Изобретение .относится к производству сварочных материалов, а именно к оборудованию для изготовления сварочных электродов.
Цель изобретения - упрощение кон струкдии линии путем исключения промежуточных транспортных средств.
На фиг,1 схематически изображена линия изготовления электродов, общая компановка; на фиг,2 - сечение А-А на фиг,1, конструкция натяжного отрезного устройства; на фиг,3 - разре
захвате 15, и получают рабочее движение для отрезки электрода от неподвижного копира 12 через ролик 17. Линия работает следующим образом. Проволока 1 из магазина 2 поступает в устройство 3 для правки проволоки и через подаюгдие ролики 4 со скоростью подается в обмазочлую го- ловку 6 обмазочного пресса 5,В обмазочной головке 6 осуществляется покрытие проволоки обмазочной массой концентричным слоем. Обмазочная масса в виде брикетов 25 подается из
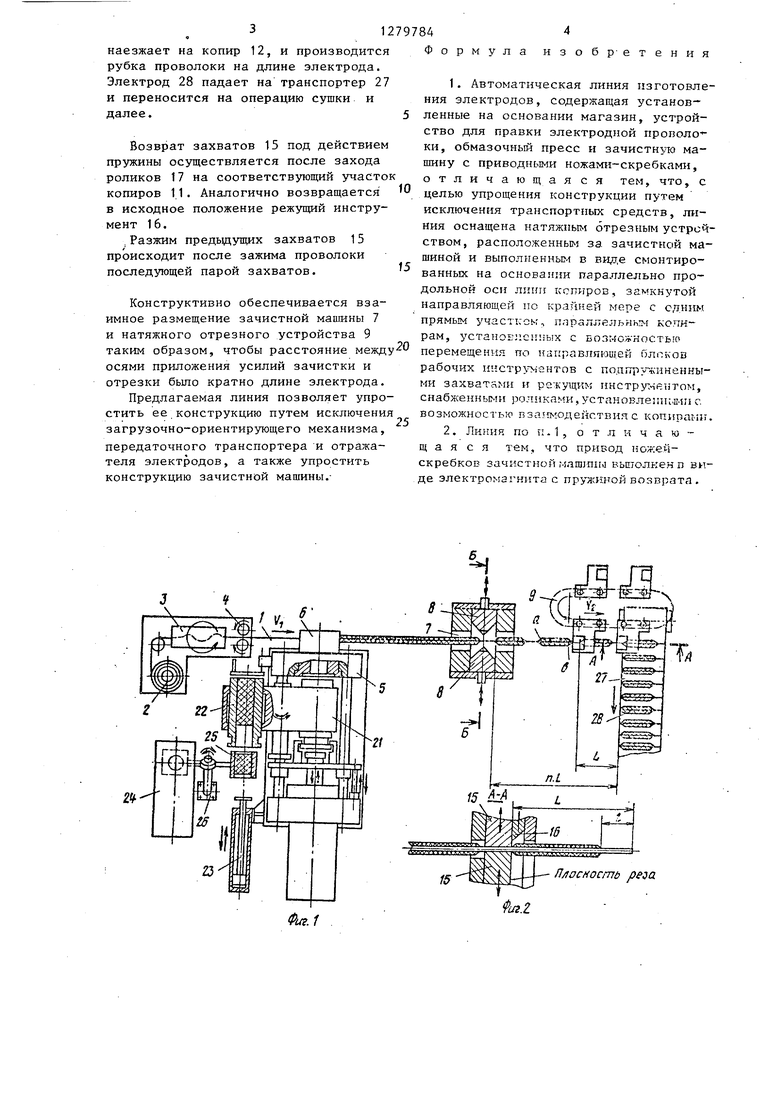
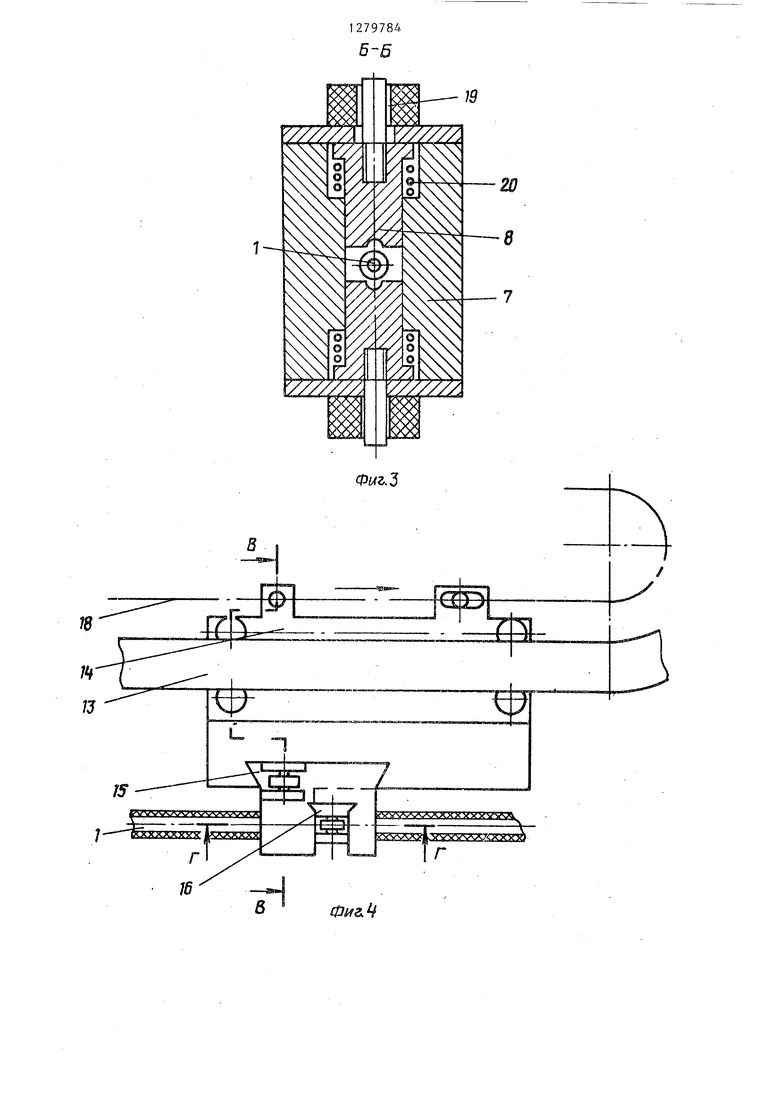
Б-Б на фиг. 1 , натяжное отрезное устройство в плане; на фиг.4 - блок рабочихj брикетированного пресса 24 манипуля- инструментов в плане; на фиг,5 - разрез В-В на фиг,4, блок рабочих инструментов во взаимодействии с направляющей И копирами; на фиг.6 - разрез Г-Г на фиг,4, взаимодействие зажимных2Q и режущего элементов с копирами.
Автоматическая линия для изготовления электродов из непрерывно протягиваемой проволоки 1 содержит смонтированные на основании в технологичес-25 Родная проволока 1, покрытая обмазоч- кой последовательности магазин 2, устройство 3 для