11
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промьшшенности, например, для изготовления машин с полыми якорями.
Целью изобретения является улучшение качества обмотки за счет увеличения точности геометрических размеров
На чертеже показана обмотка полого якоря, установленная в формующей втулке.
Способ осуществляется следующим образом.
На оправку 1, предварительно покрытую антиадгезнонной смазкой, устанавливают колпачок 2 из синтетического изоляционного материала и коллектор 3, фиксированный на валу 4. Затем производят намотку обмотки 5 и наносят синтетический изоляционный материал 6. После чего намотанный якорь на оправке 1 фиксируют в основание 7. Затем устанавливают формующую втулку 8, выполненную из материала с высоким температурным коэффициентом линейного расширения (ТКЛР), например из фторопласта, заключенную в корпус 9, выполненный из того же материала, что и вал 4, оправка 1, основание 7, и имеющий низкий ТКЛР. Вал 4, оправка 1, основание 7 и корпус 9 центрированы относительно общей оси. Синтетический материал 6 может быть установлен в виде колпачка, нанесен в расплавленном или порошкообразном состоянии. Металлический корпус помещают в термостат и выдерживают в течение нескольких часов при 140-150°С. Изоляционный матернал расплавляется и цементирует обмотку.
Пример. Изготавливают полый бескаркасный якорь с внутренним диаметром 23,4 мм и длиной 36 мм. Намоточную оправку покрывгиот антиадгезионной смазкой (5%-ный раствор СКТ в толуоле), затем одевают колпачок, выполненный из синтетического материала ЭНБС 16Э18460-1, и устанавливают вал с коллектором. После намотки и пайки выводов обмотку покрывают расплавом синтетического материала ЭНБС16Э18460-1 и устанавливают в фор мую1цую втулку, выполненную из материала Ф-4Д, заключенную в металличесВНИИПИ
Заказ 1977/53 Тираж 661 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
26902
кий корпус, выполненный из того же материала, что и намоточная оправка и вал, - Ст.45.
Затем всю сборку помещают в термостат и выдерживают в течение 5 ч при 140-150 С. Втулка из фторопласта Ф-4Д уменьшается по внутреннему диаметру вследствие высокого ТКЛР (150-10 1/град) и невозможности
О расширения по наружному диаметру, так как заключена в металлический корпус с низким ТКЛР (11,5-10 1/ /град). Синтетический материал под действием температуры размягчается,
проникает в. межвитковые зазоры и цементирует обмотку.
После полимеризации синтетического материала и охлаждения оснастки, якорь свободно вынимают из формы.
