Изобретение относится к оборудованию для сварки, в .частности для сборки и сварки крупногабаритных металлических изделий, преимущественно рам сельскохозяйственных машин и тракторов.
Цель изобретения - повышение производительности за счет уменьшения времени транспортирования в межоперационный период.
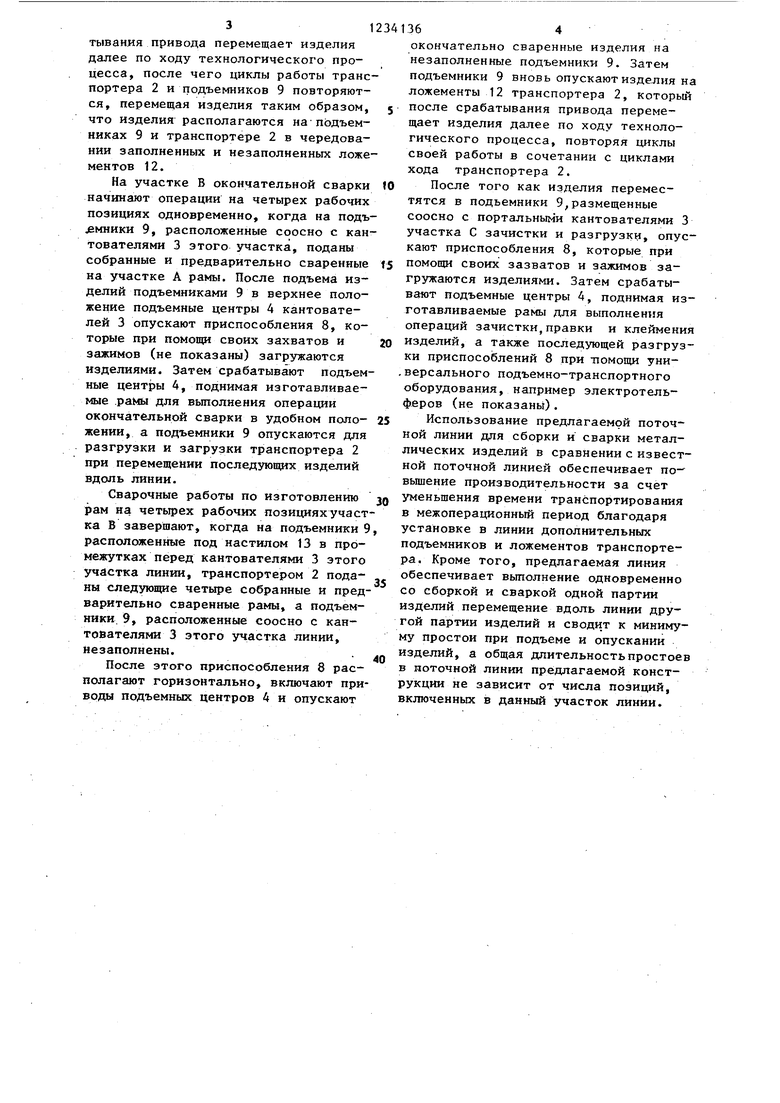
На Фиг. 1 показана поточная линия для сборки и сварки металлических рам зерноуборочного комбайна, вид сбоку; на фиг. 2 разрез А-А на фиг.1
Поточная линия для сборки и сварки рам зерноуборочного комбайна разделяется на участки: А - участок сборки и предварительной сварки, состоящий из двух рабочих позиций; В - участок окончательной сварки, состоящий из четьфех рабочих позиций; С - участок зачистки и разгрузки, состоящий из двух рабочих позиций.
Линия содержит смонтированные на основании 1 и объединенные приводным транспортером 2 портальные кантователи 3 с подъемными центрами 4, (захватными приспособлениями), установ- ленные по ходу технологического процесса с равным шагом и снабженные на участке А сборки и предварительной сварки приспособлениями-спутниками 5 с опорами 6 и прижимами 7, а на учасках В окончательной сварки и С зачистки и разгрузки - приспособлениями 8 с соответствующими захватами и зажимами (не показаны). На основа- йии 1 ниже подъемных центров 4 установлены одинаковые подъемники 9 с расстоянием от одного до другого вдвое меньшим, чем шаг расстановки кантователей 3. Транспортер 2 содержит направляющие 10, смонтированные на кантователях 3, и спаренные балки 11, снабженные одинаковь1ми группами ложементов t2 и установленные в направляющих 10 с возможностью возвратно-поступательного перемещения от привода (не показан). Ложементы 12 смонтированы на балках 11 с шагом, равяьв4 шагу расстановки подъемников 9 на основании 1. Вьш1е транспортера 2 вдоль линии смонтирован настил 13, предназначенный для размещения операторов Линии сварочного и другого оборудования (не показано). Поточная линия снабжена также аппаратурой управления (не показана), позволяющей JB определенной последовательности
автоматически включать подъемники 9 и транспортер 2 в зависимости от положения подъемных центров 4, приспособлений-спутников 5 и 8, кантователей 3 и сигналов о завершении операторами операций, предусмотренных технологическим процессом линий.