проверки проволоки 1, подающие ролики 4, обмазочный пресс 5 с обмазочной головкой 6, затором 26 на ось дилиндра 22 поворотной траверсы 21, Толкателем 23 брикет 25 досыпается в цилиндр 22, При наборе необходимого количества брикетов траверса 21 поворачивается, устанавливая цилиндры 22 на ось прессования, после чего рабочим цилиндром пресса 5 обмазочная масса вьщавлива-ется в обмазочную головку 6, Электной массой, выходящая из обмазочной
головки 6, попадает в зачистную машину 7, которая работает с периодичностью, равной времени по перемещению
35
чистну о машину 7 с приводными ножами-зо проволоки на длину электрода Z, Зачи- скребками 8, натяжное отрезное устройство 9, установленное за зачи- стной машиной 7. Натяжное отрезное устройство 9 выполнено в виде установленных на основании параллельно продольной оси линии копиров 10 - 12 и замкнутой направляющей 13 по край-- ней мере с одним прямым участком, параллельным копирам, блоков 14 рабочих инструментов с подпружиненными отно- Q сительно корпуса захватами 15 и режущим инструментом 16, Захваты 15 и режущий инструмент 16 оснащены роликами 17, Блоки 14.рабочих инструментов смонтированы на замкнутой направляю- щей 13 с возможностью перемещения от привода 18,
Ножи-скребки 8 зачисткой машины 7 приводятся в действие электромагнитом 19 и подпружинены относительно корпу-. са машины 7 пружинами 20, Обмазочньй пресс 5 оснащен поворотной траверсой
о
21 с цилиндрами 22, толкателем 23 и брикетировочным прессом 24 для брикетов 25 с манипулятором 26.
