го
4
00
4
Изобретение
относится к сварочному
точнее к устройствам для производству, а
направления электрода по автоматического
счет механического копиролинии стыка за
вания, и может применяться программируемой автоматической дуговой сварки установленных «в лолаочку угловых и нахлесточных швов большой протяжешюсти на изделиях типа шкворневых и хребтовых балок железнодорожных вагонов-пистерн, а также для сварки листов встык с V-образной разделкой кромок.
Цель изобретения - повышение качества сварного 1нва путем усовершенствования механизмов подвески сварочных горелок и стабилизации вылета электрода.
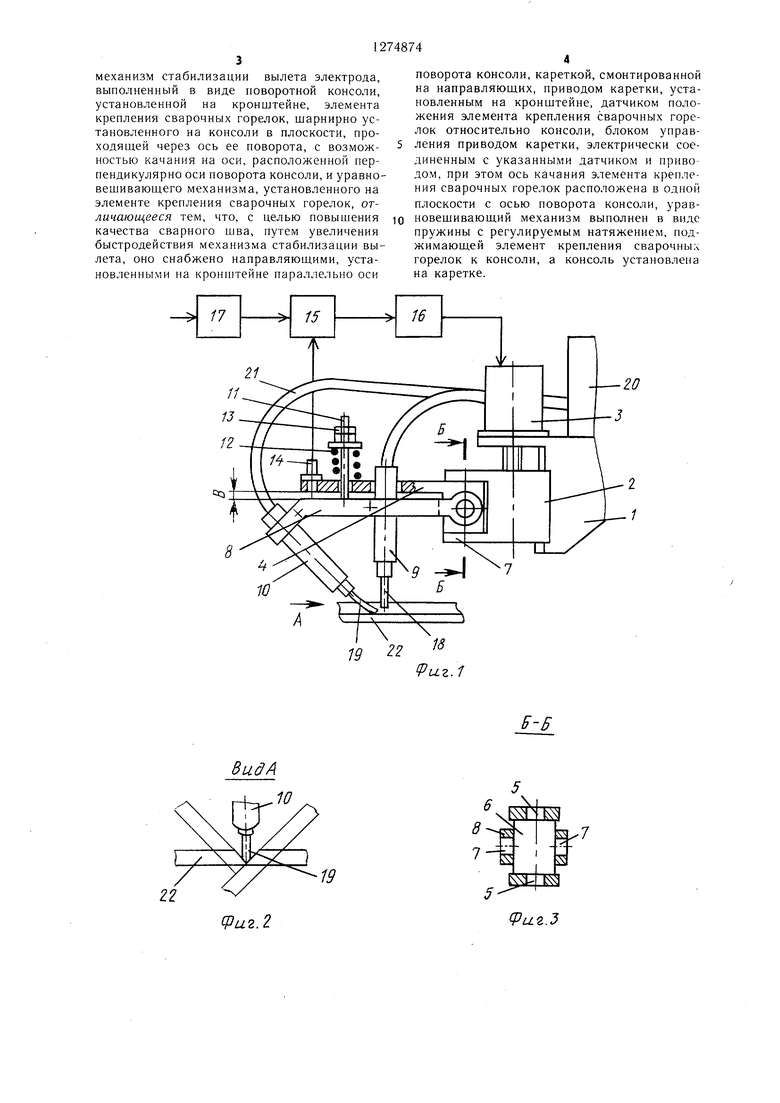
На фиг. 1 показано устройство для направления электрода но стыку; на фиг. 2 - вид, А на фиг. 1; на фиг. 3сечение Б-13 на (fiHr. 1; на (|)И1. 4 - схема нагрузок на элементах устройства.
