осевой составляющей наклонной равнодействующей сил от массы цоколей. Достигая разделительного клина, цоколи входят в разветвленные пазы. Дальнейшее перемещение по ним осуществляется двумя движениями лепестков 14 поворотом вокруг осей 13. В конце, рабочего хода ползуна 9 лепестки 14 перемещают цоколи до закруглений и
через отверстия цоколи под собственным весом одновременно падают в две. смежные позиции карусели. Стационарное положение и точная центровка выходных отверстий относительно рабочих гнезд карусели полуавтомата повьппают его надежность, а одновременное питание двумя цоколями - производительность. 1 з.п.ф-лы, 5 ил.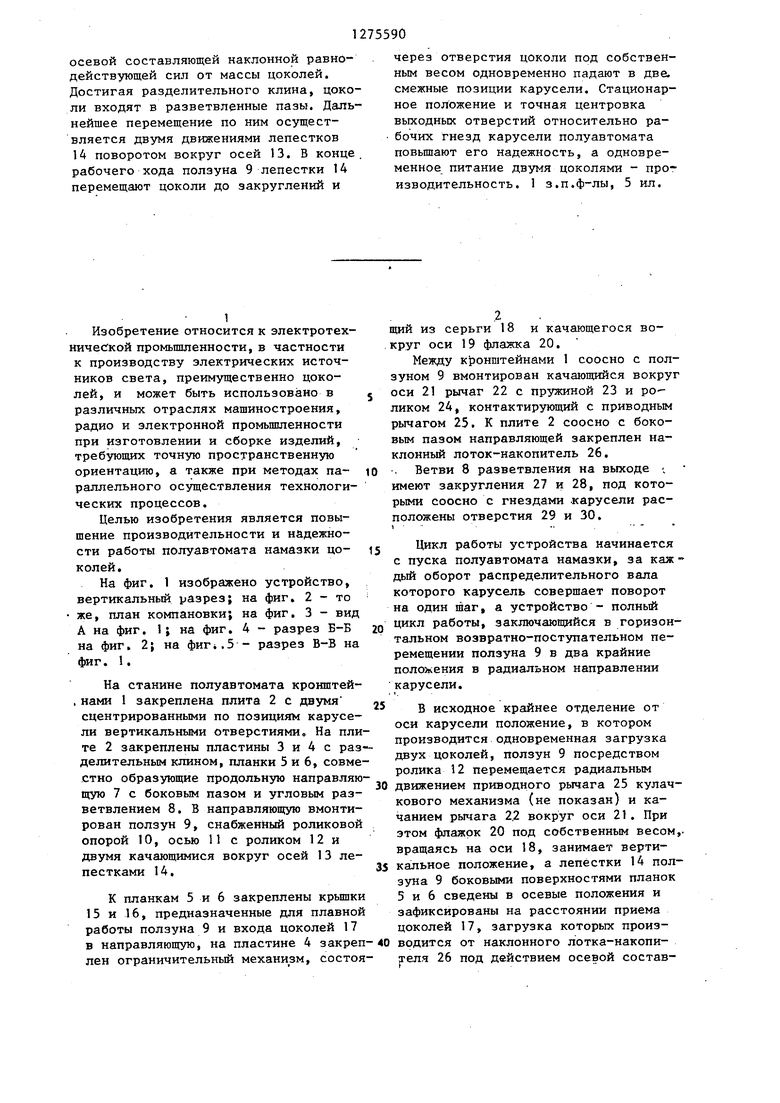
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи цоколей | 1985 |
|
SU1343463A1 |
| Устройство подачи цоколей автоламп на карусель заливочной машины | 1984 |
|
SU1267513A1 |
| Устройство для подачи штифтовых корпусов цоколей источников света на карусель заливочной машины | 1988 |
|
SU1543479A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Устройство для цоколевания коммутаторных ламп | 1977 |
|
SU736217A1 |
| Автомат для заливки цоколей источников света | 1984 |
|
SU1262596A1 |
| АВТОМАТ ДЛЯ НАМАЗКИ ЦОКОЛЕЙ | 1971 |
|
SU424258A1 |
| Автомат для намазки цоколей | 1986 |
|
SU1334218A1 |
| Устройство для сборки цоколей нормальных осветительных ламп | 1980 |
|
SU974462A1 |
| Устройство для дозировки стеклянной изоляции цоколей источников света | 1989 |
|
SU1624563A1 |
Изобретение относится к электро технической промьшшенности, в частности к производству электрических источников света. Целью изобретения является повьшение производительности и надежности полуавтомата намазки . цоколей. Полный цикл работы его заключается в горизонтальном возвратнопоступательном перемещении ползуна 9 в два крайние положения в радиальном направлении карусели. В исходное крайнее положение карусели ползун 9 посредством ролика 12 перемещается радиальным движением приводного, ры- чага 25 и качанием рычага 22 вокруг оси 21. При этом фпажок- 20 под собственным весом, вращаясь на оси 19, занимает вертикальное положение. Лепестки 14 ползуна 9 зафиксированы i на расстоянии приема цоколей. ЗагрузСЛ ка последних производится от наклонного лотка-накопителя под действием К . fffff S ///...///.„Х tc СЛ Oi со
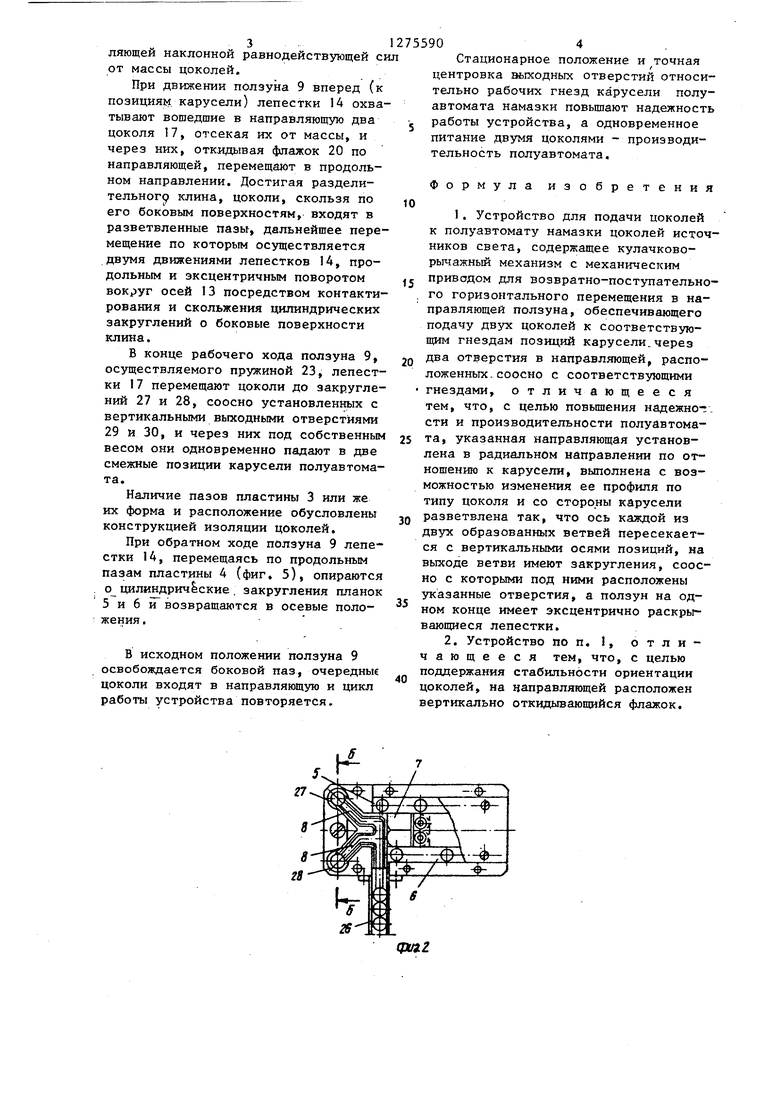