Линия также оснащена транспортером 27 для готовых электродов 28. Режущие инструменты 16 блоков 14 размещены в пазу, который выполнен в верхнем
55
стной инструмент - ножи-скребки 8 - подходят к протягиваемой пговолоке с двух сторон под действием электромагнитов 19 и по мере прохождения проволоки снимают обмазку с участка, соответствующего длине Е оголенного конца готового электрода. При этом инструмент, входя в слой обмазки, образует заднюю фаску а электрода, а выходя - переднюю фаску Ъ, Возврат инструмента 8 происходит после отключения электромагнитов.19 под действием пружин 20,
На следьтащем этапе от бесконечной проволоки отрезается готовый электрод.
Эта операция осуществляется натяж- нь1м отрезным устройством 9, которое выполняет функции постоянного натяжения - протягивания проволоки со скоростью - скорости вращения роликов 4 и порезки электродов.
Лериодически каждый блок 14 своими захватами 15 зажимает проволоку на очищенном от обмазки участке проволоки. Зажим осуществляется при на .езде роликов 17 захватов 15 на соот- в етствующие участки неподвижных копиров 11, В определенный момент режущий инструмент 16 сво:-1м роликом 17
захвате 15, и получают рабочее движение для отрезки электрода от неподвижного копира 12 через ролик 17. Линия работает следующим образом. Проволока 1 из магазина 2 поступает в устройство 3 для правки проволоки и через подаюгдие ролики 4 со скоростью подается в обмазочлую го- ловку 6 обмазочного пресса 5,В обмазочной головке 6 осуществляется покрытие проволоки обмазочной массой концентричным слоем. Обмазочная масса в виде брикетов 25 подается из
брикетированного пресса 24 манипуля-
брикетированного пресса 24 манипуля-
Родная проволока 1, покрытая обмазоч-
тором 26 на ось дилиндра 22 поворотной траверсы 21, Толкателем 23 брикет 25 досыпается в цилиндр 22, При наборе необходимого количества брикетов траверса 21 поворачивается, устанавливая цилиндры 22 на ось прессования, после чего рабочим цилиндром пресса 5 обмазочная масса вьщавлива-- ется в обмазочную головку 6, ЭлектРодная проволока 1, покрытая обмазоч
ной массой, выходящая из обмазочной
Родная проволока 1, покрытая обмазоч-
головки 6, попадает в зачистную машину 7, которая работает с периодичностью, равной времени по перемещению
проволоки на длину электрода Z, Зачи-
стной инструмент - ножи-скребки 8 - подходят к протягиваемой пговолоке с двух сторон под действием электромагнитов 19 и по мере прохождения проволоки снимают обмазку с участка, соответствующего длине Е оголенного конца готового электрода. При этом инструмент, входя в слой обмазки, образует заднюю фаску а электрода, а выходя - переднюю фаску Ъ, Возврат инструмента 8 происходит после отключения электромагнитов.19 под действием пружин 20,
На следьтащем этапе от бесконечной проволоки отрезается готовый электрод.
Эта операция осуществляется натяж- нь1м отрезным устройством 9, которое выполняет функции постоянного натяжения - протягивания проволоки со скоростью - скорости вращения роликов 4 и порезки электродов.
Лериодически каждый блок 14 своими захватами 15 зажимает проволоку на очищенном от обмазки участке проволоки. Зажим осуществляется при на .езде роликов 17 захватов 15 на соот- в етствующие участки неподвижных копиров 11, В определенный момент режущий инструмент 16 сво:-1м роликом 17
наезжает на копир 12, и производится рубка проволоки на длине электрода. Электрод 28 падает на транспортер 27 и переносится на операцию сушки и далее.
Возврат захватов 15 под действием пружины осуществляется после захода роликов 17 на соответствующий участок копиров 11. Аналогично возвращается в исходное положение режущий инструмент 16.
Разжим предыдущих захватов 15 происходит после зажима проволоки последующей парой захватов.
Конструктивно обеспечивается взаимное размещение зачистной машины 7 и натяжного отрезного устройства 9 таким образом, чтобы расстояние между осями приложения усилий зачистки и отрезки было кратно длине электрода.
Предлагаемая линия позволяет упростить ее конструкцию путем исключения загрузочно-ориентирующего механизма, передаточного транспортера и отражателя электродов, а также упростить конструкцию зачистной машины.