Устройство состоит из установленной на кронниейне i п)И1К)Д11ой каретки 2 liepтикального неремен1е}шя с электроприводом 3. Каретка 2 несет консоль 4, установленную с возможностью поворота в шарнире 5 крестовины 6 KOHCOJUI 4. На второй на ре осей 7 крестовины 6 и.зарнирпо установлен элемент 8 кренления сварочной 9 и дополнительной 10 IopejioK, который подпружипен относительно консоли 4 посредством Н1тока 11 и пружины 12. иЛток 11 снабжен регулировочными гайками 13. На консоли 4 установлен с. возможностью регулирования положения датчик 14, связанный с электроприводом 3 электрической связью посредством блоков сравнения 15 и усиления 16 сигнала. Настройка датчика 14 обеспечивается задаюн1им блоком 17 Сварочная 18 и дополпительная 19 проволоки подаются механизмом 20 но спецньтангам 21. Свариваемое изделие обозпачепо позицией 22.
Устройство работает следуюншм образом.
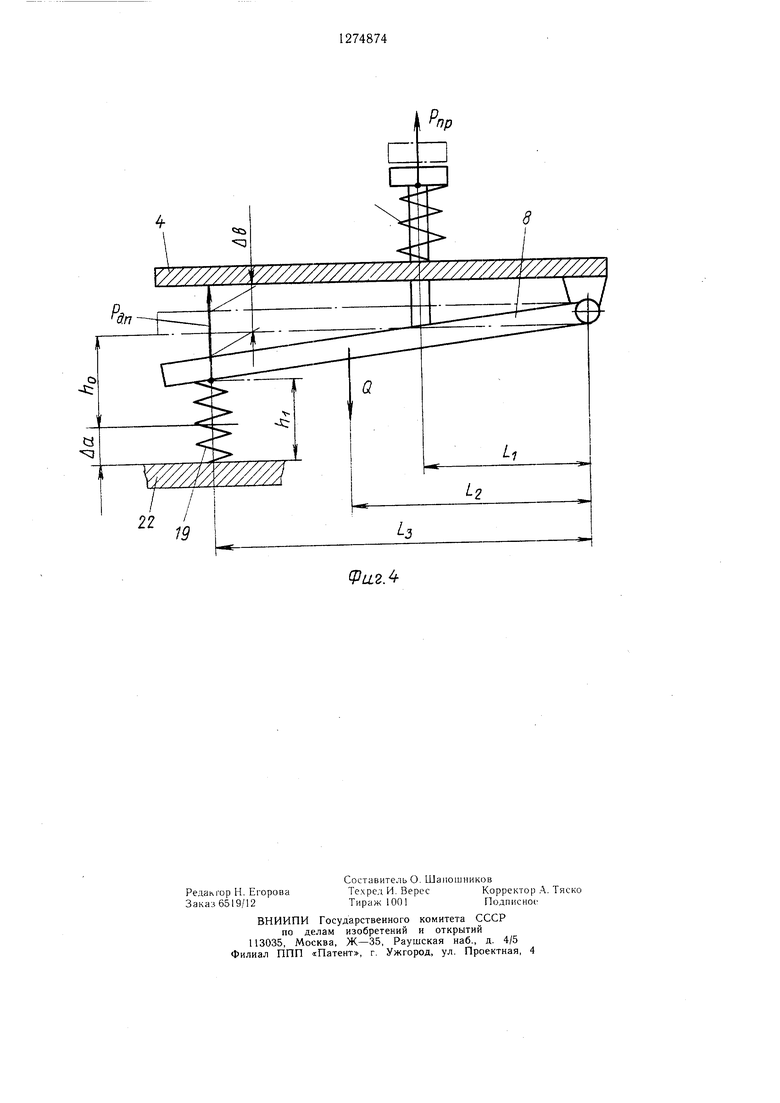
Дополнительная (присадочная) проволока 18 стремится занять устойчивое положение по оси разделки кромок изделия 22 или между расположенными «в лодочку его элементами. Соответственно устанавливается за счет совместного с крестовиной 6 поворота вокруг вертикальной оси элемента 8 крепления со сварочной горелкой 9, что позволяет осун1,ествить слежение за линией стыка в горизонтальной плоскости. В вертикальной плоскости элемент 8 кренления горелок с закрепленными на нем элементами (нодвижпые части) уравновешен
12 и дополнительной
пружины
усилиями 19, т. е. проволоки
Рд-и , Q-l.., (1)
где Рлм- уси.ше, приложенное к концу
дополнительной проволоки;
PIIII- усилие сжатия иружины;
Q- вес подвижных частей;
L|,L2 и Ьз- плечи сил относительно оси поворота.