Изобретение относится к электротехнической промьщшенности, в частности к производству электрических источников света, преимущественно цоколей, и может быть использовано в различных отраслях машиностроения, радио и электронной промьщшенности при изготовлении и сборке изделий, требующих точную пространственную ориентацию, а также при методах параллельного осуществления технологических процессов. Целью изобретения является повышение производительности и надежности работы полуавтомата намазки цоколей. На фиг. 1 изображено устройство, вертикальный разрез; на фиг. 2 - то же, план компановки; на фиг. 3 - вид А на фиг. I; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг .5 - разрез В-Б на фиг. 1. На станине полуавтомата кронштей. нами 1 закреплена плита 2 с двумя сцентрированными по позициям карусели вертикальными отверстиями. На пли те 2 закреплены пластины 3 и 4 с раз делительным клином, планки 5 и 6, совме стно образующие продольную направляю щую 7 с боковым пазом и угловым разветвлением 8. В направляющую вмонтирован ползун 9, снабженный роликовой опорой 10, осью 11 с роликом 12 и двумя качающимися вокруг осей 13 лепестками 14. К планкам 5 и 6 закреплены крьш1ки 15 и 16, предназначенные для плавной работы ползуна 9 и входа цоколей 17 в направляющую, на пластине 4 закреп лен ограничительный механизм, состоя щий из серьги 18 и качающегося вокруг оси 19 флажка 20. Между кронштейнами 1 соосно с ползуном 9 вмонтирован качающийся вокруг оси 21 рычаг 22 с пружиной 23 и ро-ликом 24, контактирующий с приводным рычагом 25. К плите 2 соосно с боковым пазом направляющей закреплен наклонный лоток-накопитель 26. . Ветви 8 разветвления на выходе ; имеют закругления 27 и 28, под которыми соосно с гнездами .карусели расположены отверстия 29 и 30. 1 -.. - - Цикл работы устройства начинается с пуска полуавтомата намазки, за каждый оборот распределительного вала которого карусель совершает поворот на один шаг, а устройство - полный цикл работы, заключающийся в горизонтальном возвратно-поступательном перемещении ползуна 9 в два крайние положения в радиальном направлении карусели. в исходное крайнее отделение от оси карусели положение, в котором производится одновременная загрузка двух цоколей, ползун 9 посредством ролика 12 перемещается радиальным движением приводн:ого рычага 25 кулачкового механизма (не показан) и качанием рычага 2.2 вокруг оси 21 . Цри этом флажок 20 под собственным весом,, вращаясь на оси 18, занимает вертикальное положение, а лепестки 14 ползуна 9 боковыми поверхностями планок 5 и 6 сведены в осевые положения и зафиксированы на расстоянии приема цоколей 17, загрузка которых производится от наклонного лотка-накопителя 26 под действием осевой составляющей наклонной равнодействующей си от массы цоколей. При движении ползуна 9 вперед (к позицияь карусели) лепестки 14 охва тывают вошедшие в направляющую два цоколя 17, отсекая их от массы, и через них, откидывая флажок 20 