Изобретение относится к арматурным эле ментам, предназначенным для изготовления предварительно напряженных железобетонных конструкций.
Цель изобретения - повышение прочности арматурного элемента и улучшение его анкеровки в бетоне.
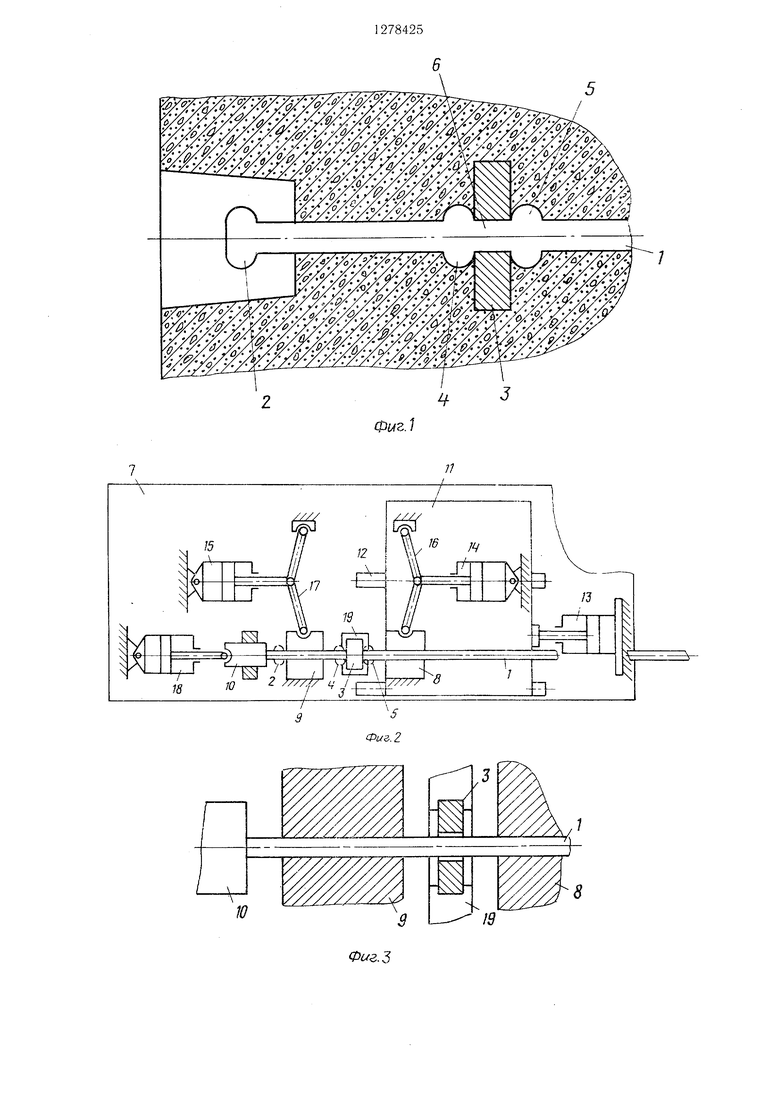
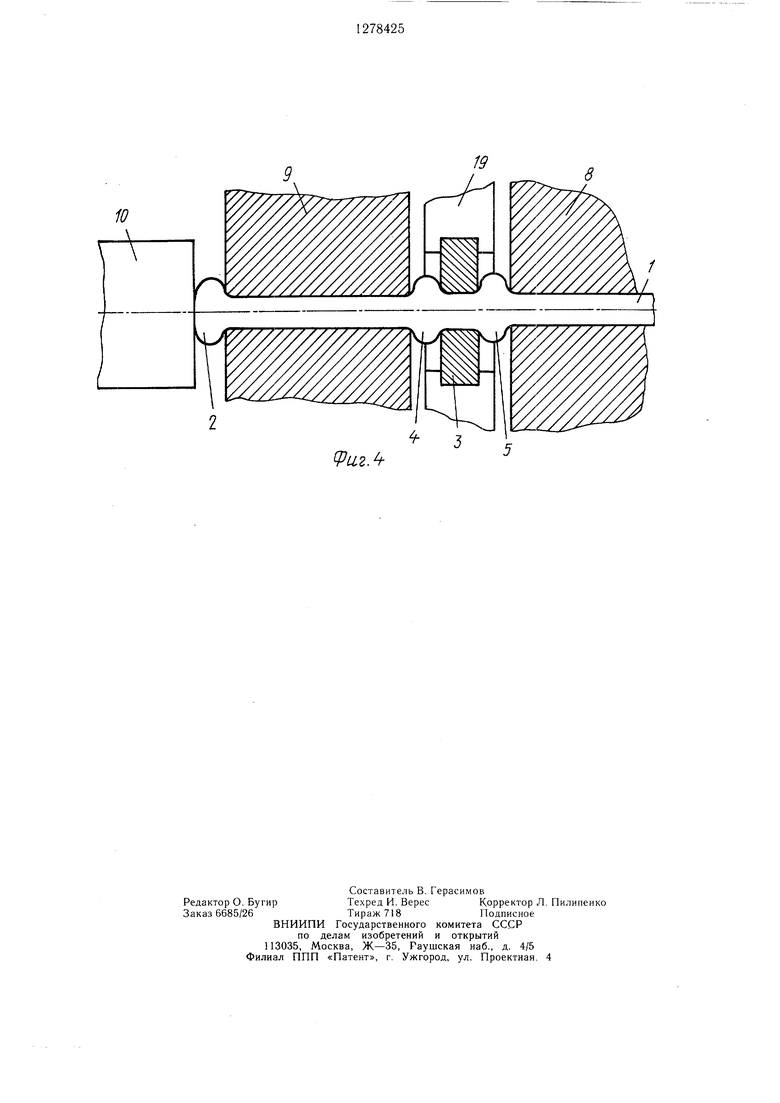
На фиг. 1 изображена концевая часть арматурного элемента; на фиг. 2 - схема устройств а для его изготовления; на фиг. 3 -- положение рабочих органов устройства до высадки головки и кольцевых выступов на стержне; на фиг. 4 - то же, после высадки головки и кольцевых выступов.
