Типичной формой крупных и средних поковок для шестерен различных машин является ступица с несуш,им полотном венца.
Поковки с наличием рельефной поверхности в плане обладают увеличенным весом за счет припусков на штамповочные уклоны венца и ступицы- Описываемый способ горячей штамповки под молотами деталей (типа колец, заготовок с односторонним расположением диска) устраняет указанные недостатки и позволяет сократить последующую обточку детали.
Особенность способа заключается в том, что штампоночные уклоны удаляют, например, путем проталкивания через кольцо или правки на плоскости.
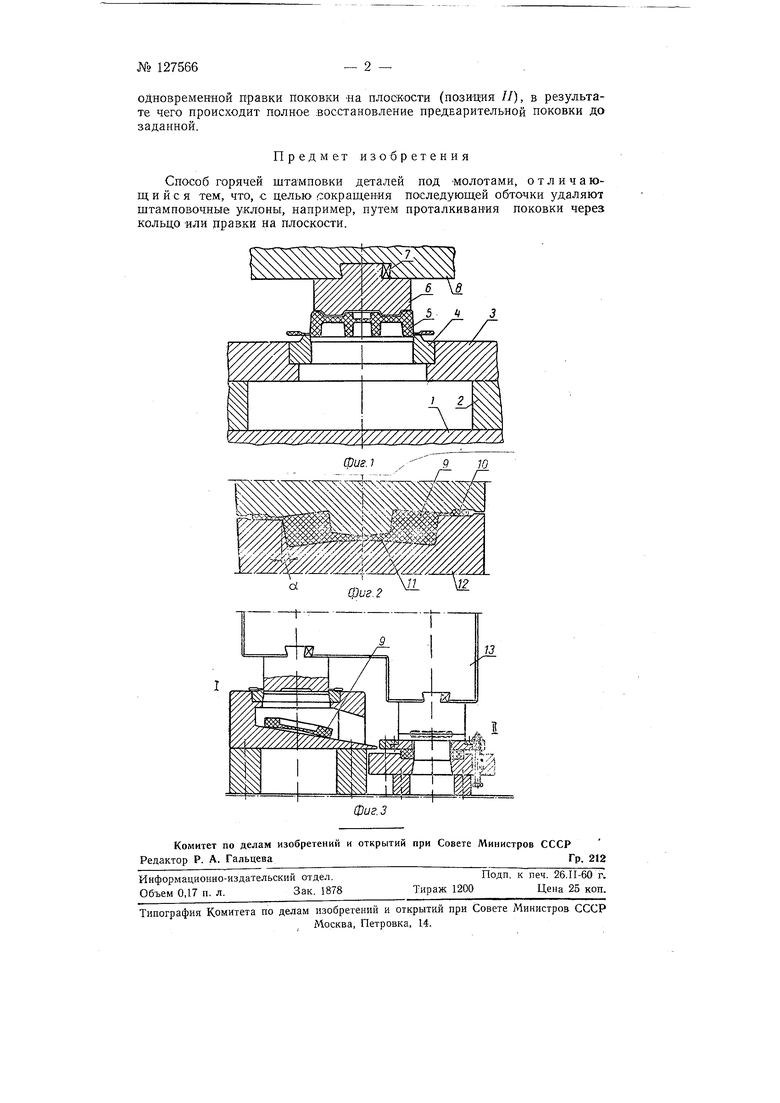
На фиг. 1 изображена схема штампа к обрезному прессу, поясняющая удаление щтамповочных уклонов проталкиванием поковок черезкольцо (показано положение поковки в начале процесса); «а фиг. 2 - схема штампа для получения предварительной формы поковки и на. фиг. 3-схема штампа, поясняющая удаление штамповочных уклонов праькой поковок па плоскости.
На столе 1 пресса установлены брусья -2, на которых крепится корпус 3 с обрезным и отбортовочным кольцом 4.
После штамповки поковка 5 в горячем состоянии укладывается на кольцо а затем пуансон 5, закрепленный клином 7 в пуансонодержателе 5 проталкивает поковку через кольцо, которое производит обрезку заусенца и отбо-ртовку. Таким образом, операция проталкивания поковки через кольцо 4 выполняется совместно с операцией обрезки заусенца.
Удаление штамповочных уклонов может быть также осуществлено правкой на плоскости.
Предварительцая форма поковки Р предусматривает поворот горизонтальных и вертикальных плоскостей на угол а, равный 5-7°. Расположение заусенца ЛО смещено на верхнюю кромку поковки, а пленка 7/ под прошивку расположена у основания поковки.
Отщтампованная поковка из ковочного штампа 12 передается на обрезной пресс, на котором установлен многопозиционный штамп 13, предназначенный для обрезки заусенца (позиция /), прошивки отверстия и
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Заготовка для изготовления штамповок с фланцем и ступицей | 1973 |
|
SU616019A1 |
| Способ получения поковок | 1973 |
|
SU490545A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| СПОСОБ ОБРАБОТКИ ПОКОВОК В КОМБИНИРОВАННОМ ШТАМПЕ | 1990 |
|
SU1814236A1 |
