1124
Изобретение относится к абразивной обработке и может быть использовано в конструкциях шародоводочных станков .
Цель изобретения - повьшение точности обработки путем уменьшения раз- норазмерности шариков в обрабатываемой партии.
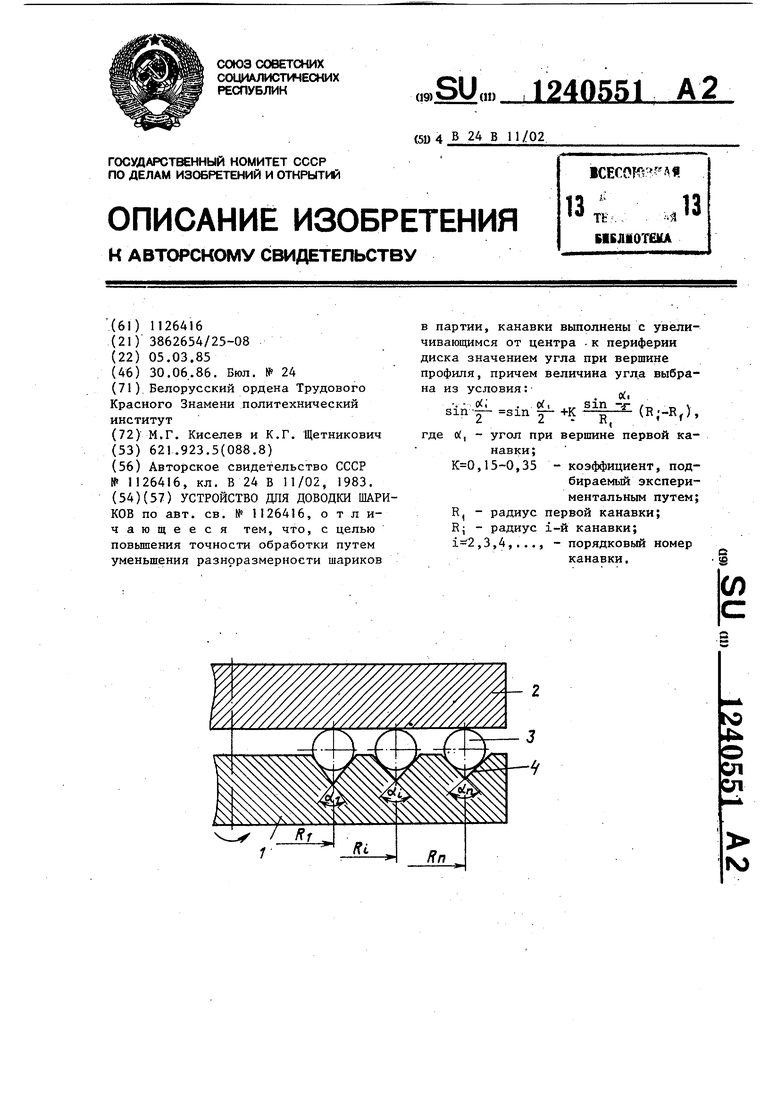
На чертеже схематично изображено устройство, разрез.
Устройство содержит вращающийся диск 1 и пр;иж мной ДИСК 2, между ко- тррь1ми находятся рбрабатываемые шарики 3. На вращающемся диске 1 нареза
ны V-образные канавки 4 с увеличива- 15 ем величины угла при вершине профиля вающимся от центра к периферии;диска 1 значением угла при вершине профиля, причем величину угла выбирают из условия: о(1
(R,-R,)
sin
. ,,, sin 3in 2- К .
возрастает давление на боковые стенки канавки. Так как съем припуска пропорционален пути, проходимому шариком в зоне обработки, и давлению по 20 площадкам контакта с инструментом, то величина съема увеличивается с уменьшением угла при вершине канав ки. В результате увеличение съема припуска с обрабатываемых на перифе
где oi, - угол при вершине первой канавки;
,15-0,35 - коэффициент, подбираемый экспери- 25 рийных канавках шариков вследствие
возрастает давление на боковые стенки канавки. Так как съем припуска про порционален пути, проходимому шари ком в зоне обработки, и давлению п 20 площадкам контакта с инструментом, то величина съема увеличивается с уменьшением угла при вершине кана ки. В результате увеличение съема припуска с обрабатываемых на периф
ментальным путем; R, - радиус первой канавки; R; - радиус i-й,канавки; ,3,4,..., - порядковый номер
канавки.
30 Значение коэффициента К подбирают экспериментальным путем в диапазоне 0,15-0, 35. Увеличение значения К более 0,35 приводит к очень большой разности глубин канавок, нарезаемых
В процессе доводки шарики 3, находящиеся ближе к оси вращения нижнего диска 1, обрабатываются в У-об- разных канавках 4 с меньшим значени- 35 вращающемся диске, что частой его ем угла при вершине профиля по срав- переточки для восстановления формы
изношенных канавок. При значениях коэффициента К менее 0,15 различие в величинах угла при вершине профинению с шариками, обрабатываемыми на периферийных канавками. Значение угла на внутренней канавке л, 70 ,„ а
на наружнойс 91 , ,25; . 40 ля на центральных и периферийных Съем припуска с шариков 3, располо4,
женных в центральных канавках возрастает, вследствие чего уменьшаканавках недостаточно для выравнивания съема припуска с обрабатываемых шариков.
