11279756
Изобретение относится к обработке металлов резанием, в частности к обработке отверстий, расположенных параллельными рядами в продо11ьном и поперечном направлениях на дета- лях больших габаритов.
Цель изобретения - повышение производительности путем исключения ручной разметки отверстий., На фиг. 1 схематически изображено устройство для обработки отверстий, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2;. на фиг. 4 - разрез- В-Б на фиг. 3; на фиг. 5-разрез на фиг. 3.
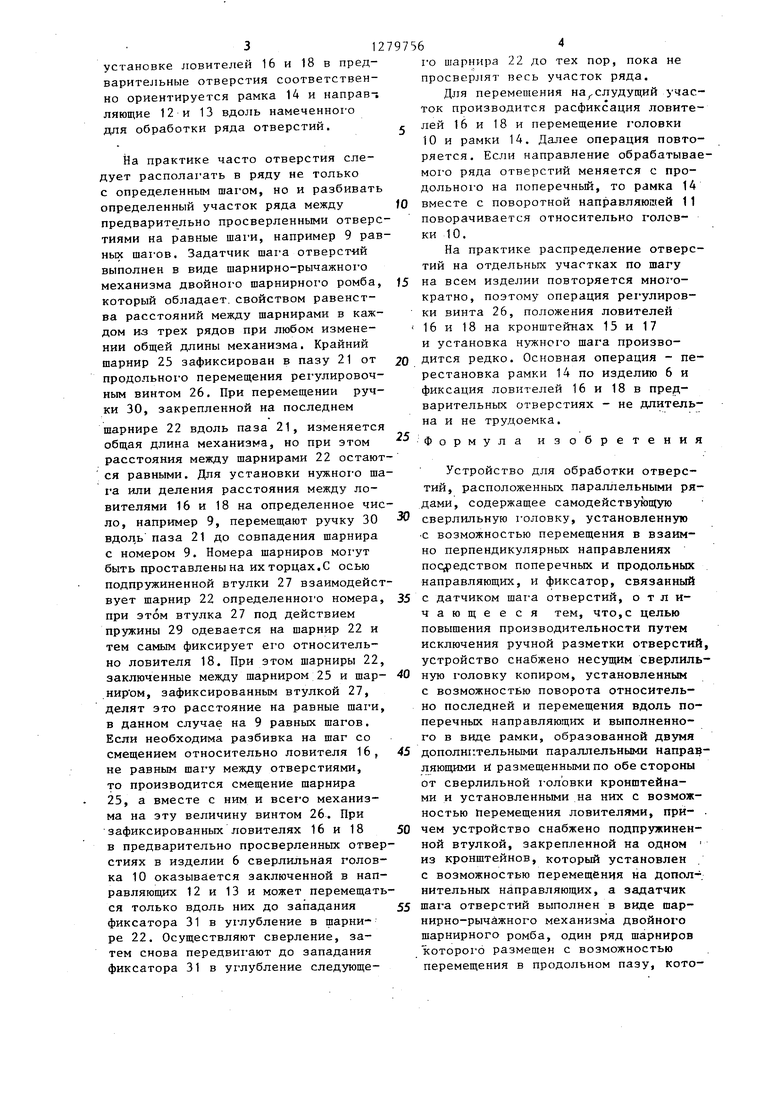
Устройство для обработки отверстий содержит продольные направляющие 1 и 2, установленные посредством кронштейнов 3 и ,4 на сборочном приспособлении 5 обрабатываемох о изделия 6. На продольных направляющих 1 и 2 посредством кареток 7 и 8 установлены поперечные направляющие 9, по которым с возможностью перемеш;е- ния с помощью копира установлена головка 10. Поворотная направляющая 11 взаимодействует с направляющими 12 и 13, а копир выполнен в .виде рамки 14. На одном из кронштейнов 15, образующем вместе с направляющими 12 и 1 рамку 14, установлен с возможностью перемещения вдоль кронштейна 15 ловитель 16, По другую сторону от сверлильной 1 оловки 10 на направляющих 12 и 13 с возможностью перемещения вдоль них, образующий также рамку 14, установлен кронштейн 17 с ловителем 18. Как и ловитель 16, ловитель 18 может перемещаться вдоль кронштейна 17,-Положение ловителей 16 и 18 на кронштейнах 15 и 17 фиксируется винтами 19 и 20. В продольном Т-образном пазу 21, выполненном в направляющей 13, установлены с возможностью перемещения шарниры 22, связанные, между собой планками 23 и шарнирами 24, образующими в совокупности шарнирно-рычажный механизм двойно1 о шарнирного ромба, осуществляющий функции задатчика шага отвертий. Шарнир 25 закреплен в пазу 21 посредством регулировочного винта 26
На кронштейне 17 установлена втулка 27 с ручкой 28, подпружиненная пружиной 29. На крайнем из шарниров 22 закреплена ручка 30. На сверлильной
головке установлены подпружиненные фиксаторы 3I.
