1
Изобретение относится к гальванотехнике, в частности к автоматизированному оборудованию для нанесения гальванопокрытий на детали в барабанах и на подвесках.
Цель изобретения - расширение технологических возможностей
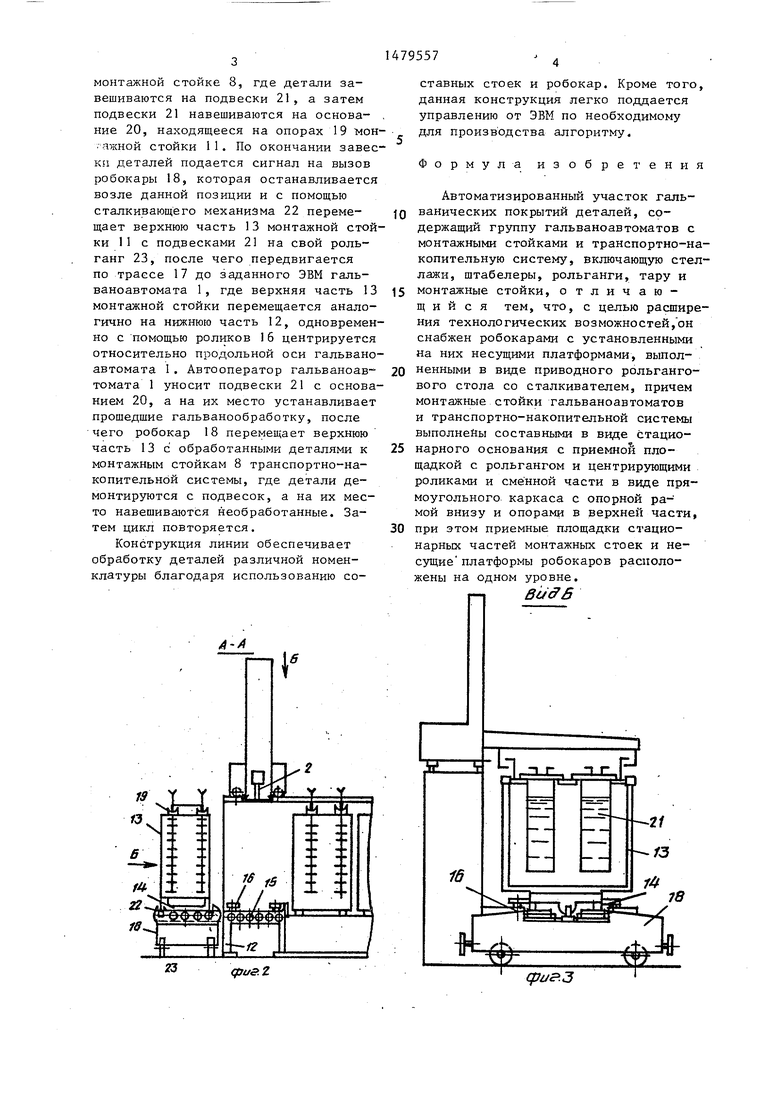
На фиг.1 изгбражен автоматизированный участг , план; на фиг.2 - разрез А-А ; фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - вид В на фиг.2
Автоматическая гальваническая линия покрытий деталей (фиг.1) , управляемая от ЭВМ (не показаны ), содержи группу гальваноавтоматов 1 с программным управлением для нанесения покрытий на детали, навешенные на подвески или россыпью в барабанах,снабженных автооператорами 2. Для загрузки гальваноавтоматов подвесками или барабанами в составе участка имеется транспортно-накопительная система, включающая стеллажи 3, обслуживаемые штабелерами 4 и 5, переносящие тару 6 с обрабатываемыми деталями по ячейкам стеллажа или в нижний ярус на рольганги 7, с помощью которых тара подается к монтажным стойкам 8 тран- спортно-накопительной системы для монтажа деталей на подвески или засыпки в барабаны на позиции 9, име- ющей дозатор 10. Каждый из г.альвано- автоматов 1 имеет монтажную стойку 11, которая как и монтажная стойка
8, выполнена из двух частей - нижней, стационарной 12, верхней, сменной части 13 в виде пространственной конструкции прямоугольного каркаса
с опорной рамой 14.
Нижняя часть 12 монтажной стойки снабжена рольгангом 15 и центрирующими роликами 16 для перемещения и точной установки верхней части 13 с
опорной рамой 14. Нижняя часть 12 монтажных стоек 11 и 8 установлена также на позиции 9 монтажа барабанов с деталями. Возле нижних частей 12 проложена в виде светоотражающей по лосы трасса 17 робокаров 18, служащих для транспортировки верхней части 13 монтажных стоек 11. На верхней части 13 монтажных стоек 11 имеются опоры 19 для установки основания 20. На основание 20 навешиваются подвески 21 с деталями или барабаны с деталями, которые унифицированы по габаритам между собой. Робокары 18 снабжены сталкивающим механизмом 22 и рольгангом 23, плоскость которого совпадает с плоскостью рольгангов 15 монтажных стоек 11 и 8С
Автоматизированный участок работает следующим образом.