Редактор А. Огар
Составитель А. Козлова
Техред О.Гортвлн Корректор Л . Патай
Заказ 3435/10 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ется разница в диаметре шариков, обрабатываемых в различных канавках.
Обработка шариков, расположенных ближе к оси вращающегося диска, в
канавках с меньшим значением угла при вершине профиля по сравнению с шариками, находящимися на периферии диска, приводит к уменьшению разницы в скоростях поступательного движения
шарика на внутренних и периферийньпс канавках, так как скорость поступательного движения шарика с уменьшением значения угла при вершине профиля возрастает.Кроме того,с уменьшением величины угла при вершине профиля
рийных канавках шариков вследствие
озрастает давление на боковые стенки канавки. Так как съем припуска пропорционален пути, проходимому шариком в зоне обработки, и давлению по площадкам контакта с инструментом, то величина съема увеличивается с уменьшением угла при вершине канавки. В результате увеличение съема припуска с обрабатываемых на перифероста линейной скорости диска компенсируется снижением съема из-за увеличения значения угла при вершине V-образного профиля.
Значение коэффициента К подбирают экспериментальным путем в диапазоне 0,15-0, 35. Увеличение значения К более 0,35 приводит к очень большой разности глубин канавок, нарезаемых
вращающемся диске, что частой его переточки для восстановления формы
ля на центральных и периферийных
канавках недостаточно для выравнивания съема припуска с обрабатываемых шариков.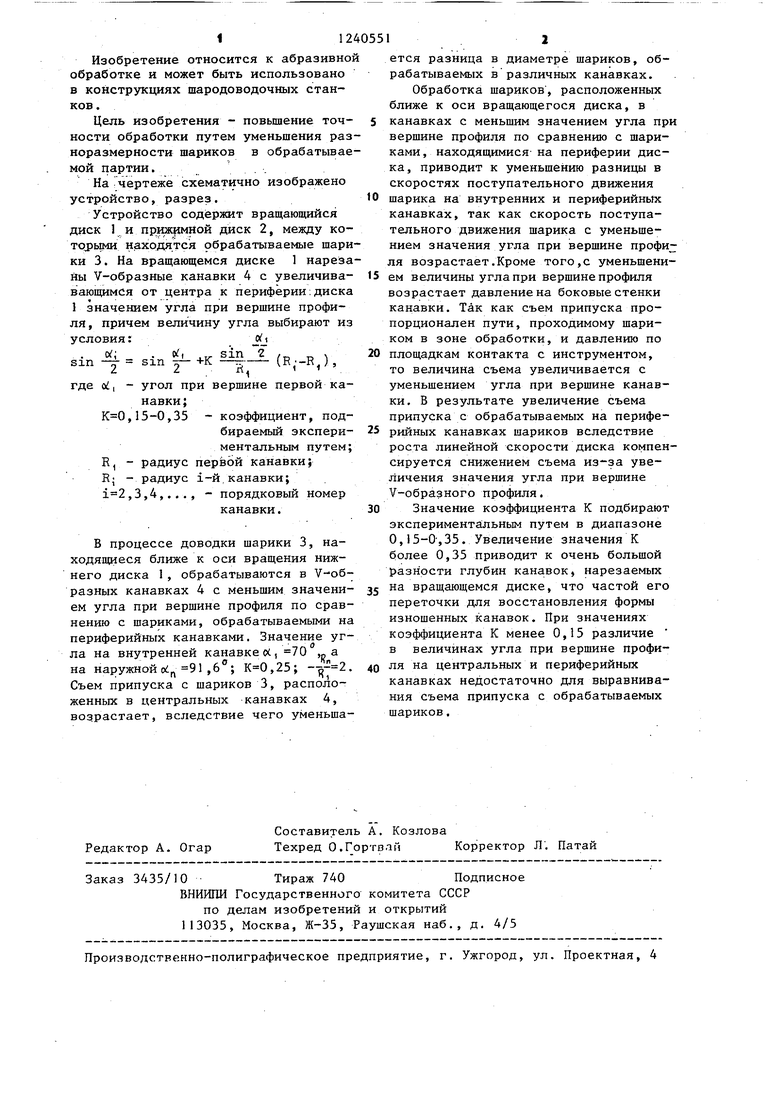
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки шариков | 1985 |
|
SU1274910A2 |
| СПОСОБ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352447C1 |
| Устройство для обработки шариков | 1979 |
|
SU1036499A1 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Устройство для доводки шариков | 1983 |
|
SU1126416A1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Устройство для обработки шариков | 1978 |
|
SU831560A1 |
| Устройство для доводки шариков | 1983 |
|
SU1126416A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