Устройство работает следующим образом.
0
5
0
5
0
Обрабатываемое изделие 6 устанавливается в сборочном приспособлении 5, Наиболее эффективно устройство применяется для обработки изделий с отверстиями, расположенными как в продольном , так и в поперечном направлении. Продольные1 и 2 и поперечные 9 направляющие обеспечивают возможность плавнох о переме-, щения сверлильной головки 10 по двум координатам и воспринимают усилие, возникающее при свер; ении. При этом сохраняется нормальное положение оси сверла к обрабатываемой поверхности, преимущественно плоской. При вертикальном положении поперечных направляющих сверлильная i-оловка может быть раз1 ружена противовесом.
Предварительно на обрабатываемом изделии сверлятся отверстия как по продольным, так и по поперечным швам с шагом, равным расстоянию между ловителями 16 и 18. Практически это может быть пересечение продольных и поперечных рядов отверстий. Сдвигают сверлильную головку 10 в зону обработки, при этом рамка 14, связанная с 1-оловкой 10 направляющими 12 и 13 через поворотную направляю- 5 щую 11, также сдвигается. Ловители 16 и 18 могут быть выполнены в виде подпружиненных штырей диаметром, равным диаметру предварительно просверленных в изделии 6 отверстий, или же в виде подпружиненных накидных гаек, если в предварительные отверстия в изделии 6 установлены технологические ,болты, служащие для скреп- лен-ия частей изделия 6, например балок с листом. Устанавливают ловители .16 и 18 в предварительно просверленные отверстия одного из намеченных для обработки рядов отверстий.
Так как расстояние между предварительными отверстиями может быть разным,ловитель 18 выполнен с возможностью перемещения вдоль направляющих 12 и 13,, т.е. плавающим. Предварительно просверленные отверстия могут и не находиться на оси намеченного для обработки ряда отверстий. Поэтому ловители 16 и 18 заранее смещаются по 1сронщтейнам 15 и 17 и фиксируются винтами 19 и 20. При
0
5
0
5
312
установке ловителей 16 и 18 в предварительные отверстия соответственно ориентируется рамка 14 и направт ляющие 12 и 13 вдоль намеченного для обработки ряда отверстий.
На практике часто отверстия слеует располагать в ряду не только с определенным шагом, но и разбивать определенный участок ряда между предварительно просверленными отверстиями на равные шах и, например 9 равных шагов. Задатчик шага отверстий выполнен в виде шарнирно-рычажного механизма двойного шарнирного ромба, который обладает, свойством равенства расстояний между шарнирами в каждом из трех рядов при любом изменении общей длины механизма. Крайний шарнир 25 зафиксирован в пазу 21 от продольного перемещения регулировочным винтом 26. При перемещении ручки 30, закрепленной на последнем
шарнире 22 вдоль паза 21, изменяется общая длина механизма, но при этом расстояния между шарнирами 22 остают- ся равными. Для установки нужнох-о шага или деления расстояния между ловителями 16 и 18 на определенное число, например 9, перемещают ручку 30 вдодь паза 21 до совпадения шарнира с номером 9. Номера шарниров мох ут быть проставлены на их торцах.С осью подпружиненной втулки 27 взаимодействует шарнир 22 определеннот о номера, при этом втулка 27 под действием пружины 29 одевается на шарнир 22 и тем самым фиксирует ei o относительно ловителя 18. При этом шарниры 22, заключенные между шарниром 25 и шар- нир ом, зафиксированным втулкой 27, делят это расстояние на равные шаги, в данном случае на 9 равных шагов. Если необходима разбивка на шаг со смещением относительно ловителя 16, не равным шагу между отверстиями, то производится смещение шарнира 25, а вместе с ним и всего механизма на эту величину винтом 26. При зафиксированных ловителях 16 и 18 в предварительно просверленньк отверстиях в изделии 6 сверлильная головка 10 оказыва:ется заключенной в направляющих 12 и 13 и может перемещаться только вдоль них до западания фиксатора 31 в углубление в шарнире 22. Осуществляют сверление, затем снова передвих ают до западания фиксатора 31 в углубление следующе97564
го шарнира 22 до тех пор, пока не просверлят тзесь участок ряда.