Штабелер 4 по командам от ЭВМ (не показана ) берет тару 6 с обрабатываемыми деталями из ячейки стеллажа 3 и устанавливает ее на рольганг 7, с помощью которого она подается к
0
5
0
монтажной стойке 8, где детали завешиваются на подвески 21, а затем подвески 21 навешиваются на основание 20, находящееся на опорах 19 мон- ажной стойки 11. По окончании завес- кп деталей подается сигнал на вызов робокары 18, которая останавливается возле данной позиции и с помощью сталкивающего механизма 22 переме- щает верхнюю часть 13 монтажной стойки Н с подвесками 21 на свой рольганг 23, после чего передвигается по трассе 17 до заданного ЭВМ гальваноавтомата 1, где верхняя часть 13 монтажной стойки перемещается аналогично на нижнюю часть 12, одновременно с помощью роликов 16 центрируется относительно продольной оси гальваноавтомата 1. Автооператор гальваноав- томата 1 уносит подвески 21 с основанием 20, а на их место устанавливает прошедшие гальванообработку, после чего робокар 18 перемещает верхнюю часть 13 с обработанными деталями к монтажным стойкам 8 транспортно-на- копительной системы, где детали демонтируются с подвесок, а на их место навешиваются необработанные. Затем цикл повторяется.
Конструкция линии обеспечивает обработку деталей различной номенклатуры благодаря использованию соА-А
19 вкГГ-f
6 :: ::
фи&2
ставных стоек и робокар. Кроме того, данная конструкция легко поддается управлению от ЭВМ по необходимому для производства алгоритму.
Формула изобретения
Автоматизированный участок гальванических покрытий деталей, содержащий группу гальваноавтоматов с монтажными стойками и транспортно-на копительную систему, включающую стеллажи, штабелеры, рольганги, тару и монтажные стойки, отличающийся тем, что, с целью расширения технологических возможностей,он снабжен робокарами с установленными на них несущими платформами, выполненными в виде приводного рольгангового стола со сталкивателем, причем монтажные стойки гальваноавтоматов и транспортно-накопительной системы выполнены составными в виде стационарного основания с приемной площадкой с рольгангом и центрирующими роликами и сменной части в виде прямоугольного каркаса с опорной рамой внизу и опорами в верхней части, при этом приемные площадки стационарных частей монтажных стоек и несущие платформы робокаров расположены на одном уровне. BiidS
фи&З
видв
17
. f 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок гальванических покрытий деталей | 1989 |
|
SU1613509A1 |
| Автоматизированный участок механической обработки деталей | 1983 |
|
SU1161314A1 |
| Автоматизированная транспортно-накопительная система | 1986 |
|
SU1351750A1 |
| Автоматизированная транспортно-складская система | 1990 |
|
SU1808641A1 |
| Автоматизированная транспортно-накопительная система | 1988 |
|
SU1648732A1 |
| Гибкий автоматизированный комплекс | 1988 |
|
SU1634446A1 |
| Автоматизированная транспортно-накопительная система | 1987 |
|
SU1458163A2 |
| Автоматизированный участок | 1983 |
|
SU1183351A1 |
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1341249A1 |
| Барабан для гальванической обработки деталей | 1985 |
|
SU1294880A1 |

Изобретение относится к гальванотехнике, в частности, к автоматическому оборудованию для нанесения гальванопокрытий. Цель изобретения - расширение технологических возможностей. Автоматическая линия для гальванических покрытий деталей содержит гальваноавтоматы 1, автооператоры 2, стеллажи 3, штабелеры 4 и 5, переносящие тару 6 в нижний ярус на рольганги 7, которые подают тару к монтажным стойкам 8 транспортно - накопительной системы. Каждый из гальваноавтоматов 1 имеет монтажную стойку 11, которая, как и монтажная стойка 8, выполнена из двух частей - нижней, стационарной, и верхней, сменной части в виде прямоугольного каркаса. Перемещение деталей осуществляется при помощи робокар 18, которые после вывоза останавливаются возле определенной позиции и с помощью сталкивающего механизма перемещают верхнюю часть монтажной стойки 11 с подвесками на свой рольганг, после чего перемещаются по трассе 17 до заданного ЭВМ гальваноавтомата. После этого верхняя часть монтажной стойки 11 перемещается на нижнюю часть, центрируясь при этом роликами относительно оси гальваноавтомата. Автооператор 2 гальваноавтомата 1 уносит подвески с основанием, а на их место устанавливается прошедшие гальванообработку. Робокары 18 перемещают верхнюю часть с обработанными деталями к стойкам 8, где детали демонтируются с подвеса, а на их место навешиваются новые. Затем цикл повторяется. Благодаря использованию на данном автоматизированном участке составных стоек и взаимодействующих с ними специально доработанных робокар значительно расширяются технологические возможности данной линии. 4 ил.
(pit 4
| Автооператорная линия для химической и гальванической обработки изделий | 1984 |
|
SU1250598A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механизация и автоматизация производства | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
