«
Изобретение относится к абразивной обработке и может быть использовано для доводки шариков.
Цель изобретения - повышение производительности и точности обработки за счет увеличения стойкости дисков и стабилизации условий
ДОВОД(1СИ,.-I
На чертеже изображено предлагаемое устройство,,:..р;аёрез.
Устройство содвр сит вращающийся 1 и неподвижный 2 диски, между которыми обрабатываются шарики 3. На вращающемся диске 1 нарезаны канавки 4 симметричного V-образного профиля с углом при вершине 90, имеющие в основании пазы 5. Шаг нарезки канавок, t 1,2с( (d - диаметр обрабатываег Х шариков), ширина паза в основании канавок Ь 0,5с, глубина паза f 0,3о. Между канавками прорезаны дополнительные пазы 6 шириной сХ 0,3t и глубиной е 0,3с( . На опорной по верхности неподвижного диска 2 выполнены кольцевые выступы 7 шириной С 0,5Ь и высотой h 0,4 .
Устройство работает следующим образом.
В процессе доводки шарики 3 обрабатываются в канавках 4 нижнего доводочного диска 15при этом давление на шарики 3 передается кольцевы1978222
ми выступами 7 верхнего доводочного диска 2, После приработки рабочих поверхностей доводочных дисков 1 и 2, поперечный профиль канавки не 5 изменяется и создаются постоянные условия доводки шариков. Так как ширина кольцевого выступа 7 верхнего доводочного диска 2 меньше ширины паза 5 нижнего доводочного диска 1, то исключается двухточечный контакт шариков 3 с доводочными дисками, что способствует повышению точности обрабатываемых шариков.
Ширина паза между канавками превышает расстояние между шариками, находящимися на соседних канавках, поэтому м IHимaльнaя ширина ограничивается величиной 0,2t, Увеличение ширины паза более 0,5t нецелесообразно, так как это приводит к быстрому износу вращающегося диска вследствие малой площади контакта обрабатываемых шариков со стенками канавки. .
Ширина кольцевых выступов на неподвижном диске не должна превышать 0,81 I так как при ее увеличении контакт шариков с инструментом приближается к двухточечному и точность обработки снижается. При ширине кольцевых выступов менее 0,41 наблюдается быстрый износ неподвижного диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Устройство для доводки шариков | 1985 |
|
SU1274910A2 |
| Устройство для доводки шариков | 1975 |
|
SU528180A1 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| Устройство для доводки шариков | 1983 |
|
SU1126416A1 |
| СПОСОБ ДОВОДКИ ШАРИКОВ "ТОМСКИЙ" | 1988 |
|
SU1665623A1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| Устройство для доводки шариков | 1980 |
|
SU973314A1 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| Устройство для доводки шариков | 1984 |
|
SU1175674A1 |
УСТРОЙСТВО ДЛЯ ДОВОДКИ ШАРИКОВ между неподвижным прижимным диском и вращающимся диском с концентрическими канавками V-образного профиля, в основании которых выполнены пазы, отличающееся тем, что, с целью повышения производительности и точности обработки 1СЕСОЮЗНЛЯ -- fiATSvif- a 1 ТЕХНИЧРСКЬЯ ЕИБЛЙОТЕЙА за счет увеличения стойкости дисков и стабилизации условий доводки, между канавками вращающегося диска выполнены дополнительные концентрические пазы, а на опорной поверхности прижимного диска - кольцевые выступы, расположенные напротив канавок вращающегося диска, при этом ширина дополнительных пазов и выступов выбраны из условий а 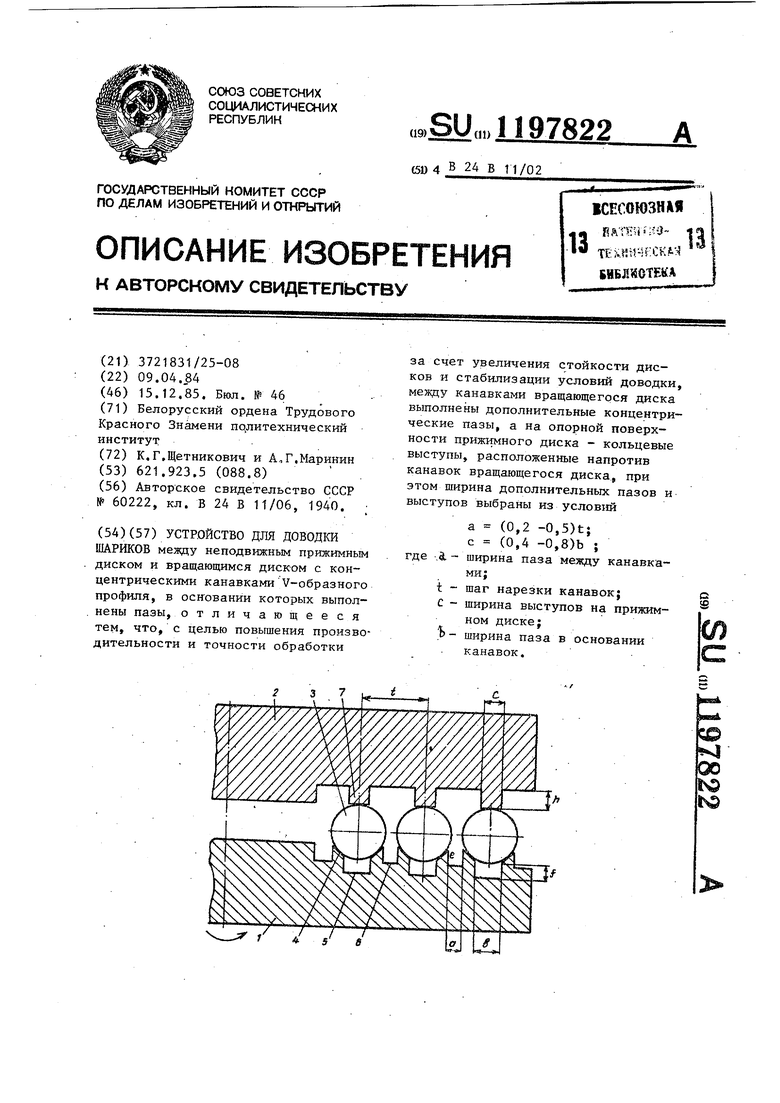
| Станок для шлифовки шариков | 1940 |
|
SU60222A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| ; | |||
