динен с первым входом второго табло индикации и сигнализации, выход которого соединен с регистратором, пятый индуктивный датчик соединен с входом пятого блока селектирования, выход которого соединен с вторым входом второго блока динамических преобразований и вторым входом третьего блока нелинейных преобразований, выход которого соединен с третьим входом четвертого блока нелинейных преобразований, с пятым входом блока вычислительных операций и с входом четвертого блока сравнения, выход которого соединен с вторым входом второго табло индикации и сигнализации, шестой индуктивный датчик соединен с входом шестого блока селектирования, выход которого соединен с третьим входом второго блока
динамических преобразований, второй задатчик диаметра ролика соединен с четвертым входом второго блока динамических преобразований, с третьим входом третьего блока нелинейных преобразований и с юсьмым входом блока вычислительных операций, седьмой индуктивный датчик соединен с входом седьмого блока селектирования, выход которого соединен с девятым входом блока вычислительных операции, выход второго блока нелинейных преобразований соединен с третьим входом блока вычислительных операций, а выход четвертого блока нелинейных преобразований соединен с шестым входом блока вычислительных операций, выход которого соединен с входом пятого блока сравнения, выход которого соединен с регистратором.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля прогибов роликов машины непрерывного литья заготовок | 1985 |
|
SU1271641A1 |
| Устройство контроля технологической оси машины непрерывного литья заготовок | 1983 |
|
SU1138235A1 |
| Способ автоматического контроля состояния роликов опорной зоны машины непрерывного литья заготовок и устройство для его осуществления | 1988 |
|
SU1523248A1 |
| Устройство для регулирования температуры диффузионных электропечей | 1980 |
|
SU926631A1 |
| Устройство для автоматического измерения и регулирования растворов и перекосов в роликовых парах машины непрерывного литья заготовок | 1990 |
|
SU1678512A1 |
| Способ управления инвертором | 1983 |
|
SU1279034A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Автоматический весовой порционный дозатор с цифровым управлением | 1981 |
|
SU1000773A1 |
| Автоматический порционный дозатор | 1988 |
|
SU1534330A1 |
| Контроллер измерительного преобразователя | 1987 |
|
SU1462357A1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ РОЛИКОВ И РАСТВОРОВ /V1EЖДУ НИМИ РОЛИКОВОЙ зоны МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее элемент затравки с индуктивными датчиками линейных перемещений, расположенными вдоль продольной оси элемента затравки, отличающееся тем, что, с целью повыщения качества металла и производительности за счет более точного диагностирования машины непрерывного литья заготовок, оно дополнительно содержит два задатчика диаметров роликов, семь блоков селектирования, два блока динамических преобразований, четыре блока нелинейных преобразований, пять блоков сравнения, блок вычислительных операций, три табло индикации и сигнализации и регистратор, причем первый индуктивный датчик соединен с входом первого блока селектирования, выход которого соединен с первым входом первого блока нелинейных преобразований с первым входом второго блока нелинейных преобразований и с первым входом первого блока динамически.х преобразований, выход которого соединен с четвертым входом первого блока нелинейных преобразований, с вторым входом второго 6vioKa нелинейных преобразований, с первым входом блока вычислительных операций и с входом первого блока сравнения, выход которого соединен с первым входом первого табло индикации и сигнализации, выход которого соединен с регистратором, второй индуктивный датчик соединен с входом второго блока селектирования, выход которого соединен с вторым входом первого блока динамических преобразований и вторым входом первого блока нелинейных преобразований, выход которого соединен с третьим входом второго блока нелинейных преобразований, S с вторым входом блока вычислительных (Л операций и с входом второго блока сравнения, выход которого соединен с вторым входом первого табло индикации и сигнализации, третий индуктивный датчик соединен с входом третьего блока селектирования, выход которого соединен с третьим входом первого блока динамических преобразований, первый задатчик диаметра ролика сое05 динен с четвертым входом первого блока СО 1 динамических преобразований, с третьим входом первого блока нелинейных преобразований и с седьмым входом блока вычис00 00 лительных операций, четвертый индуктивный датчик соединен с входом четвертого блока селектирования, выход которого соединен с первым входом третьего блока нелинейных преобразований, с первым входом четвертого блока нелинейных преобразований и с первым входом второго блока динамических преобразований, выход которого соединен с четвертым входом третьего блока нелинейных преобразований, с вторым входом четвертого блока нелинейных преобразований, с четвертым входом блока вычислительных операций и с входом третьего блока сравнения, выход которого сое
1
Изобретение относится к металлургии, а именно к непрерывной разливке металлов.