Работа поточной линии для сборки и сварки рам осуществляется следующим
образом.
На участке А сборки и предварительной сварки одновременно на двух рабочих позициях операторы производят сборку деталей двух рам, устанавливая их на опоры 6 приспособлений- спутников 5, и закрепляют прижимами 7 Затем производят прихватку и предварительную сварку двух изделий одновременно, включая по мере необходимости приводы (не показаны) кантователей 3 и поворачивая в подъемных центрах 4 приспособления-спутники 5 в удобное для сварки положение.
После окончания операции предва-
рительной сварки на участке А приспособления-спутники 5 устанавливают горизонтально таким образом, чтобы его опоры 6 были обращены в сторону транспортера 2. Затем включают приводы
(на фиг. не показаны) подъемных центров 4, опускают приспособления-Спутники 5 вниз с тем,- чтобы изделие уложилось на поддъемник 9, находящийся в верхнем рабочем положении, а затем отключают прижимь 7 и поднимают приспособления-спутники 5 в исходное положение.
Поели разгрузки каждое приспособление-спутник 5 поворачивают в поворотных центрах 4 кантователей 3 в удобное положение и повторяют указанные приемы по сборке и предварительной сварке следующих двух рам.
Одновременно с выполнением операций по сборке и предварительной сварке последующих изделий на участке А изготовленные рамы перемещаются подъемниками 9 вниз и укладываются в ложементы 12, размещенные на брусьях 11 транспортера 2, который под действием привода перемещает изделия на один шаг. После этого перемещения включаются подъемники 9 и при своем ходе вверх снимают изделия с ложементов 12 транспортера 2, который после разгрузки возвращается в исходное положение . Затем подъемники 9 вновь опускают изделия на ложементы 12 транспортера 2, который после сраба
31
тывания привода перемещает изделия далее по ходу технологического процесса, после чего циклы работы транспортера 2 и подъемников 9 повторяются, перемещая изделия таким образом, что изделия располагаются на подъемниках 9 и транспортере 2 в чередовании заполненных и незаполненных ложементов 12.
На участке В окончательной сварки начинают операции на четырех рабочих позициях одновременно, когда на подъ- Jeмники 9, расположенные соосно с кантователями 3 этого участка, поданы собранные и предварительно сваренные на участке А рамы. После подъема изделий подъемниками 9 в верхнее положение подъемные центры 4 кантователей 3 опускают приспособления 8, которые при помощи своих захватов и зажимов (не показаны) загружаются изделиями. Затем срабатывают подъемные центры 4, поднимая изготавливаемые .рамы для выполнения операции окончательной сварки в удобном поло- жении, а подъемники 9 опускаются для разгрузки и загрузки транспортера 2 при перемещении последующих изделий вдоль линии.
Сварочные работы по изготовлению рам на четырех рабочих позициях участка В завершают, когда на подъемники 9 расположенные под настилом 13 в промежутках перед кантователями 3 этого участка линии, транспортером 2 пода- ны следующие четыре собранные и предварительно сваренные рамы, а подъемники 9, расположенные соосно с кантователями 3 этого участка линии, незаполнены..
После этого приспособления 8 располагают горизонтально, включают приводы подъемных центров 4 и опускают
5
0
4
5
0 5
Q
0
1364
окончательно сваренные изделия на незаполненные подъемники 9. Затем подъемники 9 вновь опускают изделия на ложементы 12 транспортера 2, который после срабатывания привода перемещает изделия далее по ходу технологического процесса, повторяя циклы своей работы в сочетании с циклами хода транспортера 2.
После того как изделия переместятся в подъемники 9,размещенные соосно с портальными кантователями 3 участка С зачистки и разгрузки, опускают приспособления 8, которые при помощи своих зазватов и зажимов загружаются изделиями. Затем срабатывают подъемные центры 4, поднимая изготавливаемые рамы для выполнения операций зачистки,правки и клеймения изделий, а также последующей разгрузки приспособлений 8 при тюмощи уни.версального подъемно-транспортного оборудования, например электротельферов (не показаны).
Использование предлагаемой поточной линии для сборки и сварки металлических изделий в сравнении с известной поточной линией обеспечивает по- вьшение производительности за счет уменьшения времени транспортирования в межоперационный период благодаря установке в линии дополнительных подъемников и ложементов транспортера. Кроме того, предлагаемая линия обеспечивает выполнение одновременно со сборкой и сваркой одной партии изделий перемещение вдоль линии другой партии изделий и сводит к минимуму простои при подъеме и опускании изделий, а общая длительность простоев в поточной линии предлагаемой конструкции не зависит от числа позиций, включенных в данный участок линии.
2 3 11
(pui. i
Составитель Т. Ковбас Редактор М.Недолуженко Техред И.Гайдош Корректор А. Обручар
Заказ 2936/16 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |

| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Владзиевский А.П | |||
| Автоматические линии в машиностроении | |||
| М.: Машгиз, 1938, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
