Ю
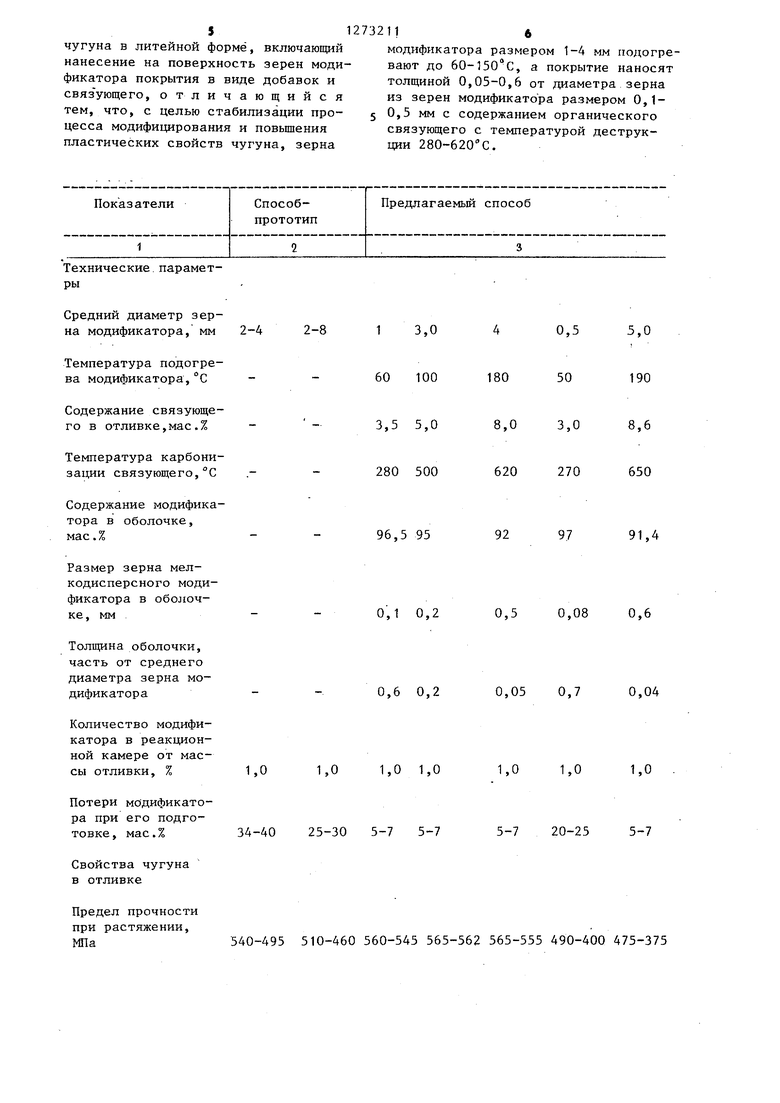
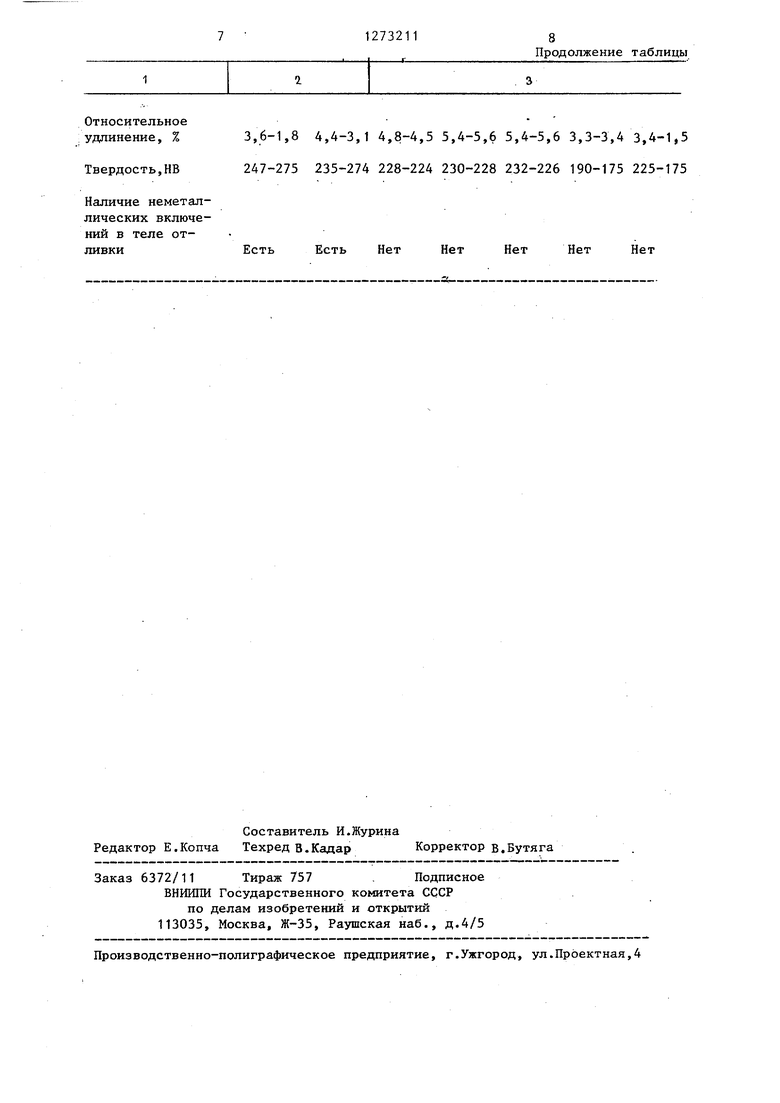
со o Изобретение относится к литейному производству, в частности полу чению высокопрочного чугуна с шаровидной формой графита путем модифихщрования в литейной форме. Цель изобретения - стабилизация процесса модифицирования и повьшени пластических свойств чугуна. Способ осуществляют следующим образом. Пример 1. В лопастный смеситель загружают подогретые до зерна модификатора со средним диаметром 1 мм. В процессе перемешивания постепенно добавляют 4%-ньш спиртовьй раствор поливинилбутира- ля (температура деструкции 280°С). Перемешивают в течение 1,5-2,0 мин и добавляют пылевидную фракцию, которая плакирует зерна модификатора. После этого через разгрузочное окно производится выдача модификатора. Пример2. В лопастный смеситель загружают подогретые до ТОО° зерна модификатора средним размером зерен 3 мм, перемешивают их в течение 1,5-2,0 мин в процессе перемеши вания постепенно добавляют 5%-ньш раствор смолы СФЖ 309 (температура деструкции 500°С) и подают пылевидную фракцию, которая плакирует зерн модификатора. Через разгрузочное ок но производят вьщачу гранул модификатора. ПримерЗ. В лопастный смеситель загружают зерна модификатора средним диаметром 4 мм, подогретые до температуры 180°С, и перемешива,ют в течение 1,5-2,0 мин. Затем в процессе перемешивания добавляют лак кремнеорганической кислоты (тем пература деструкции 620°С) и подают пылевидную фракцию модификатора, которая плакирует зерна, перемешивают и через разгрузочное окно выдают готовые гранулы модификатора. Гранулы для примеров 4 и 5 готовили аналогичным образом. В качест ве связуюш,его использовали сульфит но-спиртовую бражку (температура деструкции 270С) и клей на основе полиметилфенилсилоксана с молекулярной массой 500-600 в сочетании с полиметилфенилкарборансилоксаном (ПМФКБС) - температура деструкции 650С. В качестве исходного чугуна для внутриформенного модифицирования 11 спользовали чугун следующего состава, мас.%: 3,3-3,5 С; 1,45-1,50 Si: 0,25-0,3 Мп; 0,05 Ni;0,04 Сг;0,07 Р; ,02-0,03 S.Чугун выплавляли в электродуговой печи ДСП-05, температура заливаемого чугуна в форму 1650 1700 К. В таблице приведены технологические параметры подготовки модификатора для внутриформенного модифицирования и полученные результаты от применения модификаторов, подготовленных по предлагаемому способу и способу-прототипу. Из данных таблицы видно, что применение гранулированного модификатора, подготовленного по предлагаемому способу (примеры 3,4,5 по сравнению со способом прототипом), позволяет уменьшить потери модификатора за счет использования мелких фракций, образующихся при