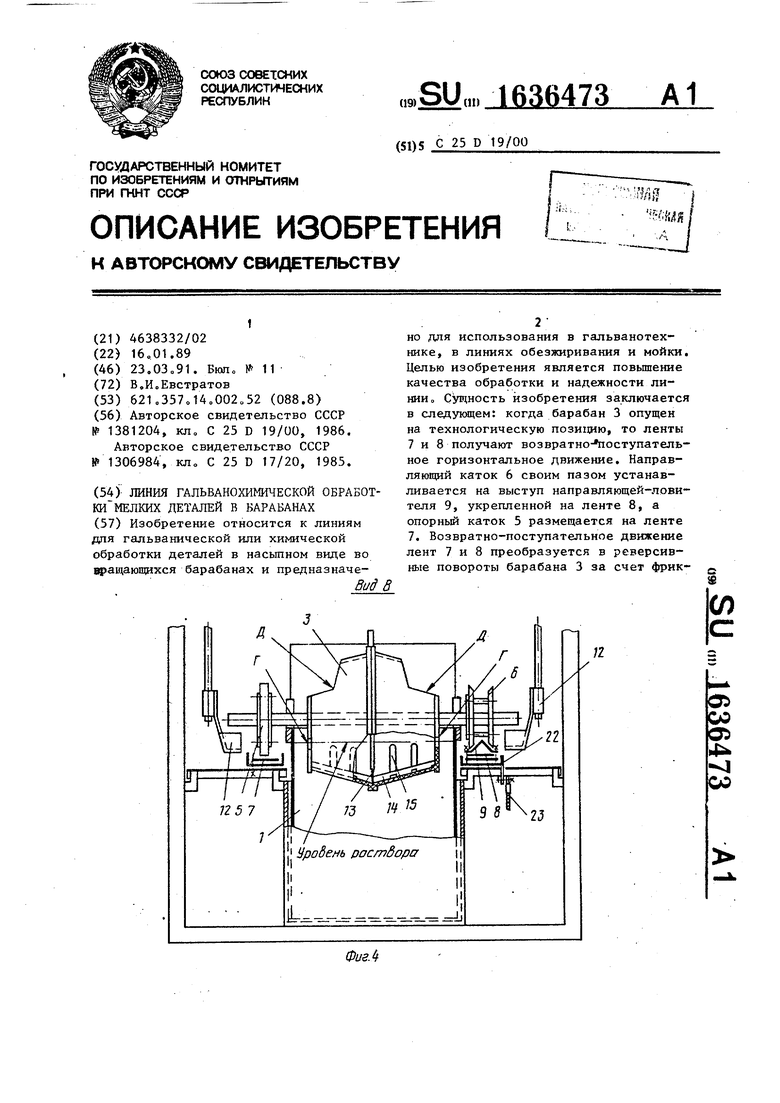
Изобретение относится к линиям i для гальванической или химической обработки деталей в насыпном виде во вращающихся барабанах и предназначено для использования в гальванотехнике, в,линиях обезжиривания и мойки.
Целью изобретения является повышение качества обработки и надежности линии.