по направляющей, перемещают в продольном направлении. Достигая разделительногр клина, цоколи, скользя по его боковым поверхностям, входят в разветвленные пазы, дальнейшее пере мещение по которым осуществляется двумя движениями лепестков 14, продольным и эксцентричным поворотом вокруг осей 13 посредством контактирования и скольжения цилиндрических закруглений о боковые поверхности клина. В конце рабочего хода ползуна 9, осуществляемого пружиной 23, лепестки 17 перемещают цоколи до закруглений 27 и 28, соосно установленных с вертикальными выходными отверстиями 29 и 30, и через них под собственным весом они одновременно падают в две смежные позиции карусели полуавтомата. Наличие пазов пластины 3 или же их форма и расположение обусловлены конструкцией изоляции цоколей. При обратном ходе ползуна 9 лепестки 14, перемещаясь по продольным пазам пластины 4 (фиг. 5), опираются о цилиндрические, закругления планок 5 и 6 и возвращаются в осевые положения. В исходном положении ползуна 9 освобождается боковой паз, очередны цоколи входят в направляющую и цикл работы устройства повторяется. Стационарное положение и точная центровка выходных отверстий относительно рабочих гнезд карусели полуавтомата намазки повышают надежность работы устройства, а одновременное питание двумя цоколями - производительность полуавтомата. Формула изобретения 1. Устройство для подачи цоколей к полуавтомату намазки цоколей источников света, содержащее кулачковорычажный механизм с механическим приводом для возвратно-поступательного горизонтального перемещения в направляющей ползуна, обеспечивающего подачу двух цоколей к соответствующим гнездам позиций карусели,через два отверстия в направляющей, расположенных, соосно с соответствующими гнездами, отличающееся тем, что, с целью повышения надежное, сти и производительности полуавтомата, указанная направляющая установлена в радиальном направлении по отношению к карусели, выполнена с возможностью изменения ее профиля по типу цоколя и со стороны карусели разветвлена так, что ось каждой из двух образованных ветвей пересекается с вертикальными осями позиций, на выходе ветви имеют закругления, соосно с которыми под ними расположены указанные отверстия, а ползун на одном конце имеет эксцентрично раскрывающиеся лепестки. 2. Устройство поп, , отличающееся тем, что, с целью поддержания стабильности ориентации цоколей, на направляющей расположен вертикально откидывающийся флажок.
1275590
бидА
6-6
С
сраг.З
М
:s-ra
;sss; s ss фиг. 5
| Ульмищек Л | |||
| Г | |||
| Производство электрических ламп накаливания | |||
| ГЭИ, 1958, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
