Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении корпусов из алюминиевых и титановых сплавов, например, в черной металлургии.
Цель изобретения - упрощение расстыковки пуансона и поковки и извлечение поковки из матрицы штампа за счет использования разности в силах сцепления между наружной поверхностью поковки и пуансоном.
Поставленная цель достигается тем, что в способе прошивки и обрезки заусенца поковок в комбинированном штампе, включающем установку поковки в обрезную матрицу штампа, прошивку отверстия, обрезку заусенца, расстыковку пуансона и поковки, извлечение поковки из штампа и сброс ее в накопитель, после обрезки заусенца наружную поверхность поковки обжимают и производят расстыковку пуансона и поковки при ходе пуансона вверх, обеспечивая зависание поковки на обжимном участке матрицы с возможностью установки в матрицу последующей поковки, откуда ее проталкивают последующей поковкой, при рабочем ходе пуансона, в накопитель, при этом наружную поверхность поковки в процессе операции обжима уменьшают на величину 0,3...0,7 мм на сторону. Так как после обрезки наружную поверхность поковки обжимают и ввиду того, что площадь контакта ее с обжимным участком матрицы всегда больше площади контакта между пуансоном и внутренней поверхностью поковки, образующиеся силы сцепления всегда больше между обжимным участком матрицы и наружной поверхностью поковки, чем между пуансоном и внутренней поверхностью поковки. Этими силами при ходе пуансона вверх поковка сдергивается с пуансона и зависает на обжимном участке матрицы.
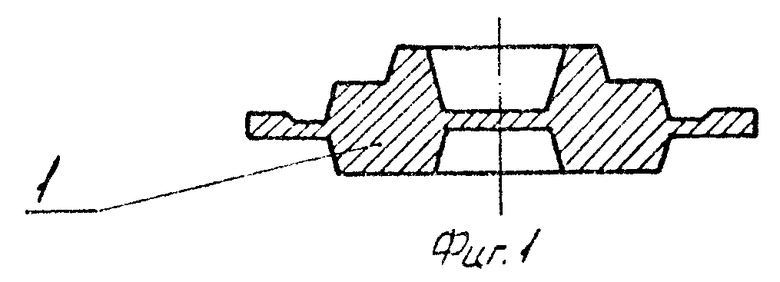
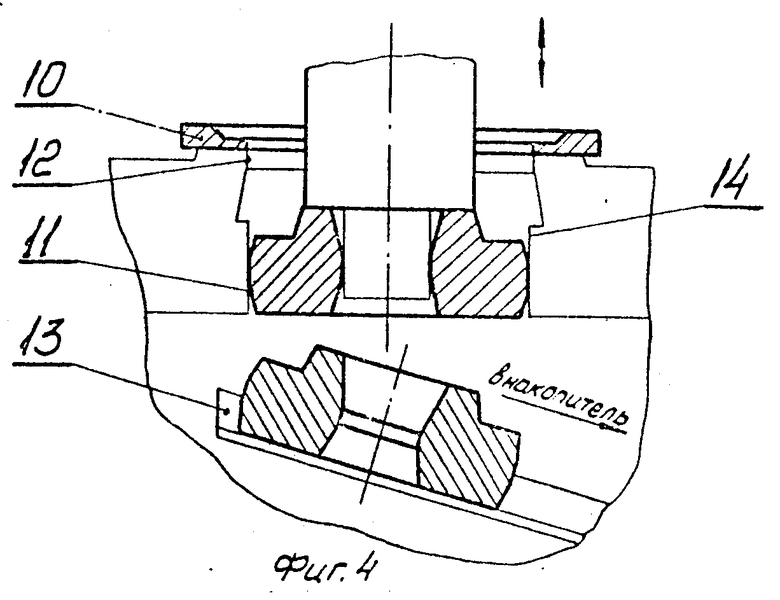
На фиг. 1 изображена поковка после горячей объемной штамповки перед установкой ее в обрезную матрицу штампа; на фиг. 2 - поковка, установленная в обрезную матрицу штампа, под которой зависла на обжимном участке матрицы предыдущая поковка; на фиг. 3 - конец операции прошивки и начало операции обрезки и проталкивание предыдущей поковки в накопитель; на фиг. 5 - поковка, зависшая на обжимном участке матрицы, прошитая с обрезанным заусенцем, и расстыкованный с нею пуансон.