Арматурный элемент представляет собой стержень 1 с головкой 2 на конце и с установленной на нем -анкерной шайбой 3, которая зафиксирована посредством охватывающих ее парных кольцевых выступов 4 и 5, образовапных на стержне. Диаметр участка 6 межл,у выступами 4 и 5 больше диаметра стержня и составляет 1,1-1,2 ei o размера, что обусловлено обеспечением рав- нонрочности по длине арматурного элемента, так как участок б при нагреве для высадки выступов 4 и 5 частично разупроч- пяется, а увеличение его поперечного сечения компенсирует эту частичную потерю прочности.
Устройство для изготовления арматурного элемента состоит из смонтированных на стапине 7 подвижных 8 и неподвижных 9 зажимных губок и пуансона 10. Подвижные губки 8 установлены на платформе 11, Г1еремеш,аюш,ейся по направляющим 12 с помощью гидроцилиндра 13. Зажим губок 8 и 9 осуществляется гидроцилш д- рами 14 и 15 через рычаги 16 и 17. Для перемещения пуансона 10 служит гидроцилиндр 18. Для удержа1п- я анкерной шайбы 3 служит фиксатор 19.
Изготовление арматурного элемента осу- шестБляют следующим образом.
Стержень 1 с надетой на него анкерной 1найбой 3 устанавливают в подвижные 8 и неподвижные 9 зажимные губки до упора в пуансон 10. Шайбу 3 предварительно изготавливают с диаметром отверстия, cocTats- ляющим 1,1...1,2 диаметра стержня 1, и закрепляют в фиксаторе 19, при этом за счет увеличенного диаметра отверстия она устанавливается на стержне 1 с кольцевым зором.
Стержень 1 зажимают в губках 8 и 9 с г,о- мощью гидроцилиндров 14 и 15 через рычаги 16 и 17. После этого включают гидроци.линд- ры 13 и 18, которые создают осевые усилия в стержне 1 путем перемещения платформы 11 е подвижными губка.ми 8 и перемещения пуансона 10.
После достижения необходимого осевого усилия включают электронагрев участка стержня между нодвижными 8 и неподвижными 9.губками до 450-бОО С, в результате чего достигается необходимая пластичность
металла стержня и под воздействием осевого усилия происходит высадка кольцевых выступов 4 и 5 по обе стороны 1найбы 3, при этом участок 6 между этими выступами
утолщается до выбора кольцевого зазора к шайбе 3. Затем включают электронагрев участка стержня меж.ду пуансоном 10 и неподвижными губками 9 до такого же температурного режима, в результате чего под ;1ействием пуансона 10 нроисхо; ,ит высадка
головки 2.
Арматурный элем( нт применяют для изготовления предварительно напряже1 ;ных же- .1езобетонных конструкций, при это.м головка 2 на конце обеспечивает захват элемента механизмами при укладке его в форму, напряжении его и н.швном отпуске напряжения, передача которого на бетон производится посредством апкерной шайбы 3.
Использование изобретения обеспечивает повышение нрочностк арматурного элемента
за счет комненсап.ин частичной потери прочности на участке нагрева нагруженно1 о при эксплуатации участка, элемента под анкерной шайбой путем увеличения его диаг етра в пропессе изготовления арматурного элемента. Кроме того, улучн ается его
анкеровка в бетоне за счет исключения сме1цения анкерной шайбы под воздействием вибрации в процессе формовз1;1;я железобетонной констр кции.
0
5
0
5
0
5
Ф о рмул а I, о б р е т е н и я
. Арматурный : леме11Т, включающий стержень с головкой на конце и с установленной на нем а ;керной шайбой, отличающийся тем, что, с це.чыо повышения его прочности и улучшения анкеровки в бетоне, f)H С1 абже;1 выно:п{ен-1Ь 1н на стержне ко„1ь- .евыми выстугами, 1 1икскрх Ю1Ц ми с двух сторон.
2.Элеме-п по п. 1, отличающийся тем, 1-:то ;1иаметр участка между кольцев)М1 выступами составляет 1,1--,2 диаметра стержня.
