оъ
Oi 4 4
оо
СО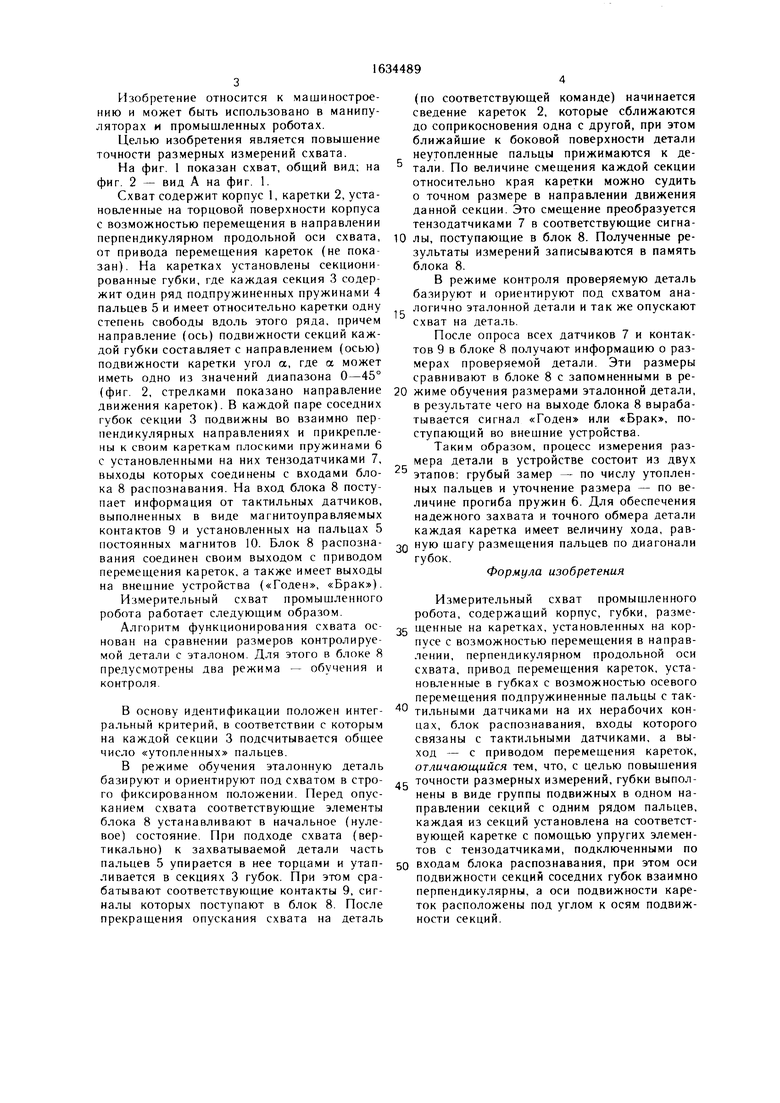
| название | год | авторы | номер документа |
|---|---|---|---|
| Схват промышленного робота | 1984 |
|
SU1291389A1 |
| Захватное устройство | 2022 |
|
RU2804513C1 |
| Схват манипулятора | 1986 |
|
SU1360981A1 |
| Адаптивный схват промышленного робота | 1985 |
|
SU1303403A1 |
| Схват промышленного робота | 1975 |
|
SU533478A1 |
| Устройство для управления адаптивным роботом | 1988 |
|
SU1541556A2 |
| Схват промышленного робота | 1983 |
|
SU1177150A2 |
| Устройство управления схватом манипулятора | 1987 |
|
SU1442395A2 |
| Измерительный схват промышленного робота | 1984 |
|
SU1278204A1 |
| Захватное устройство | 1985 |
|
SU1289680A1 |
Изобретение относится к машиностроению и можс быть испо ть овано р млнипч- ляторах и промынпснных работах Целью изобретения является повышение точности размерных измерений Схват содержит кор пус 1, каретки 2, секционированные с потчружиненными пальцами 5 набже ными тактильными датчиками, (оешненны ми с бюком 8 распознавания Каж 1ан сек ция 3 губок содержит один ря г нальаев и имеет относительно каретки 2 отну степень свободы вдоль этого ряда, причем направле ние подвижности секции составляет с на правлением подвижности каретки некоторый угол, а в каждой паре соседних губок сек ции 3 подвижны во взаимно перпещикхляр ных направлениях К кареткам 2 секции прикреплены плоскими пружинами 6 с те то датчиками 7 При ахвате 1етали по чис утопленных пальцев 5 прои1вохя1 замер, а по величине смещения секций 3 oi носительно каретки 2 определяют точны-1 размеры четали, которые сравниваются и блоке 8 с эта тонными 2 ил |Ј (/) е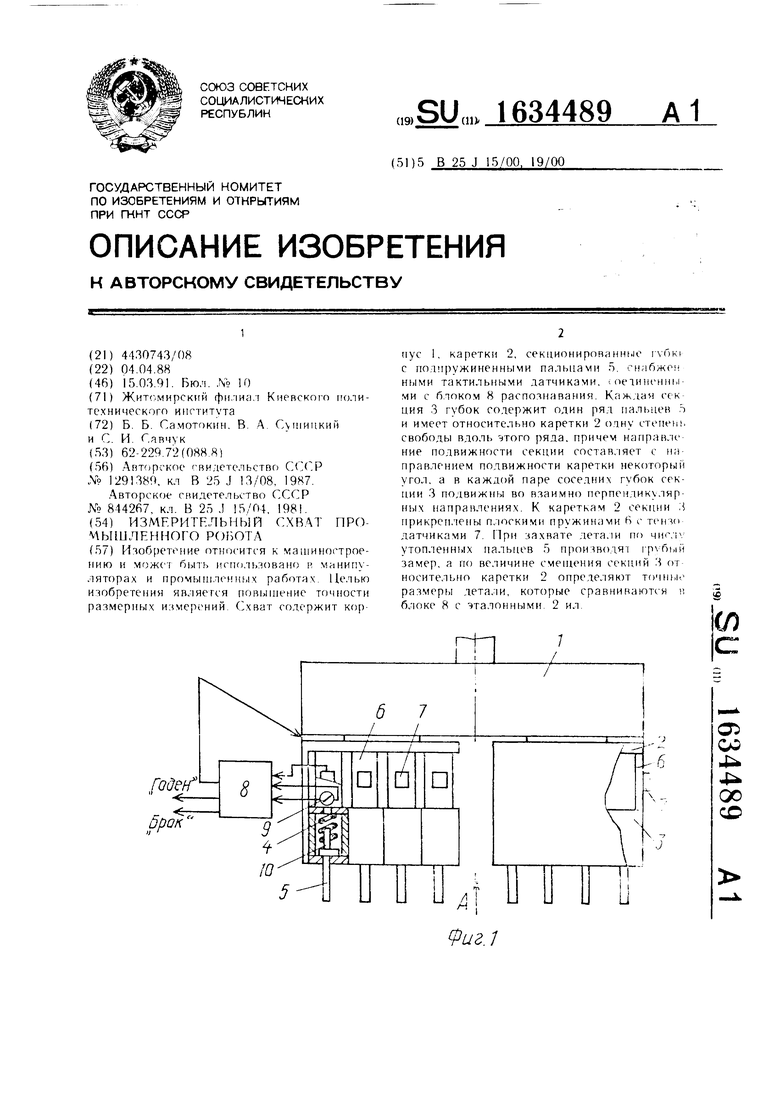
Фиг.1
Изобретение относится к машиностроению и может быть использовано в манипуляторах и промышленных роботах
Целью изобретения является повышение точности размерных измерений схвата
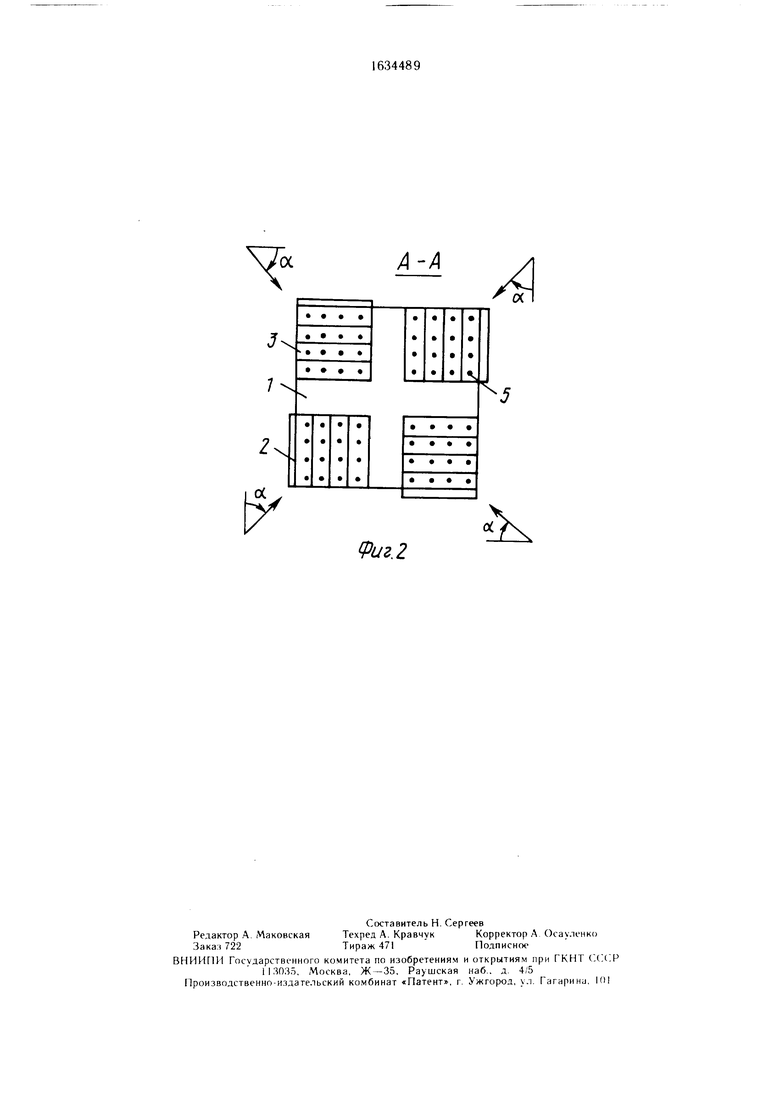
На фиг 1 показан схват, общий вид, на фиг 2 - вид А на фиг 1