дроблении кусков модификатора на 20-30%, при этом повысить прочность чугуна в отливках до 545-565 МПа против 460540 МПа, пластичность до 4,5-5,6% против 1,8-4,4%, снизить разброс показаний прочности, пластичности и твердости чугуна в различных сечениях отливки с 45-50 до 3-1,5 МПа, с 1,1-1,8 до 0,2-0,3% соответственно и с 11-42 до 2-6 НВ. Использование модификатора со средним диаметром менее 1,0 мм не позволяет получить при нанесении оболочки заданную оптимальную фракцию модификатора для внутриформенного модифицирования. Это приведет к снижению скорости растворения модификатора, особенно в начальной стадии модифицирования и, как следствие, к неоднородности прочностных и пластических свойств чугуна в различных сечениях таких отливок. Использование модификатора со средним диаметром более 4 мм не позволяет получить при нанесении оболочки заданную .оптимальную фракхщю модификатора, т.е. она будет превышать верхний предел применяемого модификатора. Это приведет к раннему вымыванию модификатора из реак1ЩОННОЙ камеры, неполному его растворению и, как следствие, к неравномерности прочностных и пластических свойств чугуна в различных сечениях отливки. Увеличение толщины оболочки свыше 0,60 среднего диамет3pa зерна модификатора увеличит фрак цию модификатора, применяемого для внутриформенного модифицирования свьше оптимального размера. Это при ведет к неравномерному растворению модификатора, вымыванию модификатора в форму и, как следствие, к снижению стабильности процесса, снижению и неоднородности механических свойств чугуна в различных сечениях отливки. Уменьшение толщины оболочки мене 0,05 среднего диаметра зерна модифи катора не позволяет получить оптимальную фракцию модификатора и тем самым в связи с уменьшением площади контакта модификатора с жидким чугу ном снизится содержание остаточного магния в нем, а это приведет к снижению и неравномерности прочностных свойств по различным сечениям отлив ки. Подогрев модификатора перед нане сением на него смеси необходим для создания равномерной толщины оболоч ки на его поверхности и устранения образования крупных конгломератов за счет ускорения полимеризации свя зующего. Снижение температуры подогрева модификатора менее 60 С удлиняет процесс полимеризации и тем самым ведет к образованию крупных конгломератов и неравномерной оболочки на зернах модификатора, что не позво ляет использовать модификатор для внутриформенного мдифицирования. Повьшение температуры подогрева модификатора свыше 150°С ведет к частичному или полному разложению связующего, потери прочности обмазки на поверхности зерен модификатора.