3.Способ изгот OB. ieiLKH арматурного элемента, включаюни й установку и (рикса- ,tuci на стержне анкер(я 1 шайбы, нагревание конца стержня и ei o продольное деформирование до высадки на нем головки, отличающийся тем, что, с целью )iHjeHHH прочности и у.лу-ппепия анкеровк; в бетоне а1)матурного э.лемента, а нкернук П1айбу устанавливают на стег;;-кие с кольцевым зазо- |)ом и нри высадке ГОЛОБ; допо, ;нительно нагревают участок стержня, прилегающий к шайбе, пгх:; .е чего осуп1еств. 1яют продольное деформирование ( тержня на этом участке до образования с обеих сторон шайбы кольнев1)1х выступов и уве.личения диаметра участка между ними до выбора кольцевого зазора в шайбе.
4.Способ по п. 3, отличающийся тем, что нагревание участка стержня, прилегаю- п;его к П1айбе, произ.водят до 450 -600°С.
5
чИ
/5
Фмг./
12
Л . ю
J4
V
.2
Фиг.
10
Шг.
3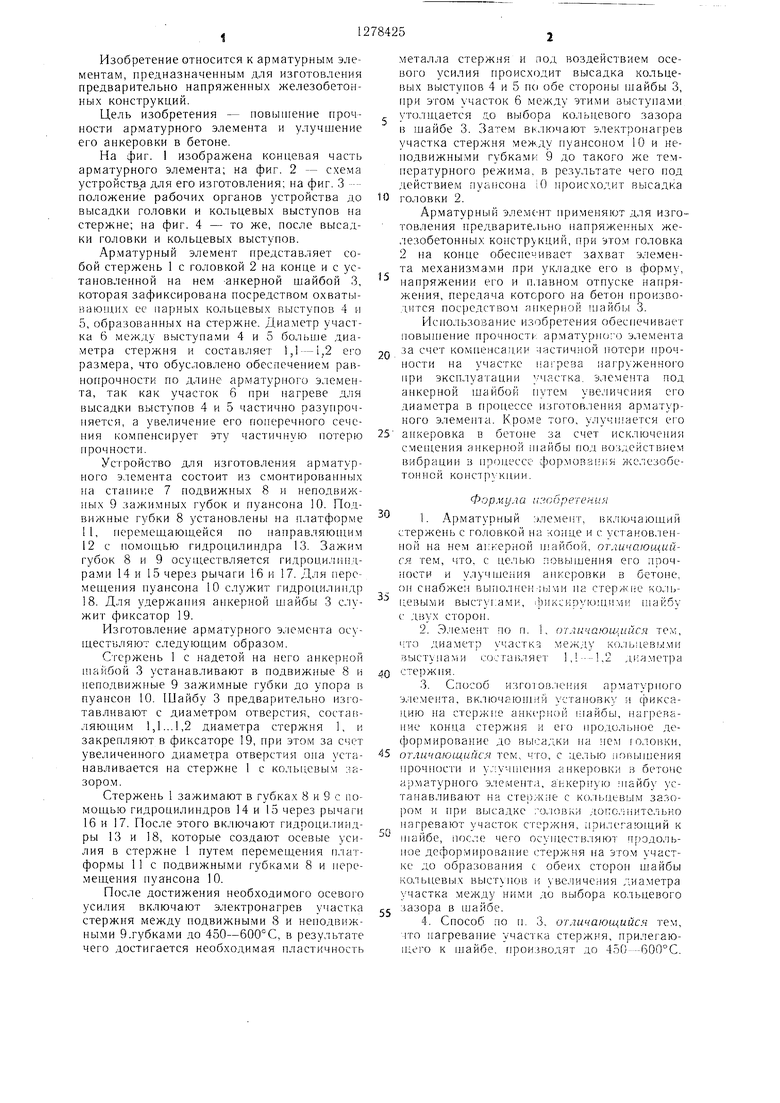
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| АНКЕР ДЛЯ ЗАКРЕПЛЕНИЯ АРМАТУРЫ | 1998 |
|
RU2150555C1 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| Способ образования анкера и устройство для его осуществления | 1990 |
|
SU1815320A1 |
Изобретение касается изготовления предварительно напряженных железобетонных конструкций. Цель изобретения состоит в повышении прочности и улучшении ан- керовки в бетоне арматурного элемента. Для этого арматурный элемент выполнен с кольцевыми выступами на стержне, фик- сируюш.ими шайбу. Способ изготовления этого арматурного элемента заключается в установке на стержень с кольцевым зазором анкерной шайбы, нагреве участка стержня прилегаюшего к шайбе до температуры 450 600°С с последующим продольным деформированием стержня на этом участке до выбора кольцевого зазора. 2 с. и 2 з.п. ф-лы, 4 ил. S ьо 00 4 ю СП
| Третьяков А | |||
| К., Рожненко М | |||
| Д | |||
| Арматурные и бетонные работы.- М.: Высшая школа, 1982, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Оборудование для заготовки и натяжения арматуры предварительно напряженных железобетонных конструкций.- М.: ЦНИИОМТП, 1977, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