Схват содержит корпус 1, каретки 2, установленные на торцовой поверхности корпуса с возможностью перемещения в направлении перпендикулярном продольной оси схвата, от привода перемещения кареток (не пока зан) На каретках установлены секциони рованные губки, где каждая секция 3 содер жит один ряд подпружиненных пружинами 4 пальцев 5 и имеет относительно каретки одну степень свободы вдоль этого ряда, причем направление (ось) подвижности секций каждой губки составляет с направлением (осью) подвижности каретки угол а, где а может иметь одно из значений диапазона 0-45° (фиг 2, стрелками показано направление движения кареток) В каждой паре соседних губок секции 3 подвижны во взаимно пер пендикулярных направлениях и прикреплены к своим кареткам плоскими пружинами 6 с установленными на них тензодатчиками 7, выходы которых соединены с входами блока 8 распознавания На вход блока 8 поступает информация от тактильных датчиков, выполненных в виде магнитоуправляемых контактов 9 и установленных на пальцах 5 постоянных магнитов 10 Блок 8 распознавания соединен своим выходом с приводом перемещения кареток, а также имеет выходы на внешние устройства («Годен, «Брак)
Измерительный схват промышленного робота работает следующим образом
Алгоритм функционирования схвата ос нован на сравнении размеров контролируе мой детали с эталоном Для этого в блоке 8 предусмотрены два режима - обучения и контроля
В основу идентификации положен интегральный критерий, в соответствии с которым на каждой секции 3 подсчитывается общее число «утопленных пальцев
В режиме обучения эталонную деталь базируют и ориентируют под схватом в строго фиксированном положении Перед опусканием схвата соответствующие элементы блока 8 устанавливают в начальное (нулевое) состояние При подходе схвата (вертикально) к захватываемой детали часть пальцев 5 упирается в нее торцами и утапливается в секциях 3 губок При этом срабатывают соответствующие контакты 9, сигналы которых поступают в блок 8 После прекращения опускания схвата на деталь
5
(по соответствующей команде) начинается сведение кареток 2, которые сближаются до соприкосновения одна с другой, при этом ближайшие к боковой поверхности детали неутопленные пальцы прижимаются к детали По величине смещения каждой секции относительно края каретки можно судить о точном размере в направлении движения данной секции Это смещение преобразуется тензодатчиками 7 в соответствующие сигна0 лы, поступающие в блок 8. Полученные результаты измерений записываются в память блока 8