При этом устанавливается определенная величина расстояни между торцом сварочной горелки 9 и изделием 22 («вылет сварочной проволоки 18). Отклонение стыка по вертикали на величинуДа вызывает увеличение или уменьшение усилия Р.ьи на дополнительную проволоку 19, которое передается на элемент 8 со сварочной горелкой 9.
Одновременно изменяется усилие, воспринимаемое пружиной 12 прп сохранении условия (1):
(Рд,м±дРд.„) Ьз+ (Р..|.±ДР,ч,).1,-.Рдм + .-Ь,. (2
ОтсюдаДРд...ЛР.р., (3) oCj
гдеДРл ИдР р-изменение уси.лия на дополнительную проволоку и пружину соответственно.
Из-за наличия пружины 12, при ее несоизмеримо большей жесткости, по сравнению с изгибной жесткостью проволоки 19, изменение положения точки элемента 8, соответствующей плечу Ьз, происходит на величинуЛЬг, отличаюш.уюся от величиныДа изменения положения изделия 22. что приводит к изменению вылета ho электрода и установлению новой его величины h|. Нри этом происходит из.менение расстояния В (фиг. 1) между элементом 8 и консолью 4. Величина В измеряется датчиком 14, сигнал которого поступает EI блок 15 сравнения. Образует разностный сигнал, который усиливается блоком 16 и постунает на электропривод 3 каретки 2. Это приводит к подъему или опусканию консоли 4, возврату величины В к нервоначально.му значению и, соответственно, к стабилизации вылета По сварочной проволоки 18 сварочной горелки 9. Настройка требуемой величины вылета производится регулировкой пружины 12 гайками 13 и установкой величипы сигна.ш задаюшего блока 17.
Использование изобретения позволит снизить массу нодвижн1з1х частей механиз.ма подвески сварочных горелок и стабилизировать вылет электрода, что, в свою очередь, позволит повысить качество сварного .
Кроме того, при сварке швов значительной протяженности на изделиях тина балок, нолотниш и т. п. отпадает необхг)димость в постоянном контроле положения сварочной головки работающим, что снизит трудоемкость выполняемой операции и повысит культуру труда.
Формула изобретения Устройство для нанравления электрода по стыку, содержащее кронштейн и смонтированные на нем подающие механизмы.