Для перемещения на слудущий участок производится расфиксация ловитес лей 16 и 18 и перемещение головки 10 и рамки 14. Далее операция повторяется. Если направление обрабатываемого ряда отверстий меняется с про- дольнох о на поперечньй, то рамка 14
W вместе с поворотной направляющей 11 поворачивается относительно головки 10.
На практике распределение отверстий на отдельных участках по шагу
15 на всем изделии повторяется многократно, поэтому операция регулировки винта 26, положения ловителей 16 и 18 на кронштейнах 15 и 17 и установка нужного шага произво0 дится редко. Основная операция - перестановка рамки 14 по изделию 6 и фиксация ловителей 16 и 18 в предварительных отверстиях - не длительна и не трудоемка.
25
Формула изобретения
Устройство для обработки отверстий, расположенных параллельными рядами, содержащее самодействующую
сверлильную головку, установленную с возможностью перемещения в взаимно перпендикулярных направлениях посредством поперечных и продольных направляющих, и фиксатор, связанный
с датчиком шага отверстий, о т л и- чающееся тем, что,с целью повышения производительности путем исключения ручной разметки отверстий, устройство снабжено несущим сверлильную головку копиром, установленным с возможностью поворота относительно последней и перемещения вдоль поперечных направляющих и выполненного в виде рамки, образованной двумя
дополнптельньпми параллельными направляющими и размещенными по обе стороны от сверлильной головки кронштейнами и установленными на них с возможностью Перемещения ловителями, при-
чем устройство снабжено подпружиненной втулкой, закрепленной на одном из кронштейнов, который установлен с возможностью перемещения на допол-, нительных направляющих, а задатчик
шага отверстий выполнен в виде шарнирно-рычажного механизма двойного шарнирного ромба, один ряд шарниров которого размещен с возможностью перемещения в продольном пазу, который выполнен на одной из дополнительных направляющих, и взаимодействия с втулкой кронштейна, при этом крайний шарнир упомянуто1 о ряда жестко связан с введенным в устройство вин- том, размещенным в пазу дополнительной направляющей, а сверлильная головка установлена с возможностью перемещения на второй дополнительной направляющей и взаимодействия с шарнирами упомянутого ряда посредством фиксатора который закреплен на головке.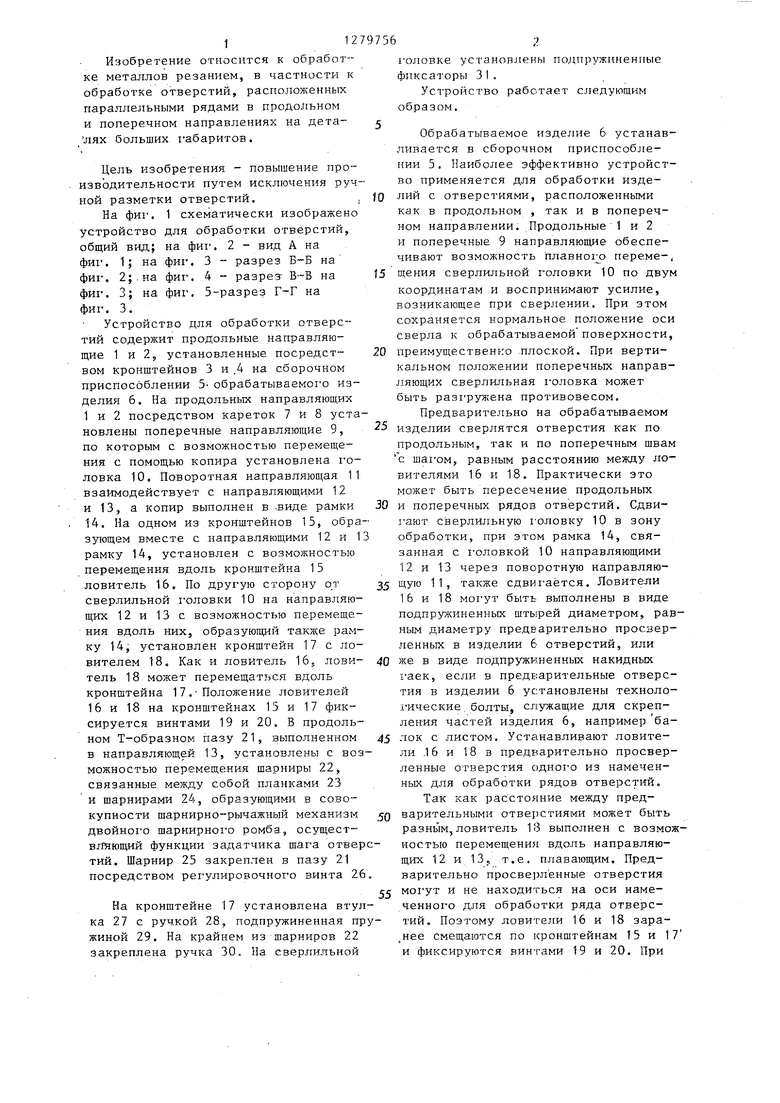
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