Предлагаемый способ прошивки и обрезки заусенца поковок в комбинированном штампе реализуется следующим образом.
Поковку 1 (фиг. 1) из титанового сплава ВТ6 после горячей объемной штамповки без центрального отверстия и с заусенцем, с наружном диаметром 300 мм, диаметром прошиваемого отверстия 80 мм, толщиной прошиваемого металла 3 мм, толщиной заусенца 2 мм, устанавливают в обрезную матрицу 2 комбинированного штампа 3, смонтированного на обрезном прессе (на фиг. не показан). В матрице 2 находится зависшая поковка 4, которая прошита и обрезана перед поковкой 1 (фиг. 2). Выполняя рабочий ход, пуансон 5 прошивает в поковке 1 отверстие 6 и при дальнейшем ходе вниз упирается своей поверхностью 7 в торец 8 поковки 1, что позволяет режущей кромке 9 срезать заусенец 10 (фиг. 3). Для того, чтобы поковка 1 заняла место поковки 4 и зависла в нижней части матрицы 2 с возможностью загрузки в матрицу 2 последующей поковки, ее проталкивают туда пуансоном 5. Но при этом наружная поверхность 11 поковки 1, перемещаясь по твердой (HRC=47...52) внутренней поверхности 12 матрицы 2, сглаживается, уменьшаясь в размере, что уменьшает силы сцепления между ними настолько, что возможен вариант, когда пуансон 5, протолкнув поковку 1 в нижнюю часть матрицы 2 и вытолкнув при этом поковкой 1 поковку 4 из штампа 3 по склизу 13 в накопитель (на фиг. не показан), выполняя ход вверх, может извлечь за собой поковку 1 из матрицы 2. Во избежание этого расположенный в нижней части матрицы 2 обжимной участок 14 обжимает наружную поверхность 11 поковки 1 на размер 0,5 мм на сторону (фиг. 4).
Величину обжима принимают от 0,3 до 0,7 мм на сторону, исходя из габаритов обрабатываемых поковок, которые в среднем колеблются от 50 до 600 мм. При небольших габаритах (около 50 мм) поковки обжимают на размер 0,3 мм на сторону. С увеличением габаритных размеров поковок увеличивается размер обжима и при максимальных габаритах поковок (600 мм и выше) он достигает размера 0,7 мм на сторону. При величинах обжима, указанных выше, геометрия поковок остается в пределах допуска на изготовление. Естественно, что площадь контакта наружной поверхности 11 поковки 1 с поверхностью обжимного участка 14 больше площади контакта пуансона 5 и внутренней поверхности 15 поковки 1. Поэтому силы сцепления между наружной поверхностью 11 поковки 1 и поверхностью обжимного участка 14 больше, чем между внутренней поверхностью 15 поковки 1 и пуансоном 5. Следовательно, при движении пуансона 5 вверх происходит его расстыковка с поковкой 1, которая зависает на обжимном участке 14 матрицы 2 с возможностью загрузки в матрицу 2 последующей поковки (фиг. 5). Отсюда она выталкивается из штампа 3 по склизу 13 в накопитель последующей поковкой при повторном цикле.