Цель изобретения - повышение качества металла и производительности за счет более точного диагностирования машины непрерывного литья заготовок.
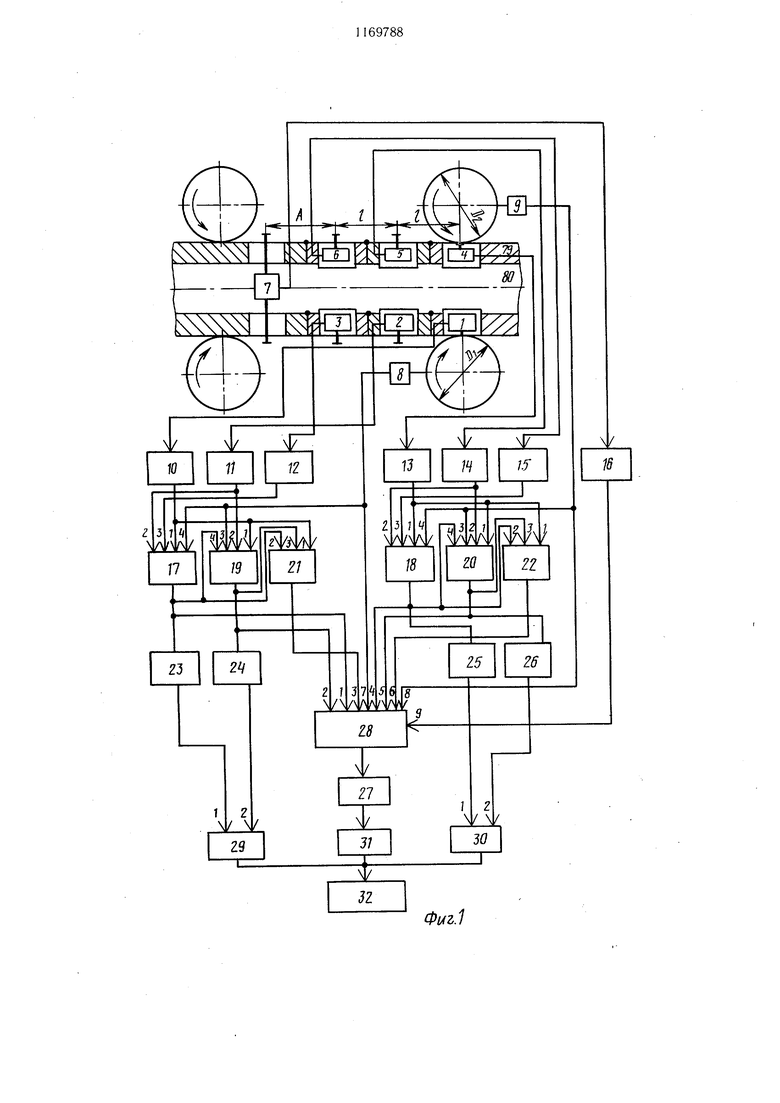
На фиг. 1 представлена функциональная схема устройства автоматического контроля состояния роликов и растворов между ними роликовой зоны машины непрерывного литья заготовок; на фиг. 2 - функциональная схема блока динамических преобразований; на фиг. 3 - функциональная схема первого и третьего блока нелинейных преобразований; на фиг. 4 - функциональная схема второго и четвертого блока нелинейных преобразований; на фиг. 5 - функциональная схема блока вычислительных операций; на фиг. 6 - развертка роликовой пары.