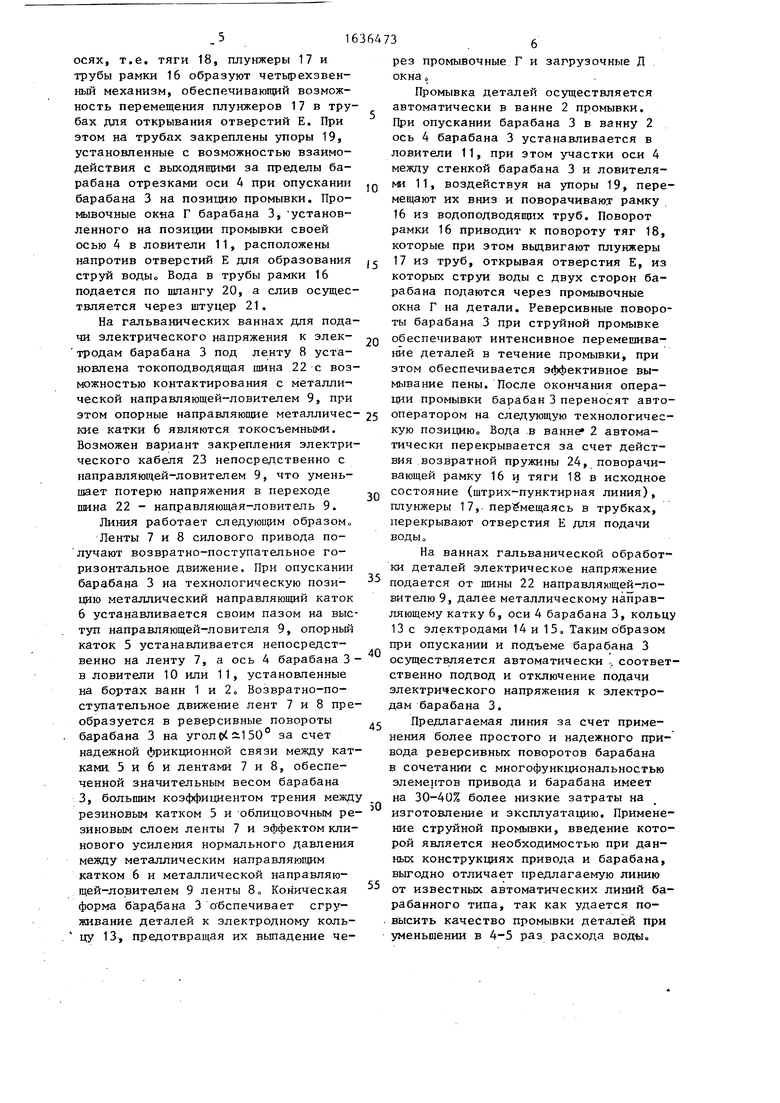
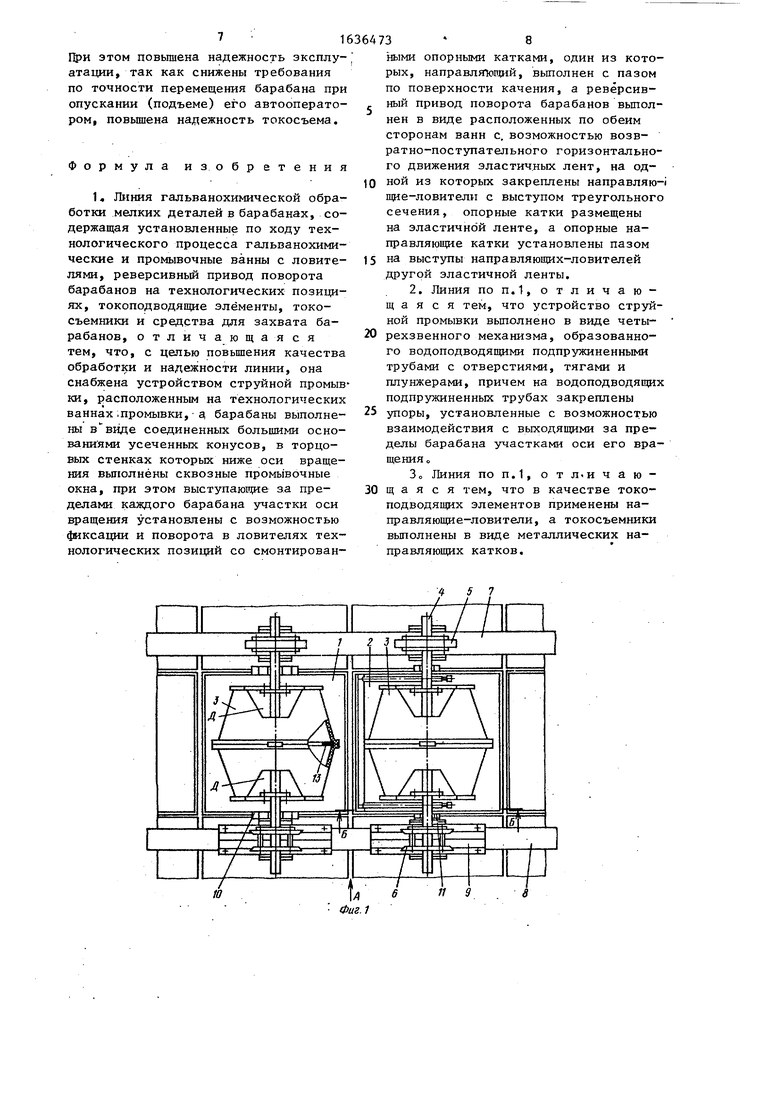
На фиг. 1,изображена предлагаемая линия, вид сверху; на фиг„2 - вид А на фиг.1;. на фиг„3 - разрез Б-Б на фиг.1; на фиг«4 - вид В на
Линия содержит установленные по ходу технологического процесса гальванохимические ванны 1 и промывочные ванны 2, барабаны 3, на осях 4 вращения (выполненных, например, в виде трубы) которых, выходящих за пределы барабанов 3, установлены опорные катки 5 и опорные направляющие катки 6 с пазами по поверхности качения. Привод реверсивного поворота барабанов 3 выполнен в виде протянутых по обе стороны барабанов 3 вдоль ванн 1 и 2 резинотканевых лент 7 и 8, приводи- мых в возвратно-поступательное горизонтальное движение силовым приводом (не показан)о На ленте 8 закреплена рядом с каждой ванной металлическая направляющая-ловитель 9, имеющая вые- туп треугольного сечения. Длина направляющих-ловителей 9 несколько превышает полный ход лент1 7 и 8. Опорные катки 5 установлены непосредственно на ленту 7, а опорные направляющие катки 6, выполненные металлическими, установлены своими пазами на выступы направляющих-ловителей 9 ленты 8. Ось 4 вращения каждого барабана 3 при
0
5
0 5
з п
0
5
этом находится выше ванн 1 и фиксируется с возможностью поворота в ловителях 10, в ванне 2 ось 4 устанавливается в ловители 11. Концы осей 4 барабанов 3, выступающие за пределы катков 5 и 6, предназначены для захвата барабанов 3 при их переносе, подъеме, опускании на технологические позиции захватами 12 автооператора (не показан). Для переноса барабанов
