Lj
(ik СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки шариков | 1979 |
|
SU1036499A1 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Устройство для доводки шариков | 1985 |
|
SU1240551A2 |
| Станок для доводки шариков | 1975 |
|
SU619325A1 |
| Устройство для доводки шариков | 1984 |
|
SU1197822A1 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| Способ доводки шариков | 1984 |
|
SU1144855A2 |
| Способ доводки плоских поверхностей заготовок | 1987 |
|
SU1641594A1 |
УСТРОЙСТВО ДЛЯ ДОВОДКИ ШАРИКОВ по авт.св. № 1197822, личающееся тем, что, с цепью повьшения точности обработки за счет уменьшения разноразмер сости шариков в партии, кольцевые выступы на прижимном диске выполнены с уменьшакщейся от центра к периферии диска шириной, выбираемой из условия СА (Rj - R,), К г - г - I.. - о где С - ширина кольцевого выступа над первой канавкой; козффициент, подбираеьый К экспериъ ентальным путем и равный 0,15-0,45; радиус первой канавки; - радиус i-й канавки; i 2,3,4,... - порядковый г номер канавки. (/)
Ч)
11
Изобретение относится к абразивной обработке и может быть использовало в конструкциях станков для доводки шариков.
Целью изобретения является повышение точности обработки за счет уменьшения разноразмерности шариков, обработанных на внутренних и наружных канавках, вследствие разницы линейных скоростей диска на различных его канавках.
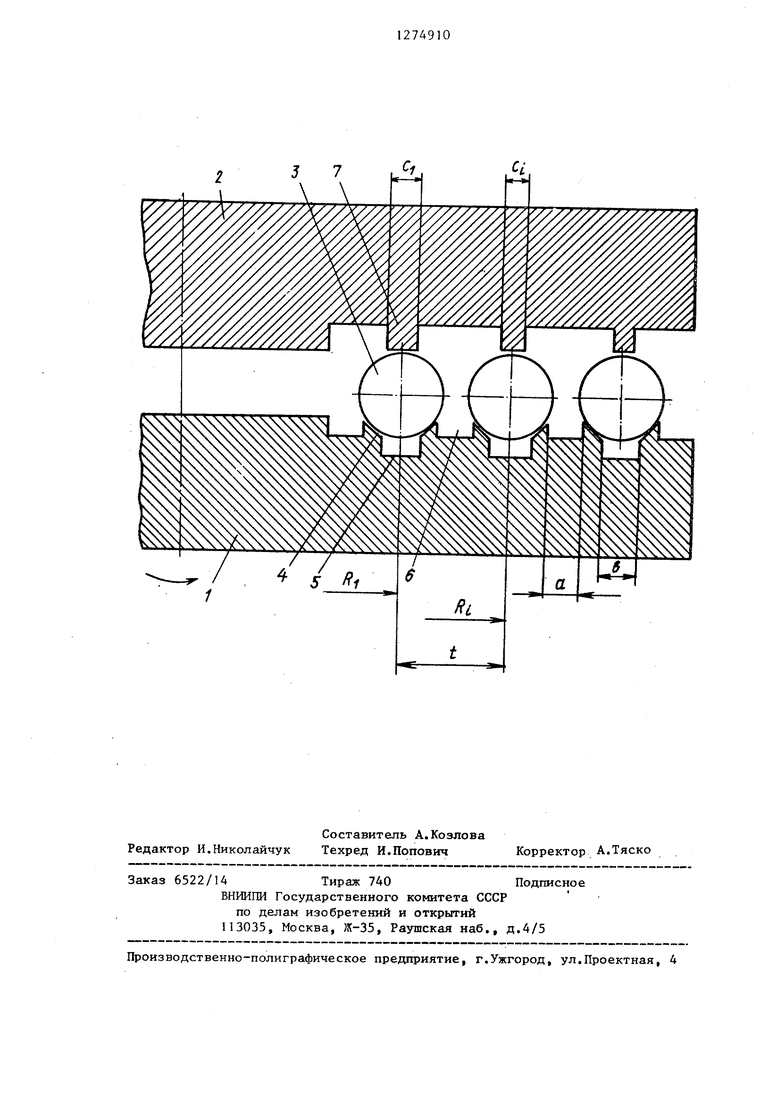
На чертеже схематично изображено предлагаемое устройство, разрез.
Устройство содержит вращающийся диск 1 и неподвижный прижимной диск 2, между которыми обра батьшаются шарики 3. На вращающемся диске 1 нарезаны канавки 4 симметричного V-образного профиля, имекшще в основании пазы 5. Между канавками 4 нарезаны дополнительные пазы 6„ ширина которых выбирается из условия
а (0,2-0,5)t, где t - шаг нарезки канавок.
На опорной поверхности неподвижного диска 2 выполнены кольцевые выступы 7, ширина которых уменьшается с увеличением диаметра канавки и выбирается из условия
С t ,„ п
f-(R, -R.).,
с,
Су - к
С - ширина кольцевого выступа
над первой канавкой; К (0,15-0,45) - козф4яяциент,
подбираемый эксперименталь- jj ным путем;
К. - радиус первой канавки; R- - радиус i-й канавки; i 2,3,4,... - порядковый номер канавки,40 этом значения изменяющейся шириыступов лежат в диапазон(2 (0,4 О2
- 0,8) В, где Б - ширина паза в основании канавок.
Устройство работает следующим образом.
В процессе доводки шарики 3 обрабатываются в канавках 4 нижнего доводочного диска 1, давление на шарики 3 передается кольцевыми выступами 7 неподвижного диска 2. После приработки рабочих поверхностей доводочных .цисков 1 и 2 длина дуг контакта обрабатываемых шариков 3 с неподвижным диском 2 на центральных канавках больше, чем на периферийных Интенсивность дифференциального проскальзывания шариков по дугам контакта в центральных канавках увеличивается и съем припуска в них возрастает. В результате увеличение съема припуска на периферийных канавках, вследствие роста линейной скорости диска, компенсируется снижением съема из-за уменьшения длины дуг контакта с прижимным диском.
Значение коэффициента К подобрано экспериментальным путем, диапазон его изменений 0,15-0,45. Коэффициент
не должен превышать величину 0,45, так как дальнейшее его увеличение приводит к значительному уменьшению ширины кольцевых выступов на периферии прижимного диска и резкому снижению съема припуска на наружных канавках. Снижение значения коэффициента К менее 0,15 нецелесообразно, так как в этом случае разница в длине дуг контакта шариков с прижимным диском на центральных и периферийных канавках становится слишком малой, что значительно сказьшается на выравнивании съема припуска с обрабатьтаемых шариков.
| Устройство для доводки шариков | 1984 |
|
SU1197822A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