Использование предлагаемого способа прошивки и обрезки заусенцев поковок в комбинированном штампе позволяет снизить затраты на технологическую оснастку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для обрезкиОблОя, пРОшиВКи и ОбжиМА пОКОВОК | 1979 |
|
SU848137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Комбинированный штамп | 1979 |
|
SU821019A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Кольцевая заготовка для объемной штамповки | 1988 |
|
SU1532171A1 |


Использование: обработка металлов давлением, изготовление корпусов, фланцев из алюминиевых и титановых сплавов. Сущность изобретения: способ включает установку поковки в обрезную матрицу штампа, прошивку отверстия, обрезку заусенца, расстыковку пуансона и поковки, извлечение поковки из штампа и сброс ее в накопитель. При этом осуществляют обжим наружной поверхности поковки после обрезки заусенца и расстыковку пуансона и поковки при ходе руансона 4 вверх с обеспечением зависания последней на обжимном участке матрицы с возможностью установки в матрицу последующей поковки, откуда ее, используя рабочий ход пуансона, проталкивают последующей поковкой в накопитель. Наружную поверхность поковок в процессе операции обжима уменьшают на величину 0,3 - 0,7 мм на сторону. 5 ил.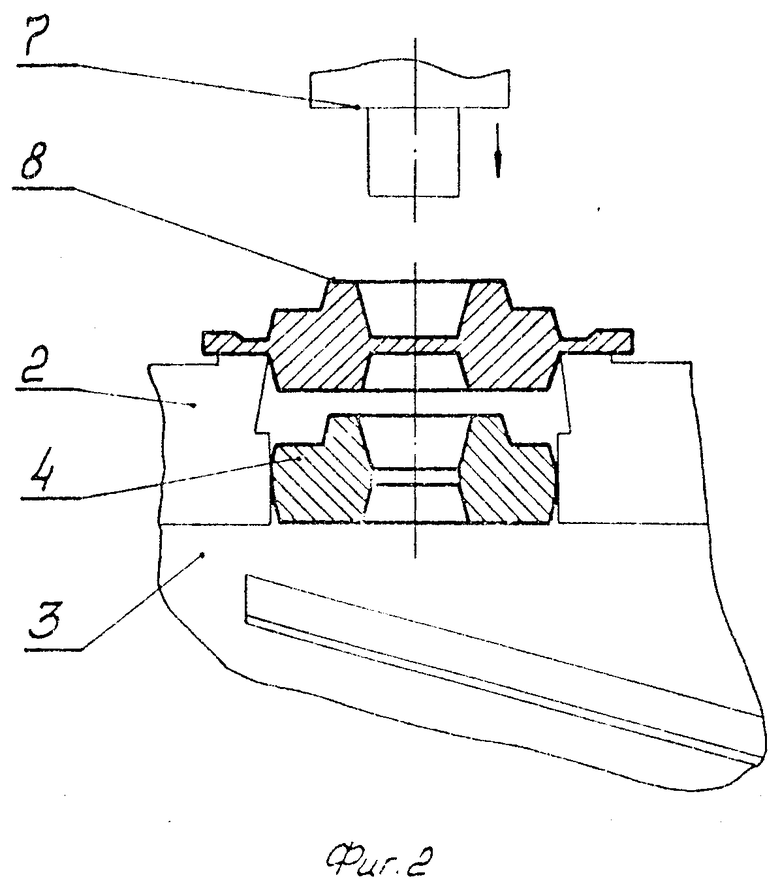
СПОСОБ ОБРАБОТКИ ПОКОВОК В КОМБИНИРОВАННОМ ШТАМПЕ, включающий установку поковки в обрезную матрицу штампа, прошивку отверстия, обрезку заусенца, расстыковку пуансона и поковки, извлечение поковки из матрицы штампа и сброс ее в накопитель, отличающийся тем, что, с целью повышения производительности и снижения затрат путем извлечения из матрицы и сброса ее в накопитель с последующей поковкой, после обрезки заусенца поковку обжимают на обжимном участке матрицы с уменьшением ее наружной поверхности на 0,3 - 0,7 мм на сторону.
| Брюханов А.И | |||
| Ребельский А.В | |||
| Горячая штамповка | |||
| Конструирование и расчет штампов | |||
| - М.: Машгиз, 1952, с.332-335. |