3может быть применен, например, подвесной автооператор. Барабаны 3 выполнены в виде соединенных большими основаниями усеченных конусов и имеют сверху загрузочные окна Д и промывочные окна Г, выполненные с торцов барабанов 3 ниже оси 4 их вращения В качестве электрода применено кольцо 13, посаженное на оси
4барабана 3. Для увеличения поверхности контактирования деталей с электродом к кольцу 13 присоединены закрепленные ito дну барабана 3 электродные стержни 14, выполняющие одновременно (функцию ворошения обрабатываемых деталей при реверсивных поворотах барабана 3. К электродным стержням 14 приварены дополнительные электроды 15.В местах расположения электродов 14 и 15 перфорации на барабане 3 нет.
Промывочные ванны 2 оборудованы устройством струйной промывки, выполненным, в виде подпружиненной рамки 16 из водоподводящих труб с отверстиями Е, установленных в ванне 2 вдоль стенок. В концы труб установлены перекрывающие отверстия Е плунжеры 17, соединенные с тягами 18. Рамка 16 из труб и тяги 18 с плунжерами 17 установлены с возможностью поворота на
.516
осях, т.е. тяги 18, плунжеры 17 и трубы рамки 16 образуют четырехзвен- ный механизм, обеспечивающий возможность перемещения плунжеров 17 в трубах для открывания отверстий Е. При этом на трубах закреплены упоры 19, установленные с возможностью взаимодействия с выходящими за пределы барабана отрезками оси А при опускании барабана 3 на позицию промывки. Промывочные окна Г барабана 3, установленного на позиции промывки своей осью 4 в ловители 11, расположены напротив отверстий Е для образования струй воды Вода в трубы рамки 16 подается по шлангу 20, а слив осуществляется через штуцер 21.
