УШИРЯЮЩАЯСЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПОЛОС ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ
Заявлено 7 айгуста 1948 г. за .Y 365166/22 в Гостехнику СССР -Опубликовано в «Бюллетене изобретений № 8 за 196Q г.
Известные матрицы для прессования полос из цветных металлов и их сплавов не применимы для изготовления полос с шириной, большей диаметра контейнера прессаОписываемая матрица позволяет прессовать тонкие широкие полосы (с шириной, превосходяшей размер диаметра контейнера) непосредственно из слитка, что значительно расширяет ассортимент изделий, получаемых на сушествующем оборудовании. Достигается это тем, что сечение матрицы сделано переменным с уменьшением высоты и увеличением ширины по направлению от входного сечения к выходному, и пло щадь входного сечения больше плош,ади выходного сечения очка матрицы.
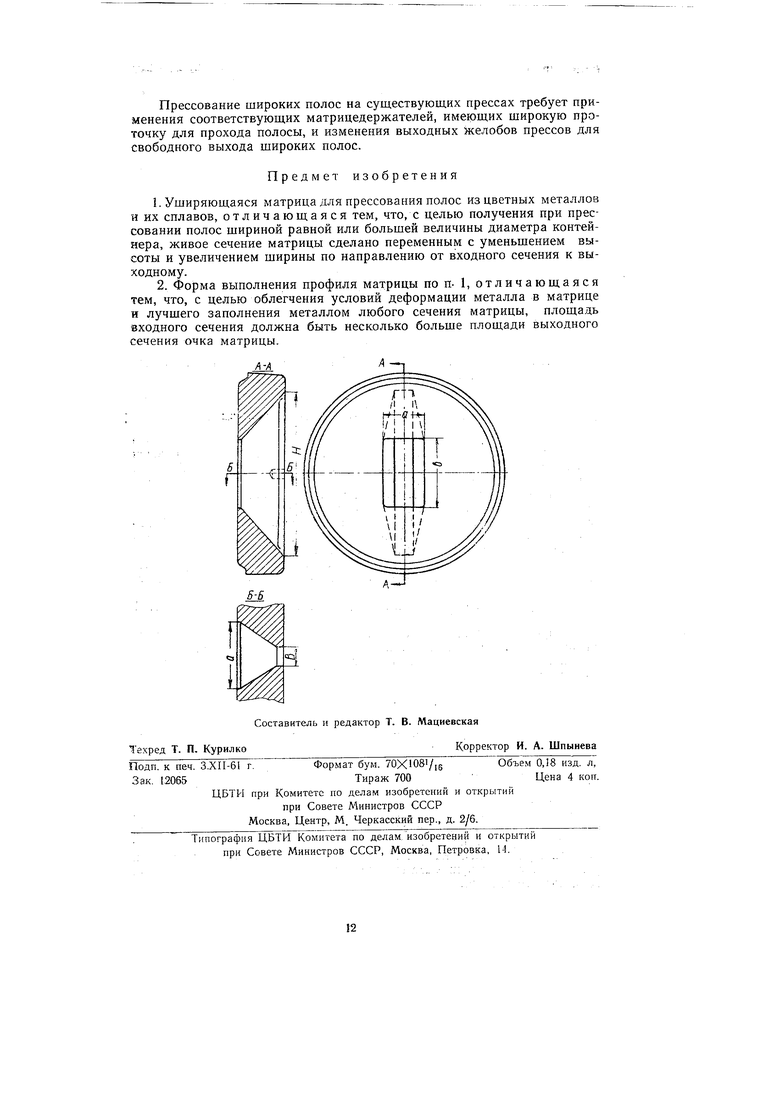
На чертеже изображена матрица, вид сверху и разрезы по А-А и Б-БПолучение тонких полос с шириной, превышаюшей размер диаметра контейнера, основано на том, что всодное отверстие в матрице делается максимально возможной ширины и высотой, определяемой из соотношения:
где: Н - высота и В - ширина входного отверстия, а F - площадь прессуемой полосы (аХй).
В направлении к выходному отверстию плоскости матрицы делаются наклонными, при этом увеличивается ширина и уменьшается высота очка. На выходе отверстие делается по размеру полосы заданного сечения (аХЬ).
Прессование уширяющейся матрицей происходит в следующей последовательности. Металл с соответствующим напряжением истечения входит в матрицу и принимает размеры входного очка матрицы в виде полосы. При дальнейшем движении полоса осаживается по высоте и увеличивается по ширине. На выходе из матрицы полоса имеет размеры ее выходного сечения.
Ф. В. Тулянкин
-.
прессование широких полос на существующих прессах требует применения соответствующих матрицедержателей, имеющих щирокую проточку для прохода полосы, и изменения выходных желобов прессов для свободного выхода широких полос.
Предмет изобретения
1.Уширяющаяся матрица для прессования полос из цветных металлов и их сплавов, отличающаяся тем, что, с целью получения при прессовании полос щириной равной или большей величины диаметра контейнера, живое сечение матрицы сделано переменным с уменьшением высоты и увеличением ширины по направлению от входного сечения к выходному.
2.Форма выполнения профиля матрицы по п- 1, отличающаяся тем, что, с целью облегчения условий деформации металла в матрице и лучшего заполнения металлом любого сечения матрицы, площадь входного сечения должна быть несколько больше площади выходного сечения очка матрицы.
П.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный метод прессования профилей, прутков, труб и проволочной заготовки из цветных металлов и сплавов | 1948 |
|
SU128436A1 |
| Способ изотермического прессования профилей | 1982 |
|
SU1181731A1 |
| Матрица для прессования изделий | 1979 |
|
SU804050A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЛЕГКИХ СПЛАВОВ | 2008 |
|
RU2387507C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1049134A2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| Способ прессования разнотолщинных профилей | 1980 |
|
SU956087A1 |