В режиме контроля проверяемую деталь базируют и ориентируют под схватом ана- логично эталонной детали и так же опускают схват на деталь
После опроса всех датчиков 7 и контактов 9 в блоке 8 получают информацию о размерах проверяемой детали Эти размеры сравнивают в блоке 8 с запомненными в ре0 жиме обучения размерами эталонной детали, в результате чего на выходе блока 8 вырабатывается сигнал «Годен или «Брак, поступающий во внешние устройства
Таким образом, процесс измерения размера детали в устройстве состоит из двух этапов грубый замер - по числу утопленных пальцев и уточнение размера - по величине прогиба пружин 6 Для обеспечения надежного захвата и точного обмера детали каждая каретка имеет величину хода, раво ную шагу размещения пальцев по диагонали губок
Формула изобретения
Измерительный схват промышленного робота, содержащий корпус, губки, разме5 щенные на каретках, установленных на корпусе с возможностью перемещения в направлении, перпендикулярном продольной оси схвата, привод перемещения кареток, установленные в губках с возможностью осевого перемещения подпружиненные пальцы с так® тильными датчиками на их нерабочих концах, блок распознавания, входы которого связаны с тактильными датчиками, а выход - с приводом перемещения кареток, отличающийся тем, что, с целью повышения
5 точности размерных измерений, губки выполнены в виде группы подвижных в одном направлении секций с одним рядом пальцев, каждая из секций установлена на соответствующей каретке с помощью упругих элементов с тензодатчиками, подключенными по
0 входам блока распознавания, при этом оси подвижности секций соседних губок взаимно перпендикулярны, а оси подвижности кареток расположены под углом к осям подвижности секций
А-А
А
f «1
Фиг. 2
| Пневматический прибор для контроля конических роликов в процессе их обработки | 1985 |
|
SU1291380A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