Устройство автоматического контроля состояния роликов и растворов между ними роликовой зоны машины непрерывного литья заготовок оснащено индуктивными датчиками 1-6 типа W 5К измерения выработки и прогиба и индуктивным датчиком 7 типа W ЮК измерения раствора, задатчиками 8 и 9 диаметров контролируемых роликов, блоками 10-16 селектирования, блоками 17 и 18 динамических преобразований, блоками 19-22 нелинейных преобразований, блоками 23-27 сравнения с заданиями, блоком 28 вычислительных операций, блоками 29, 30 и 31 индикации и сигнализации и регистратором 32, выполненными на базе устройств агрегатного комплекса электрических средств регулирования АКЭСР) в микроэлектронном исполнении.
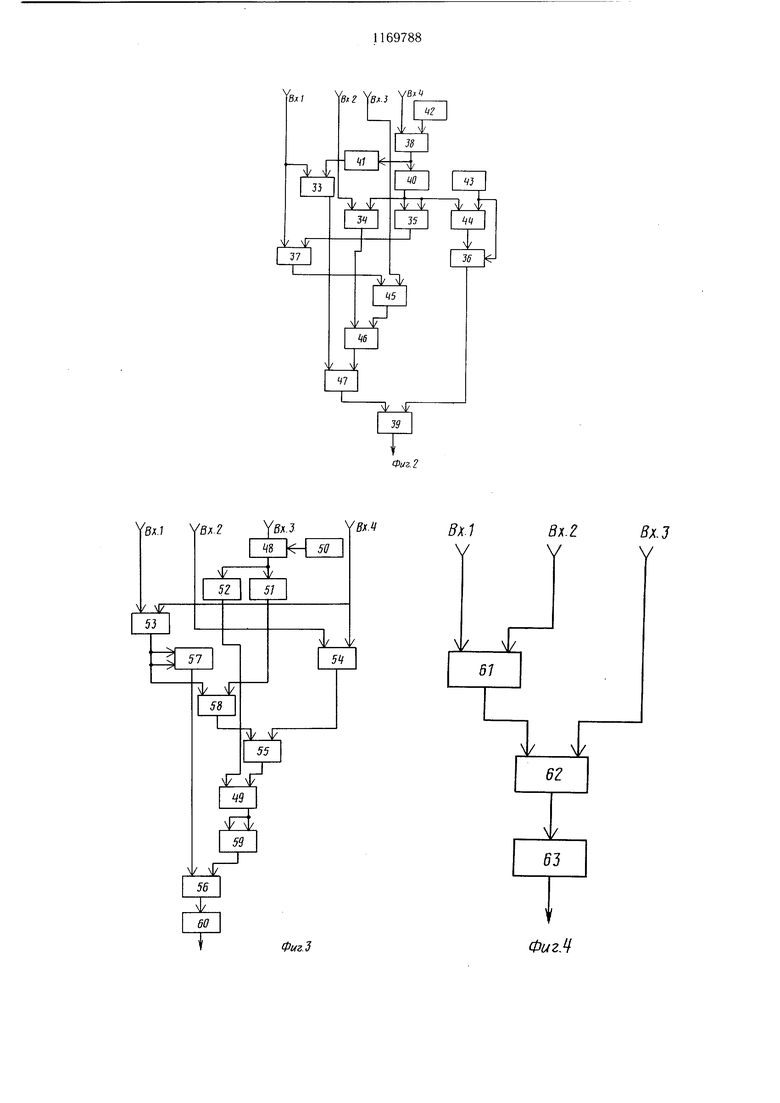
Блоки 17 и 18 динамических преобразований устройства состоят из умножителей 33-37, делителей 38 и 39, блока 40 линейнокусочной аппроксимации cosУ, блока 41 линейно-кусочно аппроксимации -|- -cos2 У, задатчиков 42 и 43, сумматоров 44-47. Первый и третий блоки 19 и 20 нелинейных преобразований состоят из делителей 48 и
49, задатчика 50, блока 51 линейно-кусочной аппроксимации cosy, блока 52 линейнокусочной аппроксимации з1пУ, сумматоров 53-56, умножителей 57, 58 и 59, коренатора 60. Второй и четвертый блоки 21 и 22 нелинейных преобразований состоят из сумматора 61, делителя 62 и блока 63 линейно-кусочной аппроксимации arcsin.