Это ведет к невозможности создания на поверхности зерен оболочки, использования в процессе модификатора чугуна мелкодисперсной фракции модификатора. Связующее предназначено для придания оболочке достаточной прочности в период подготовки модификатора, его хранения и заполнения реакционной камеры и разупрочнения оболочки при нагреве модификатора в реакционной камере за счет теплоты жидкого чугуна. Снижение содержания связующего в оболочке менее 3,5% ведет к потере ее начальной прочности, отслаиванию от зерен модификатора и, как следст14вие, снижаются стабильность процесса растворения модификатора, прочностные и пластические свойства чугуна в различных сечениях отливки. Повышение содержания связующего свыше 8% ведет в результате разложения в реакционной камере под воздействием теплового потока от жидкого металла к насыщению чугуна газами, неметаллическими включениями, замедляет процесс растворения модификатора, снижает его стабильность и, как следствие, снижает прочностные свойства чугуна в отливках. Понижение температуры карбонизации менее 280°С ведет к ранней поте-, ре прочности оболочки в реакционной камере. Это вызывает нарушение оптимального гранулометрического состава модификатора, неравномерность растворения модификатора и, как следствие, ведет к снижению прочностных и пластических свойств чугуна.в различных сечениях отливки. Повьш1ение температуры свьше 620°С ведет к замедлению процесса растворения модификатора ввиду высокой прочности оболочки модификатора в момент его контакта с жидким металлом. Применение мелкодисперсного модификатора со средним диаметром менее 0,5 мм для создания оболочки позволяет максимально использовать мелкодисперсные фракции модификатора, получаемые при дроблении его кусков, и при этом создаются гранулы для модифицирования оптимального размера. Применение фракции менее 0,1 мм ведет к увеличению расхода связующего для получения прочной оболочки, а это ведет к насыщению металла газами и неметаллическими включениями. Использование фракции модификатора более 0,5 мм не позволяет получить прочную оболочку на поверхности зерен модификатора, так как эта фракция и зерна модификатора соизмеримы в размере. Это ведет к снижению прочностных свойств чугуна в отливках, стабилизации процесса модифицирования. Использование предлагаемого способа позволяет уменьшить толщину тенок отливки на 5-7% за счет повыения прочности материала отливки. ормула изобретения Способ подготовки модификатора ля модифицирования высокопрочного
чугуна в литейной форме, включающий нанесение на поверхность зерен модификатора покрытия в виде добавок и связующего, отличающийся тем, что, с целью стабилизации процесса модифицирования и повышения пластических свойств чугуна, зерна
