N5
4;
со со
; Изобретение относится к обработке металлов давлением, а именно к инструменту для гибки профильных заготовок.
Цель изобретения - повышение качества изготавливаемых деталей.
На фиг.1 изображен предлагае.мый инструмент, общий вид; на фиг.2 - положение гибочного инструмента в процессе гибки; на фиг.З - разрез А--А на фиг.1.
Инструмент для гибки заготовок из профильного проката выполнен в виде соединенного с исполнительным органом пресса (не показано) гибочного пуансона 1, симметрично установленных относительно него поворотных полуматриц 2. Каждая полуматрица 2 снабжена опорными поверхностями переменной кривизны, состоящими из двух частей. Одна из них, часть ВС, удаленная от оси симметрии инструмента, выполнена по окружности и равна ее четверти. Конструктивное выполнение этой поверхности, при котором радиус ее окружности равен радиусу пуансона, является оптимальным. Другая часть CD, близлежащая к оси симметрии инструмента, выполнена по обыкновенной циклоиде и равна четверти циклоиды, имеющей уравнение
X г 2л-arccos - + (г-у),
где г - радиус окружности производящего круга, в данном техническом решении этот , радиус равен радиусу пуансона.
Опорная поверхность одной полуматрицы является зеркальным отражением опорной поверхности другой полуматрицы (относительно оси симметрии инструмента).
Инструмент снабжен опорными роликами - боковыми 3 и нижними 4. Каждый боковой ролик 3 установлен на горизонтали, проходящей через центр окружности поверхности ВС с возможностью взаимодействия с этой поверхностью, а каждый нижний ролик 4 - на вертикали, проходящей через этот центр с возможностью взаимодействия с поверхностью CD полуматриц 2.
Буферное устройство выполнено в виде систем пружин 5, соединенных с полуматр.нцами 2. Ручьевые вставки установлены неподвижно на полуматрицах 2 и выполнены в виде губок 6. Губки 6 установлены с возможностью их переналадки в плоскости, перпендикулярной плоскости их установки, а боковые ролики 3 - в плоскости, параллельной плоскости установки роликов. Установку губок и роликов с возможностью их переналадки осуществляют любым известным способом. Например, губки 6 устанавливают в пазах .и закрепляют болтами 7, а боковые ролики 3 устанавливают в пазах и закрепляют гайками.
Инструмент работает следующим образом.
Заготовки 8 из профильного проката, подвергающиеся гибке, помещают в губки 6
поворотных полуматриц 2. Расстояние между губками выбирают таким, чтобы исключить потерю устойчивости полок проката при последующей гибке. Так, например, при установке двух профильных заготовок расстояние между губками равно двум толщинам изгибаемых заготовок плюс технологический зазор для обеспечения свободной установки заготовок. При этом пуансон 1 устанавливают в верхнее положение таким образом.
0 чтобы между губками 6 и пуансоном 1 обеспечивался технологический зазор, достаточный для удобной установки заготовки и выемки готовой детали.
Пуансону 1 сообщают движение вниз. При опускании пуансона 1 происходит соприкосновение его с заготовками 8, закрепленными в губках 6. При дальнейшем опускании пуансона 1, последний через заготовки 8 воздействует на полуматрицы 2, которые катятся своими опорными поверхностя.ми по
0 опорным роликам: опорная поверхность ВС по боковым опорным роликам 3, а опорная поверхность ВС - по нижним опорным роликам 4. Результатом такого движения является то, что траектория перемещения поверхности полуматриц 2 происходит по зако5 ну циклоиды с одновременным передвижением центра окружности поверхности ВС вверх параллельно передЕ ижению пуансона. Такое перемещение поверхности полуматриц 2 предотвращает проскальзывание заготовок 8 относительно пуансона 1, и следователь0 но, исключается искажение гео.метрической формы заготовок 8.
В то же время системы пружин 5 синхронизируют поворот полуматриц 2 и создают противодавление действию пуансона 1. Это обеспечивается тем, что трение качения
в опорных роликах 3 и 4 несравнимо по величине с усилием предварительной затяжки системы пружин 5 для обеспечения гибки заготовок в пределах пластической деформации.
По окончании гибки включают обратный ход пресса, и пуансон 1 возвращается в исходное положение, а изогнутые заготовки удаляются.
Полуматрип.ы 2, освобожденные от действия пуансона 1, Б0зврап1аются в исходное положение системами пружин 5 и инструмент готов к дальнейшей работе.
На предлагаемом инструменте можно ос ществлять гибку профилем из заготовок различных размеров полок и толщины полок. Q Для обеспечения зажима заготовок различной толщины губки перемещают в пазах в плоскости, перпендикулярной плоскости нх установки, и закрепляют болтами 7. В то же время на величину изменения толщины полок заготовок перемещают и боковые ролики 4 5 в пазах и закрепляют их гайками. Процесс гибки аналогичен описанному.
Таким образом, предлагаемое техническое решение просто по конструкции: достаточно выполнить опорные поверхности переменной кривизны (одну часть по окружности, а другую - по циклоиде), установить опорные ролики с возможностью взаимодействия с этими поверхностями и соединить полуматрицы с системами пружин, чем достигается процесс гибки без проскальзывания, т. е. с высоким качеством гибки.