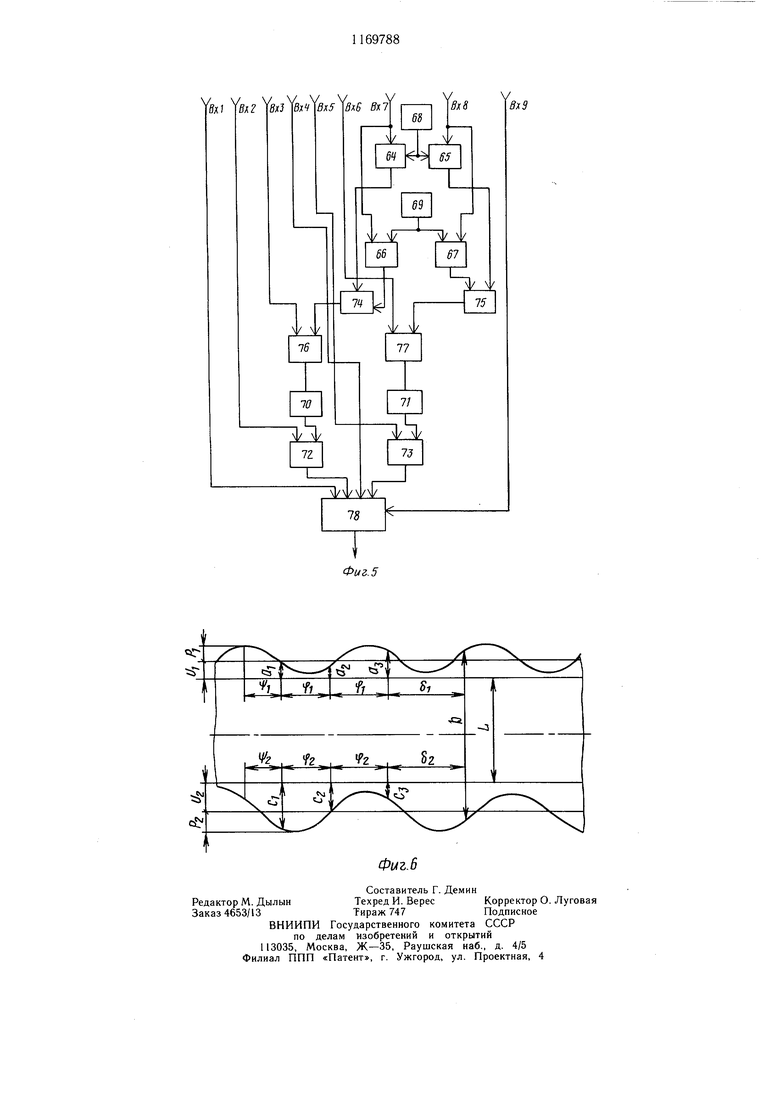
Блок 28 вычислительных операций состоит из делителей 64-67, задатчиков 68 и 69 блоков 70 и 71 линейно-кусочной аппроксимации, умножителей 72 и 73 и сумматоров
0 74-78.
Датчики 1-7 установлены на элементе затравки 79, снабженном надувными камерами 80, предназначенны.ми для поджатия опорных плоскостей к роликам.
5 Устройство работает следующим образом.
Элемент затравки 79 вводится в роликовую зону и устанавливается в исходное положение, накачиваются сжатым воздухо.м его распорные надувные камеры 80 и
включается электропривод машины.
При перемещении элемента затравки датчики 1-7 контактируют с роликами зоны, причем для увеличения времени контакта при выполнении измерений головки всех датчиков выполнены плоскими диаметром 10 мм.
Датчики 1, 2, 3 и 4, 5, 6 прогибов и выработки контактируют по очереди с каждым роликом и каждое измерение является функцией выработки U, прогиба Р и начального угла i.