механизм стабилизации вылета электрода, выполненный в виде поворотной консоли, установленной на кронштейне, элемента крепления сварочных горелок, шарнирно установленного на консоли в плоскости, проходяп ей через ось ее поворота, с возможностью качания на оси, расположенной перпендикулярно оси поворота консоли, и уравновешивающего механизма, установленного на элементе крепления сварочных горелок, отличающееся тем, что, с целью повышения качества сварного шва, путем увеличения быстродействия механизма стабилизации вылета, оно снабжено направляющими, установленными на кронштейне параллельно оси
поворота консоли, кареткой, смонтированной на направляющих, приводом каретки, установленным на кронштейне, датчиком положения элемента крепления сварочных горелок относительно консоли, блоком управления приводом каретки, электрически соединенным с указанными датчиком и приводом, при этом ось качания э-лемента крепления сварочных горелок расположена в одной плоскости с осью поворота консоли, уравновешивающий механизм выполнен в виде пружины с регулируемым натяжением, поджимающей элемент крепления сварочных горелок к консоли, а консоль установлена на каретке.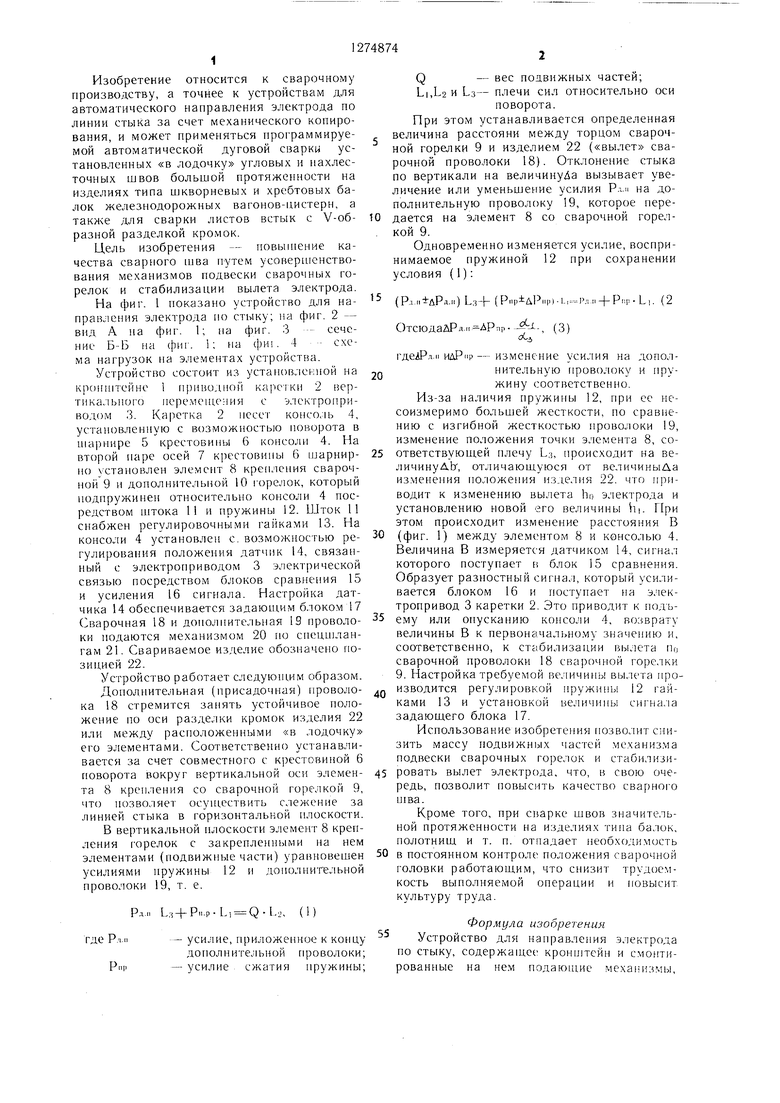
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
| Устройство для автоматической приварки патрубков к сосудам | 1990 |
|
SU1824278A1 |
Изобретение относится к устройствам для автоматического направления электрода по линии стыка за счет механического копирования. Целью изобретения является повышение качества сварного шва путем стабилизации вылета электрода. На кронштейне 1 установлен механизм стабилизации вылета электрода с элементом (Э) 8 крепления сварочных горелок. Этот механизм содержит поворотную консоль (К)4, несущую Э 8, который установлен шарнирно. К 4 установлена на приводной каретке 2 и снабжена датчиком 14 положения Э, связанным с блоком управления приводом каретки 2. Э 8 уравновешен пружиной 12. Отключение свариваемого стыка по вертикали изменяет усилие пружины 12, что приводит к изменению вылета электрода. Это изменяет положение Э 8 относительно К 4 и приводит за счет датчика 14 к подъ ему или опусканию Кик стабилизации сл вылета, настройка которого проводится регулировкой пружины 12. Устройство позволяет снизить массу подвижных частей ма1иины. 4 ил.
CPU2.2
Vuz.3
«Si
Y////////// /////7//////////.y///
Фи.2А
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Овчинников в | |||
| М | |||
| Система автоматического направления сварочного электрода по стыку | |||
| - Сварочное производство, 1982, № 12, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