Формула изобретения
1. Инструмент для гибки заготовок из профильного проката, преимущественно к прессу, выполненный в виде гибочного пуансона с цилиндрической рабочей поверхностью и симметрично установленных относительно него двух поворотных полуматриц с профильными вставками, связанными с буферным устройством, отличающийся тем, что, с целью упрощения конструкции, нерабочие поверхности каждой полуматрицы выполнены из двух сопряженных между собой частей, части, удаленные друг от друга, выполнены в поперечном сечении в виде четверти окружности радиусом, равным радиусу кривизны рабочей поверхности пуансона, а части, сопряженные с ними, - в виде четверти
обыкновенной циклоиды, в которой радиус производящего круга равен радиусу кривизны рабочей поверхности пуансона, а со стороны нерабочей поверхности каждой по.пуматрицы с возможностью взаимодействия с
ней установлены нижний и боковой ролики, при этом в каждом поперечном сечении центр окружности каждого бокового ролика и центр окружности нерабочей поверхности соответствующей полуматрицы расположены
на одной горизонтальной прямой, центр окружности каждого нижнего ролика и центр указанной окружности соответствующей полуматрицы расположены на одной вертикальной прямой, а профильные вставки неподвижно установлены на полуматрицах.
2.Инструмент по п. 1 отличающийся тем, что буферное устройство выполнено в виде системы пружин.
3.Инструмент по пп. 1 и 2, отличающийся тем, что профильные вставки размещены с возможностью их установочного перемещения в горизонтальной плоскости в направлении, перпендикулярном их продольной оси, а боковые ролики - в горизонтальной плоскости в направлении продольной оси губок.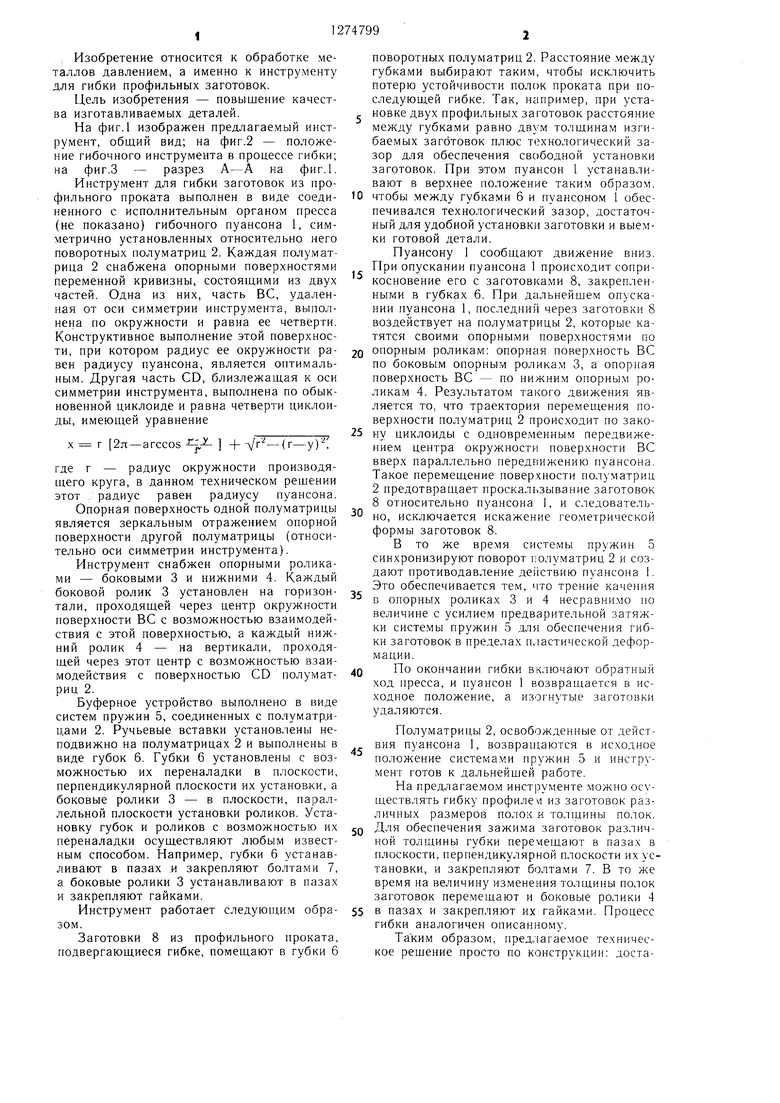

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Устройство для гибки труб | 1977 |
|
SU733786A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| Штамп для гибки | 1985 |
|
SU1444028A1 |
| Универсальный штамп преимущественно для малковки уголковых профильных заготовок на отрицательную малку | 1986 |
|
SU1386332A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |

Изобретение относится к обработке металлов давлением, в частности к инструментам для гибки профильных заготовок. Целью изобретения является упрощение конструкции. Инструмент для гибки заготовок из профильного проката выполнен в виде пуансона и двух поворотных полуматриц с опорными поверхностями переменной кривизны, состоящими каждая из двух частей: одна часть имеет форму окружности, а другая - форму обыкновенной циклоиды. Инструмент содержит опорные ролики: боковые и нижние, взаимодействующие с опорной поверхностью полуматриц. На рабочих поверхностях полуматриц установлены неподвижно ручьевые вставки в виде губок, связанные с буферным устройством. Заготовка устанавливается на полуматрицы, которые разведены и имеют плоскую рабочую поверхность, и изгибается без проскальзывания вокруг а (в пуансона. 2 з.п. ф-лы, 3 ил. (I С
| Инструмент для гибки труб | 1974 |
|
SU509325A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