модификатора размером 1-4 мм подогревают до 60-150 с, а покрытие наносят толщиной 0,05-0,6 от диаметра зерна из зерен модификатора размером 0,10,5 мм с содержанием органического связующего с температурой деструкции 280-620 С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1348055A1 |
| МОДИФИКАТОР ДЛЯ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ ЧУГУНА | 1993 |
|
RU2069704C1 |
| Способ модифицирования чугуна в литейной форме | 1985 |
|
SU1320015A1 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Модификатор для высокопрочного чугуна | 1981 |
|
SU952985A1 |
| Модификатор для внутриформенной обработки чугуна | 1985 |
|
SU1275057A1 |
| Модифицирующая смесь | 1985 |
|
SU1245596A1 |
| Мульти Компонентный Активированный Модификатор (МКАМ) для чугунов, сталей и цветного литья и способ его получения | 2017 |
|
RU2651514C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 1993 |
|
RU2069705C1 |
Изобретение относится к литейно му производству, в частности к получению высокопрочного чугуна с шаровидной формой графита путем модифицирования в литейной форме. Цель изобретения - стабилизация процесса модифицирования и по ьшгение пластических свойств чугуна. Для этого зерна модификатора подогревают до 60-150 С, а покрытие наносят толщиной 0,05-0,6 от диаметра зерна из зерен модификатора размером 0,1 0,5 мм с содержанием органического связующего с температурой деструкции 280-620°С. В результате повышаются и вьфавниваются прочностные и пластические свойства чугуна в ота $ ливках. 1 табл. сл с
Технические, параметры
Средний диаметр зерна модификатора, мм
Температура подогрева модификатора,С
Содержание связующего в отливке, мае .% Температура карбонизации связующего,С Содержание модификатора в оболочке, мае. %
Размер зерна мелкодисперсного модификатора в оболочке, ммТолщина оболочки, часть от среднего диаметра зерна модификатораКоличество модификатора в реакционной камере от массы отливки, % Потери модификатора при его подго25-30 5-7 товке, мас.% Свойства чугуна в отливке Предел прочности при растяжении, 540-495 510-460 560-54 Ша
3,0
0,5
5,0
100
180
50
190
5,0
8,0
3,0
8,6
270
500
650
620
95
92
91,4
97
0,6
0,2
0,08
0,5
0,2
0,05 0,7
0,04
,0
1,0
1,0
1,0 5-7 5 565-562 565-555 490-400 475-375 Относительное 3,6-1,8 удлинение, % 247-275 Твердость,НВ Наличие неметаллических включений в теле отливки4,4-3,1 4,8-4,5 5,4-5,6 5,4-5,6 3,3-3,4 3,4-1,5 235-274 228-224 230-228 232-226 190-175 225-175 Есть Нет
| СПОСОБ ПОЛУЧЕНИЯ УДОБРЕНИЙ | 0 |
|
SU176595A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Состав для эмульсионного жирования кожи для верха обуви | 1978 |
|
SU777064A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