рмула
4
и 3 о б
р- е т е н и я
0
1. Автоматическая линия изготовления электродов, содержащая установленные на основании магазин, устройство для правки электродной провело- ки, обмазочный пресс и зачистнута машину с приводными ножами-скребками, отличающая ся тем, что, с
5
целью упрощения конструкции путем исключения транспортных средств, линия оснащена натяжным отрезньгм устройством, расположенным за зачистной машиной и выполненным в виде смонтированных на основании параллельно продольной оси пиип копиров, замкнутой направляющей по icpafiHevi fepe с сдним прямым участком, плраллельнь м кояи- рам, устаноЕлснных с Бозможностьт перемещения по направляющей блоков рабочих HHCTp ieHTOB с подпружиненными захватами и режущим инстру еьтом, снабженньми роликами,установлениммис возможностьк Бза5Я Одействия с Koniinai Ur.
2. Линия по п.1, отличающаяся тем, что привод ножей- скребков зачистной машгапо вьатолненп виде электромагнита с пружиной возврата .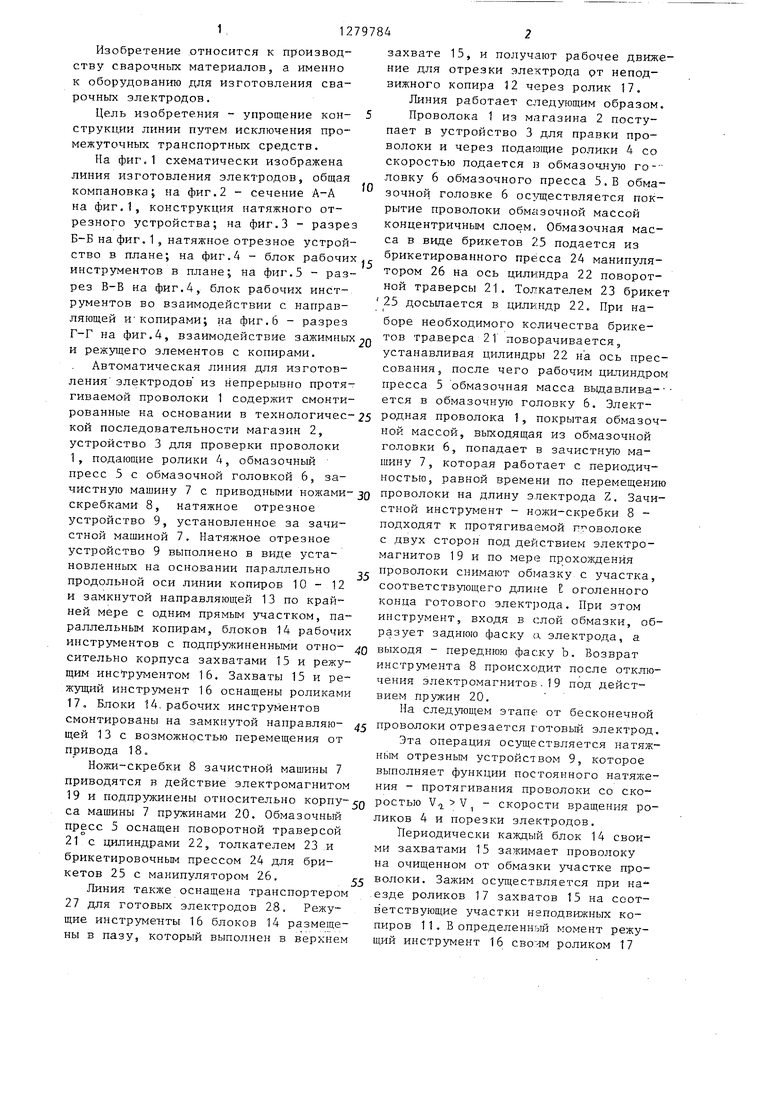
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки электродов | 1983 |
|
SU1088905A1 |
| Способ изготовления сварочных электродов и автоматическая линия для его осуществления | 1991 |
|
SU1815089A1 |
| Горизонтальный пресс для изготовления электродов | 1983 |
|
SU1109300A1 |
| Устройство для нанесения электродного покрытия на сварочные стержни | 1983 |
|
SU1136913A1 |
| Автоматическая линия изготовления электродов | 1976 |
|
SU740453A1 |
| Устройство для резки криволинейных листовых деталей | 1988 |
|
SU1579656A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СВАРОЧНЫЕ ЭЛЕКТРОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193076C2 |