В результате после завершения измерений, относящихся к обоим роликам роликовой пары, получаем две системы тригонометрических уравнений: ai Pi . sin il sin(:/-i +fi )-f-Ui, a, Pi sin(i +2ft)+U2,
С1 Рд -siny-j, +Ua,
сг PI siniy-a + fi)-fUa, .
,- sin (5-2+2 .,)+иг.
Решая эти системы, получаем
т I + at- cos i-az-cosyt Д /г-соа2:У« 1-oosf,
- -t с,- - CiCOifi .|. . COS 2 f,
Uz
P, .iU.}.r -JJ -l5e V (a,-U/
p. .,
-, агс5т- У-;
гдеУ -1|-Л,. cJi и аг -диаметры роликов,
f -расстояние между датчиками.
Указанные действия в устройстве выполняются следующим образом.
Сигналы датчиков 1, 2, 3, и 4, 5, 6 выработки и прогиба поступают соответственно на блоки 10, 11, 12 и 13, 14, 15 селектирования, где производятся выделения наименьших сигналов линейных перемещений соответственно а, а, aj и Ci , Ci , Сз , которые вместе с сигналами задатчиков 8 и 9 диаметров роликов в соответствии с приведенными формулами заведены на блоки 17 и 18 динамических преобразований, на блоки 19 и 20 нелинейных преобразований и на блоки 21 и 22 нелинейных преобразований.
Блоки 1-7 и 18 динамических преобразований предназначены для определения выработки соответственно LJj и Uj контролируемых роликов по известным величинам а, aj,as di и Cj, Cg, Cj, dj.
Задатчики 42 и 43 предназначены соот-ветственно для ввода удвоенного расстояния 2Z. и константы (-1).
Блоки 19 и 20 нелинейных преобразований предназначены для определения прогибов соответственно Р и Pj контролируемых роликов по известным величинам а, а, Ui, 5 di, и Ci, Сг, UE , dz. Задатчик 50 предназначен для ввода удвоенного расстояния 2.
Блоки 21 и 22 нелинейных преобразований предназначены для определения начальных углов соответственно и контролируемых роликов по известным ве личинам а , Pf , Ui и Ci , Uj , Рг .
Датчик 7 раствора контактирует с обоими роликами роликовой пары после завершения их индивидуального контроля.
Полученное измерение b является те5 кушим раствором между роликами с уче, том их выработки и прогиба.
Истинный раствор между роликами, соответствующий раствору .относящемуся к концам бочек Роликов, определяется как L B-P-sin ( + 2f, + -.)-Pi, -sini i-t.
cil
0 +2f,+),
где A - расстояние между датчиком 7 и датчиками 3 и 6.
Эти действия в устройстве выполняются следующим образом.
5 Сигнал датчика 7 раствора поступает на блок 16 селектирования, где производится выделение наименьшего сигнала линейного перемещения, который вместе с сигналами задатчиков 8 и 9 диаметров роликов, с сигналами полученных выработок
0 Ui и и с блоков 17 и 18 динамических преобразований, с сигналами ; полученных прогибов PI и P;i с блоков 19 и 20 нелинейных преобразований и .с сигналами начальных углов и г с блоков 21 и 22 нелинейных преобразований заведен на блок 28 вычислительных операций, где производится определение истинного раствора Ь между роликами.
Задатчики 68 и 69 предназначены соответственно для ввода удвоенного рас0 стояния 2А и учетверенного расстояния 4. Полученные величины Uj, Р, Р , U и L сравниваются соответственно в блоках 23-27 сравнения с заданными, которые определены заводской инструкцией.
Таким образом, предложенное устройство контроля состояния роликов и растворов между ними роликовой зоны машины непрерывного литья заготовок позволяет повысить качество настройки машины путем контроля фактического состояния роликов и настройки роликовых пар, что в свою очередь дает возможность сократить брак металла ориентировочно на 0,05% и повысить производительность машины ориентировочно на 0,3.
Yo , Vo V,
Bxt
Bf
вхЧ
lbt
Г
nn
1/
| СПОСОБ ОБРАБОТКИ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2005 |
|
RU2283747C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для замера раствора направляющих элементов машин непрерывного литья металлов | 1977 |
|
SU688276A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