0 Качество герметизации хорошее. Максимальная величина бияния якоря благодаря центрированию относительно вала составляет 0,05 мм. Толщина стенки уменьшается на 0,7 мм, что на 25% снижает толщину стенки якоря, изготовленного без применения предлагаемого способа. (
Использование предлагаемого спосо- 0 ба способствует улучшению качества обмотки, за счет увеличения точности ее геометрических размеров.
Формула изобретения
5
Способ изготовления обмотки полого якоря электрической машины, вклю- чающий намотку обмотки, нанесение изоляционного материала на обмотку и
0 одновременные нагревание и формований наружного диаметра якоря в формующей втулке, размещенной в металлическом корпусе, отличающийся тем, что, с целью улучшения качества 45 обмотки за счет увеличения точности геометрических размеров, намотку обмотки ведут на колпачок, выполненный из изоляционного материала, а перед размещением обмотки в формующую втул0 ку на нее надевают другой колпачок из изоляционного материала, при этом формующая втулка вьтолнена из материала, температурный коэффициент линейного расширения которого больше,
5 чем материала корпуса.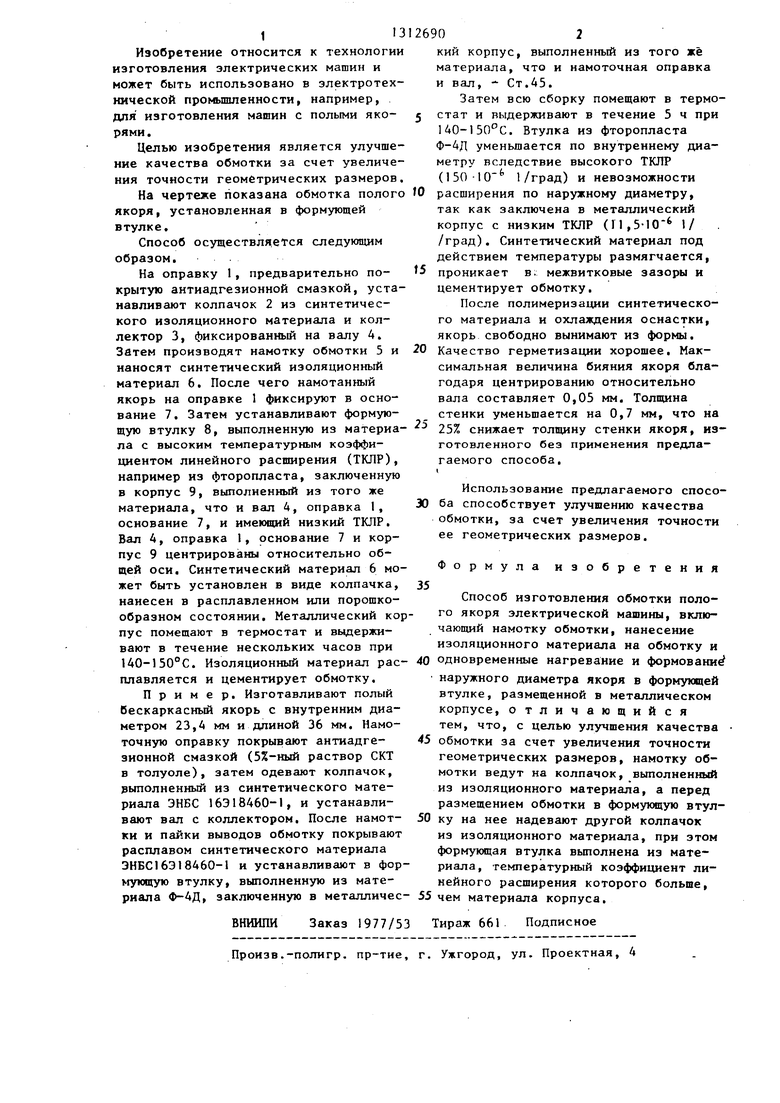
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки полого якоря | 1986 |
|
SU1379888A1 |
| Способ изготовления полого якоря электрической машины | 1987 |
|
SU1417120A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2608080C2 |
| Способ изготовления полого бескаркасного якоря электрической машины | 1983 |
|
SU1176420A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1985 |
|
SU1309098A1 |
| СПОСОБ ФОРМОВКИ АКТИВНОЙ ЧАСТИ ОБМОТОЧНОГО ПОЯСА БЕСПАЗОВОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2328815C1 |
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1985 |
|
SU1275667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СИЛОВОГО ЭЛЕМЕНТА | 2021 |
|
RU2791942C1 |
| Оправка для намотки проволочных резисторов | 1983 |
|
SU1251191A1 |
Изобретение относится к техноло гии изготовления электрических машин и может быть использовано в электроJ технической промышденности, например, для изготовления машин с полыми якорями. Целью изобретения является улучшение качества за счет увеличения точности геометрических размеров. Намотку обмотки ведут на колпачок 2 из изоляционного материала. На наружный диаметр якоря надевают другой такой же колпачок 6. Обмотку 5 устанавливают в формующую втулку 8, выполненную из материала с высоким температурным коэффициентом линейного расширения, например фторопласта, размещенную в металлическом корпусе 9. Металлический корпус устанавливают в термостат и выдерживают при 140-150°С. 1 ил.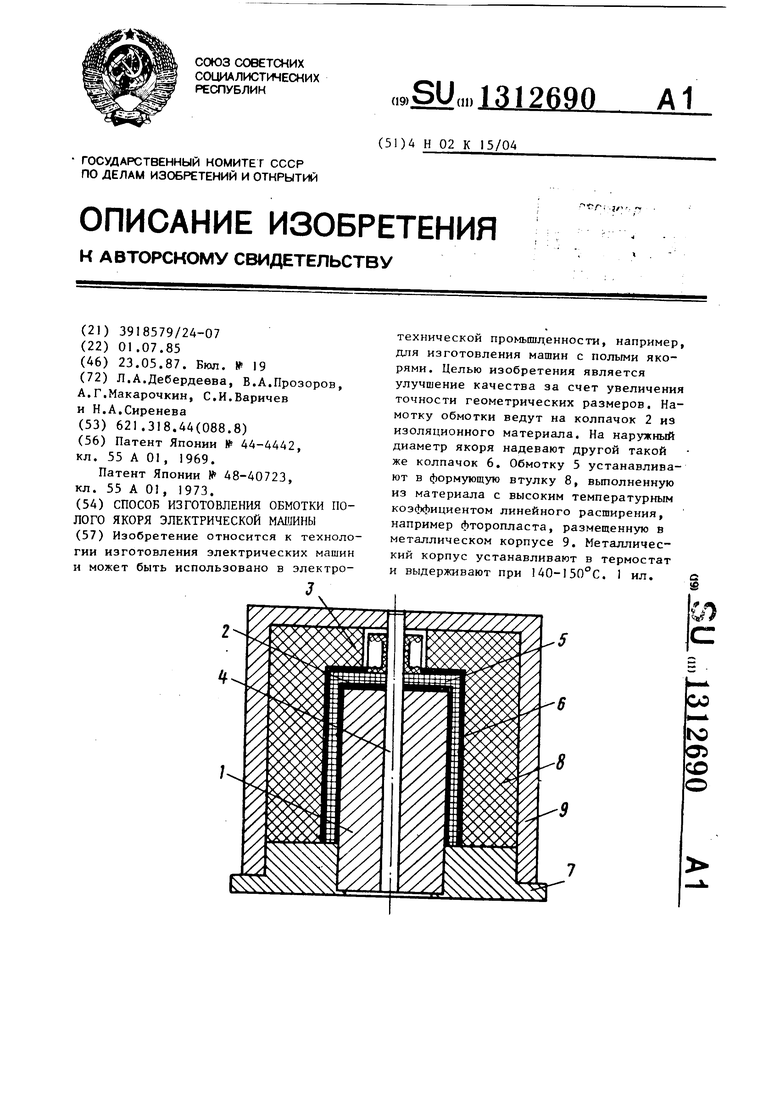
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