| Машина для изготовления обмазанных электродов из непрерывной проволоки | 1949 |
|
SU82001A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1996 |
|
RU2104851C1 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
Изобретение относится к области производства сварочных материалов, а именно к оборудованию для изготовления электродов. Целью изобретения является упрощение конструкции путем исключения транспортных средств ли нии. Линия снабжена натяжным отрезным устройством, расположенным после за- чистной машины. Отрезное устройство имеет блок 14 рабочих инструментов в виде захватов 15 и режущего инструмента 16, которые своими роликами 17 взаимодействуют с копирами 11 и 12. Проволока 1 протягивается через обмазочную головку обмазочного пресса и при прохождении натяжного отрезного устройства во время наезда захватов 15 с роликами 17 на копир 11 осуществляется ее захват, а в дальнейшем, при наезде роликов 17 режущего инструмента 16 на копир 12 - отрезка требуемой длины. 1 з.п. ф-ы, б ил. i СЛ // « Г7./ //)/// ///////////////////////////////////////// ,,,.,..,.,,...,.,,.......... а W/7// / ///////////////// /7/п.- / (риг. в г-г // Г7./ /////////////////////////////// .,,.......... 1с со 00 4 /п.- / (риг. в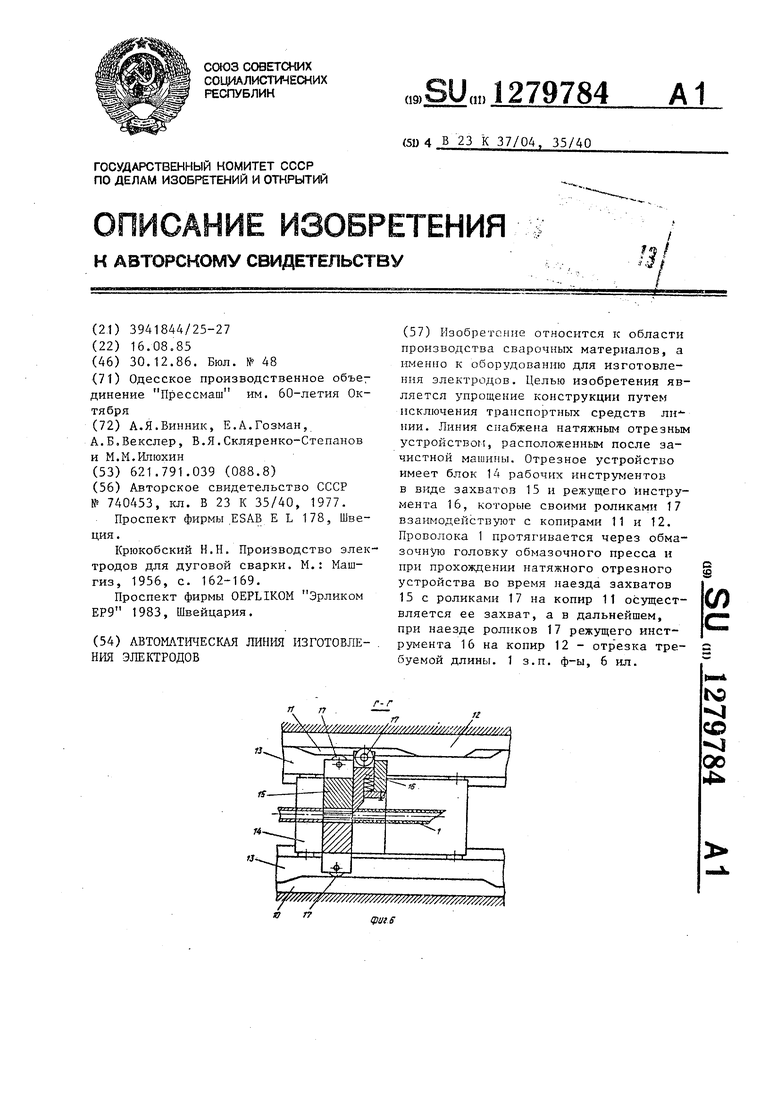
Фиг.1
n/iocHocmb peso.
1279784
5-6
7Фмг.
Ю
Г4
24
7ff (риг.5
Редактор Э.Слиган
Составитель Е.Васильев
Техред Л.Сердюкова Корректор Л.ПаТай
Заказ 7001/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, Д
| Автоматическая линия изготовления электродов | 1976 |
|
SU740453A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Крюкобский Н.Н, Производство электродов для дуговой сварки | |||
| М.: Маш- гиз, 1956, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