| Станок для сверления отверстий в накладках тормозных колодок автомобиля | 1991 |
|
SU1814591A3 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| Переносной сверлильный станок | 1984 |
|
SU1234061A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Сверлильно-клепальный автомат | 1990 |
|
SU1779459A1 |
| ПОЧВОИЗМЕЛЬЧИТЕЛЕПОСАДОЧНЫЙ АГРЕГАТ И.Г.МУХИНА | 1997 |
|
RU2121251C1 |
| Радиально-сверлильный станок | 1982 |
|
SU1036468A1 |

Изобретение относится к области обработки металлов резание:м, в частности касается обработки отверстий,расположенных параллельными рядами в продольном и поперечном направлениях на деталях больших габаритов. Целью изобретения является повьшение производительности путем исключения ручной разметки отверстий. Устройство содержит самодействующую сверлильную I o- ловку 10, перемещающуюся во взаимно перпендикулярных направлениях на ; продольных и поперечных направляющих Головка размещена на копире, установленном с возможностью поворота относительно последней, перемещающегося по поперечным направляющим Ё: V V / / Фы. и выполненного в виде рамки 14, образованной двумя дополнительными параллельными направляющими 12 и 13 и кронштейнами 15 и 17 с перемещающимися вдоль них ловителями 16 и 18. . Кронштейн снабжен подпружиненной . втулкой и перемещается по направляющим 12 и 13. Задатчик шага отверстий выполнен в виде шарнирно-рычаж- Hoi o механизма двойного шарнирного ромба, один рад шарниров 22 которого установлен с возможностью перемещения в продольном пазу направляющей 13. Крайний шарнир 25 связан с размещенньм в пазу винтом 26. При перемещении ручки 30, закрепленной на крайнем шарнире 22 с другой стороны механизма, изменяется общая длина механизма,а расстояния между шарнирами 22 при этом остаются равными. Шарнир 22 взаимодействует с втулкой кронштейна 17, фиксируя . механизм относительно ловителя 18. На головке 10 закреплен фиксатор 31, взаимодействующий с шарнирами 22 при ее перемещении по направляющей 12. 5 ил. а г ю со СП Од
ВидА
гг
Щ 23 24-
р
Ч S i
1 ь d Уь
й Ш ,, Pi i
у / ///
п
Фиг. 32
.
J2
Фиг.5 . .
Составитель Г.Сиротовская Редакто15 Э.Слиган Техред Л.Сердюкова Корректор А.Обручар
Заказ .7000/11 .Тираж 1001Подписное.
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская неб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для обработки отверстий | 1978 |
|
SU804230A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
