Изобретение относится к обработке металлов давлением, а именно к ковке заг о- товок и может быть использовано при производстве пластин и дисков больших поперечных размеров.
Цель изобретения - расширение технологических возможностей за счет получения пластин шириной более 5000 мм при использовании универсальных ковочных прессов.
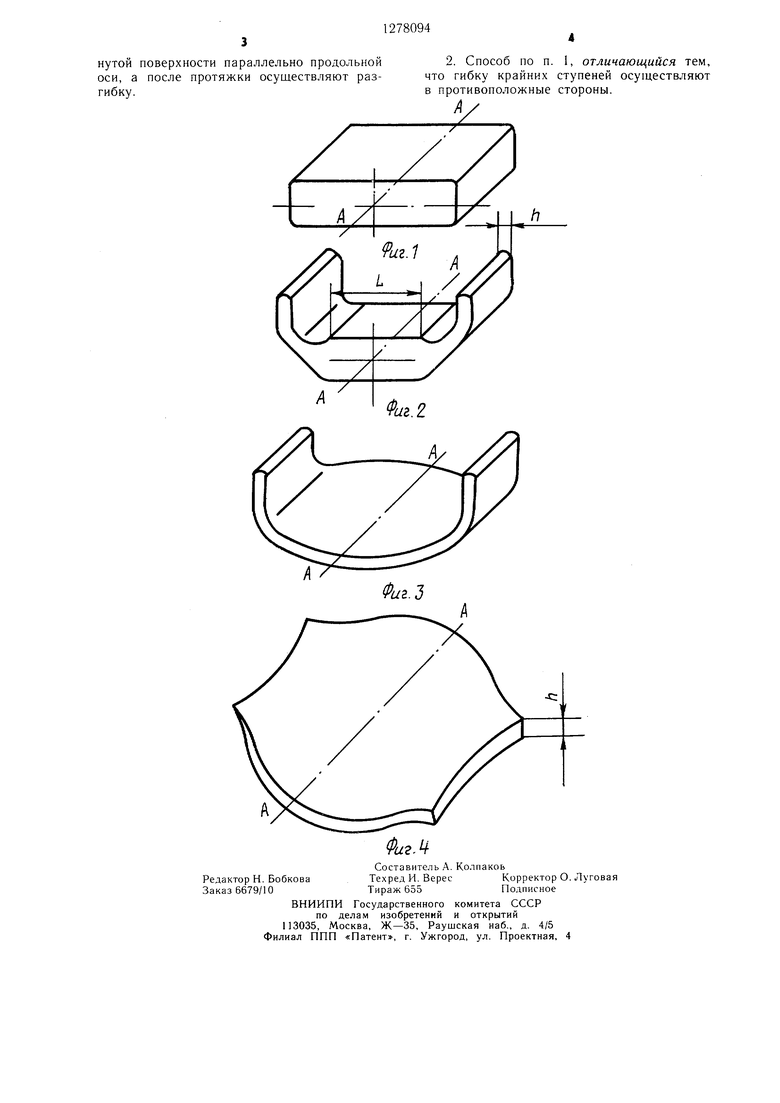
На фиг. 1 изображена заготовка после продольной протяжки; на фиг. 2 - многоступенчатая заготовка после поперечной протяжки и гибки крайних ступеней; на фиг. 3 - заготовка пластин после повторной продольной протяжки; на фиг. 4 - готовая пластина после разгибки крайних ступеней.
Способ изготовления пластин включает нагрев заготовки, ее продольную и поперечную протяжки в бойках с формированием при поперечной протяжке многоступенчатой заготовки, а также повторную продольную протяжку до полного смятия уступов, при формировании многоступенчатой заготовки ее ступени располагают по обе стороны от продольной оси с уменьшением высоты ступеней от центра к периферии, выполнение крайних ступеней высотой, равной толщине изделия, и остальные ступени общей длиной, не превышающей длины бойка, перед повторной продольной протяжкой производят гибку крайних ступеней с расположением образующих изогнутой поверхности параллельно продольной оси, а после протяжки осуществляют разгибку, при этом гибку крайних ступеней осуществляют в противоположные стороны.
Способ изготовления пластины ocynie- ствляют следующим образом.
После нагрева слитка до ковочной температуры его сначала протягивают па плоских бойках вдоль оси .Л-А слитка на прямоугольную заготовку. Затем поворачивают полученную заготовку на 90° и осуществляют поперечную протяжку прямоугольной заготовки на плоских бойках, формируя из прямоугольной заготовки многоступенчатую. При формировании многоступенчатой заготовки ее ступени располагают по обе стороны от продольной оси А-А с уменьщением высоты ступеней от центра к периферии, выполняя крайние ступени высотой, равной толпдине готовой пластины h. При этом центральные ступени выполняют обшей длиной, не превышающей длины бойка L, После этого производят гибку крайних ступеней мно1 оступепчатой заготовки с расположением образующих изогнутой поверхности параллельно продольной оси. Затем нагревают изогнутую заготовку и производят повторную продольную нро
тяжку по средним ступеням, осуществляя смятие уступов до толщины готовой пластины.
Далее заготовку нагревают и подают в
вальцы или листоштамповочный пресс, где производят разгибку заготовки до получения плоской детали типа пластины.