На гальванических ваннах для подачи электрического напряжения к элек- тродам барабана 3 под ленту 8 установлена токоподводящая шина 22 с возможностью контактирования с металли- ческой направляющей-ловителем 9, при этом опорные направляющие металличес- кие катки 6 являются токосъемными. Возможен вариант закрепления электрического кабеля 23 непосредственно с направляющей-ловителем 9, что уменьшает потерю напряжения в переходе шина 22 - направляющая-ловитель 9. Линия работает следующим образом Ленты 7 и 8 силового привода получают возвратно-поступательное горизонтальное движение. При опускании барабана 3 на технологическую пози цию металлический направляющий каток 6 устанавливается своим пазом на выступ направляющей-ловителя 9, опорный каток 5 устанавливается непосредственно на ленту 7, а ось 4 барабана 3- в ловители 10 или 11, установленные на бортах ванн 1 и 20 Возвратно-поступательное движение лент 7 и 8 преобразуется в реверсивные повороты барабана 3 на угол с ct150° за счет надежной фрикционной связи между катками. 5 и 6 и лентами 7 и 8, обеспеченной значительным весом барабана
,-
3, большим коэффициентом трения между
резиновым катком 5 и облицовочным ре- зиновым слоем ленты 7 и эффектом клинового усиления нормального давления между металлическим направляющим катком 6 и металлической направляющей-ловителем 9 ленты 8„ Коническая форма бара.бана 3 обспечивает сгру- живание деталей к электродному кольцу 13, предотвращая их выпадение че
Q
5
0
736
рез промывочные Г и загрузочные Д окна о
Промывка деталей осуществляется автоматически в ванне 2 промывки. При опускании барабана 3 в ванну 2 ось 4 барабана 3 устанавливается в ловители 11, при этом участки оси 4 между стенкой барабана 3 и ловителями 11, воздействуя на упоры 19, перемещают их вниз и поворачивают рамку
16из водоподводягаих труб. Поворот рамки 16 приводит к повороту тяг 18, которые при этом выдвигают плунжеры
17из труб, открывая отверстия Е, из которых струи воды с двух сторон барабана подаются через промывочные окна Г на детали. Реверсивные повороты барабана 3 при струйной промывке обеспечивают интенсивное перемешивание деталей в течение промывки, при этом обеспечивается эффективное вымывание пены. После окончания операции промывки барабан 3 переносят автооператором на следующую технологическую позицию,, Вода в ванне 2 автоматически перекрывается за счет действия возвратной пружины 24, поворачивающей рамку 16 и тяги 18 в исходное состояние (штрих-пунктирная линия), плунжеры 17, перемещаясь в трубках, перекрывают отверстия Е для подачи воды о
На ваннах гальванической обработки деталей электрическое напряжение подается от шины 22 направляющей-ловителю 9, далее металлическому направляющему катку 6, оси 4 барабана 3, кольцу 13 с электродами 14 и 15„ Таким образом при опускании и подъеме барабана 3 осуществляется автоматически соответственно подвод и отключение подачи электрического напряжения к электродам барабана 3.
Предлагаемая линия за счет применения более простого и надежного привода реверсивных поворотов барабана в сочетании с многофункциональностью элементов привода и барабана имеет на 30-40% более низкие затраты на изготовление и эксплуатацию. Применение струйной промывки, введение которой является необходимостью при данных конструкциях привода и барабана, выгодно отличает предлагаемую линию от известных автоматических линий барабанного типа, так как удается повысить качество промывки деталей при уменьшении в 4-5 раз расхода воды.
При этом повышена надежность эксплуатации, так как снижены требования по точности перемещения барабана при опускании (подъеме) его автооператором, повышена надежность токосъема.
Формула изобретения
1, Линия гальванохимической обработки мелких деталей в барабанах, содержащая установленные по ходу технологического процесса гальванохимические и промывочные ванны с ловителями, реверсивный привод поворота барабанов на технологических позициях, токоподводящие элементы, токосъемники и средства для захвата барабанов, отличающаяся тем, что, с целью повышения качества обработки и надежности линии, она снабжена устройством струйной промывки, расположенным на технологических ваннах.промывки, а барабаны выполнены соединенных большими основаниями усеченных конусов, в торцовых стенках которых ниже оси вращения выполнены сквозные промывочные окна, при этом выступающие за пределами каждого барабана участки оси вращения установлены с возможностью фиксации и поворота в ловителях технологических позиций со смонтирован-
ными опорными катками, один из которых, направлятощий, выполнен с пазом по поверхности качения, а реверсивный привод поворота барабанов выполнен в виде расположенных по обеим сторонам ванн с. возможностью возвратно-поступательного горизонтального движения эластичных лент, на одной из которых закреплены направляю-i шие-ловителн с выступом треугольного сечения, опорные катки размещены на эластичной ленте, а опорные направляющие катки установлены пазом
на выступы направляющих-ловителей другой эластичной ленты.
30 Линия поп.1, отл-ичаю0 щ а я с я тем, что в качестве токо- подводящих элементов применены направляющие-ловители, а токосъемники выполнены в виде металлических направляющих катков.
5
JO
20 16 tB Ј19 л Г
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для гальванической обработки деталей | 1985 |
|
SU1306984A1 |