Пример. Изготавливают пластину для последующего изготовления из нее днища реактора. Слиток стали массой 120 т нагревают в печи до 250°С и производят его продольную протяжку под ковочным прессом 150 МН на прямоугольную заготовку с размерами 900X3000X4000 мм. Затем осуществляют повторный нагрев и поперечную протяжку прямоугольной заготовки на трехступенчатую заготовку, у которой крайние ступени выполняют толщиной 300 мм, равной толщине готовой пластины. Длина крайних ступеней составляет 1500 мм каждой. При этом средняя ступень толщиной 900 мм
имеет длину 3000 мм. В этом же выносе производят гибку крайних . ступеней с об- разование.м П-образного профиля. Затем заготовку нагревают до ковочной температуры и осуществляют повторную продольную
протяжку ее на толщину 300 мм. При этом длина бойков под гротяжку составляет 3500 мм, т.е. больше длины средней ступени, равной 3000 мм.
После этого заготовку передают на участок листощтамповочного пресса усилием 150 МН и производят нагрев ее до 1000°С. Затем изогнутую заготовку устанавливают на стол пресса и производят разгибку, выравнивая ее под плоскими плитами. После разгибки огневой резкой вырезают цилиндрическую заготовку диаметром
6000 мм.
Формула и:юбретения
I. Способ изготовления пластины, вклю- чающий нагрев заготовки, ее продольную и поперечную протяжки в бойках с формированием при поперечной протяжке многоступенчатой заготовки, а также повторную продольную протяжку до полного смятия уступов, отличающийся тем, что, с целью расширения технологических возможностей за счет получения пластин шириной более 5000 мм нри использовании универсальных ковочных прессов, при формировании многоступенчатой заготовки ее ступени располагают по обе стороны от продольной оси с уменьщением высоты ступеней от центра к периферии, выполняют крайние ступени высотой, равной толщине изделия, и остальные ступени обп1.ей длиной, не превышающей длины бойка, перед повторной продольной протяжкой производят гибку крайних ступеней с расположением образующих изогнутои поверхности параллельно продольной оси, а после протяжки осуществляют раз- гибку.
2. Способ по п. 1, отличающийся тем, что гибку крайних ступеней осуществляют в противоположные стороны.
Составитель А. Колпакоь
Редактор Н. БобковаТехред И. ВересКорректор О. Луговая
Заказ 6679/10Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фи.Ч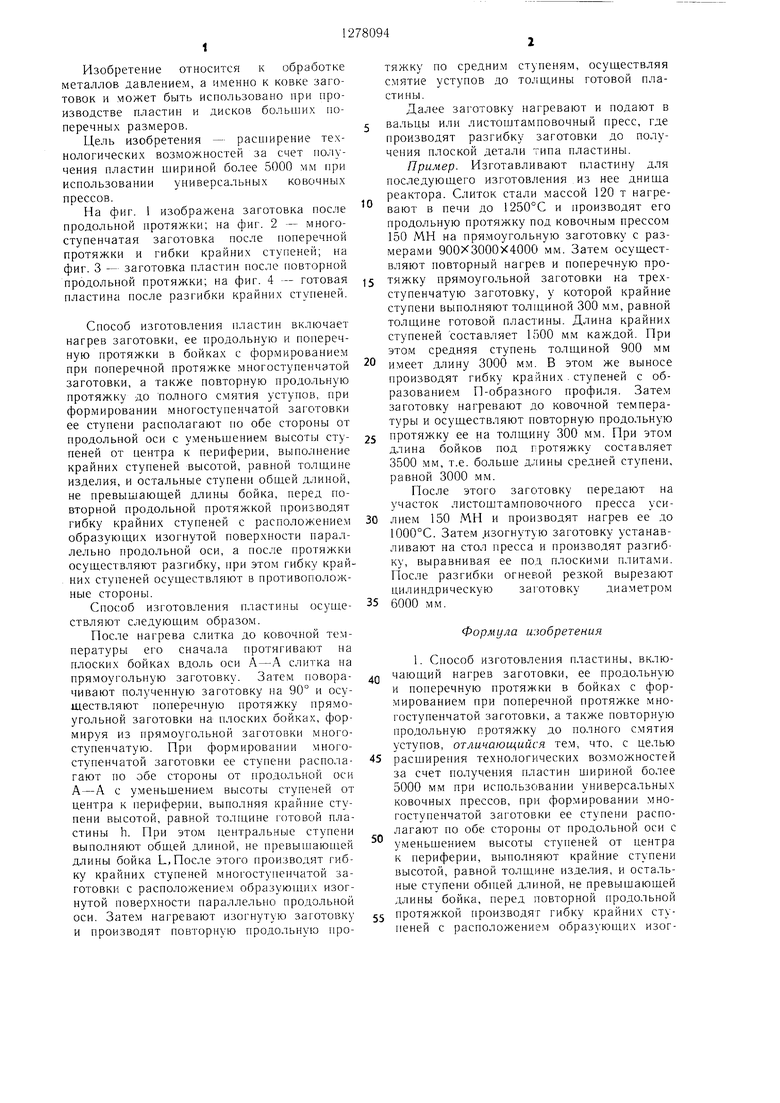
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластин | 1989 |
|
SU1690933A1 |
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки пластин | 1980 |
|
SU1016009A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1750827A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению пластин свободной ковкой. Цель изобретения - расширение технологических возможностей за счет получения пластин шириной более 5000 мм при использовании универсальных ковочных прессов. Для выполнения пластин шириной, большей расстояния между колоннами пресса, сляб поперечной протяжкой деформируют в ступенчатую заготовку. Крайние ступени выполняют толшиной, равной толщине готовой пластины. Затем отгибают крайние ступени, выполняют продольную протяжку средней части заготовки до толш,ины готовой пластины и разгибают крайние ступени. Ковка выполняется в прессе, разгибка в вальцах или на листоштамповочном прессе. Далее возможна дополнительная обработка пластин, например огневая резка. 1 з.п. ф-лы, 4 ил. сл ю 00 со 4
| Способ ковки пластин | 1980 |
|
SU1016009A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
