агрегатом 1 для изготовления гладких спи-, ралыношовных труб и дополнительные потоки 8 и 9, расположенные оппозитно основному потоку 3 с формовочно-свароч- ными станами 4 и 5 для изготовления спи- ральношовных труб с .ребрами жесткости, выполненными в виде рабочих и опорных поверхностей спиралей шнека правой и левой навивок. Трубы режутся на заготовки, равные длинам соответствующих участков шнека, и подаются на оборудование последующих
технологических потоков 10 и 11 с помощью скатов-накопителей 12 и перегружателей 13. Оснащение скатов-накопителей 12 дополнительных потоков 8 и 9 опорными направляющими, установленными между собой на расстоянии, равном шагу винтовой линии изготавливаемого шнека, и параллельными основному потоку 3, обеспечивает требуемое кратчайшее перемещение между оборудованием, смещенным поперек и вдоль продольной оси. 1 з.п.ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки изделий | 1985 |
|
SU1279787A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов | 1977 |
|
SU763054A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Способ изготовления сварных шнеков | 1980 |
|
SU903040A1 |
| Способ производства спиральношовных труб | 1977 |
|
SU1331600A1 |
Изобретение относится к области сельскохозяйственного машиностроения, а именно к конструкции поточной линии для сборки и сварки шнеков зерноуборочных комбайнов, состоящих из сварных спираль- ношовных труб. Цель изобретения - повышение производительности путем обеспечения одновременного перемещения собираемых элементов поперек и вдоль продольной оси линии. Поточная линия содержит основной технологический поток 3 с сл С i4 i сл СП 00
Изобретение относится к сельскохозяйственному машиностроению, а именно к конструкции поточной линии для сборки и сварки изделий, преимущественно шнеков зерноуборочных комбайнов, состоящих из сварных труб.
Цель изобретения - повышение производительности.
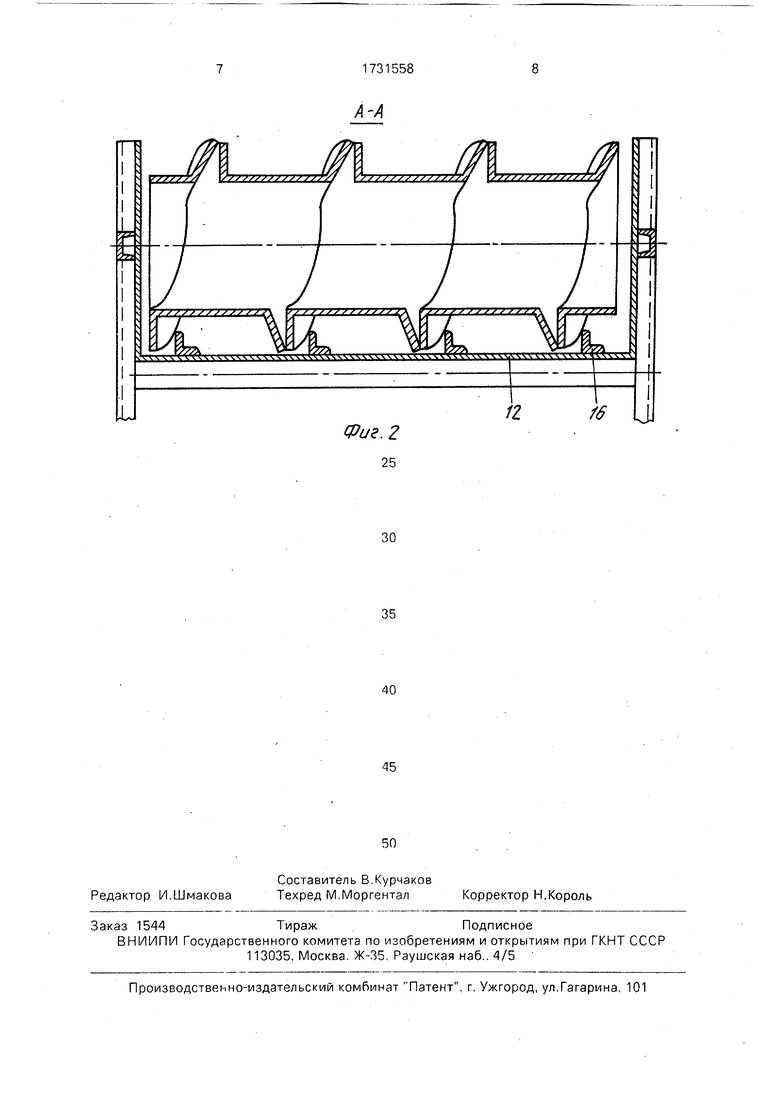
На фиг. 1 показана поточная линия для сборки и сварки шнеков зерноуборочных комбайнов, вид сверху: на фиг. 2 - сечение А-А на фиг. 1.
Поточная линия содержит агрегат 1 для изготовления гладких спиральношовных труб, плазменную горелку 2 для резки труб- заготовок, оборудование, образующее основной технологический поток 3 изготовления центральной части шнека, формовоч- но-сварочные станы 4 и 5 для изготовления спиральношовных труб с ребром жесткости, снабженные устройствами 6 и 7 для резки этих труб на заготовки, оборудование, образующее потоки 8 и 9 изготовления крайних участков шнеков, поток 10 сборки и сварки центральной и крайних частей с наружными дисками, образованный слиянием потоков 3, 8 и 9 и переходящий в поток 11 окончательной сборки шнеков с подвижной осью и пальцевым механизмом, и средства межоперационного транспортирования в виде скатов-накопителей 12 и перегружающих устройств 13 различных конструкций. Технологический поток 3 изготовления центральной части шнека расположен на оси поточной линии и образуется из последовательно соединенных средствами 12 и 13 и межоперационного транспортирования установок 14 для пробивки отверстий и машин 15 для контактной точечной сварки накладок. Технологические потоки 8 и 9 изготовления крайних участков шнеков расположены оппозитно к основному потоку 3 и
содержат последовательно соединенные скаты-накопители 12 с опорными направляющими 16, установленными между собой на расстоянии, равном шагу винтовой линии
изготавливаемого шнека, и параллельными оси основного потока 3, установки 17 для запрессовки внутренних дисков и перегружающие устройства 3. Технологический поток 10 сборки и сварки гладких спиральношовных центральных частей с крайними спиральношовными участками, имеющими ребра жесткости в виде рабочих и опорных поверхностей спиралей шнека правой и левой навивок с наружными дисками, состоит
из установки 18 для сборки, установки 19 для сварки шнеков, перегружателя 13 и ската-накопителя 12. Технологический поток 11 окончательной сборки шнеков образуют последовательно соединенные с установкой
20 для сборки подвижной оси и установками 21 для сборки в трубе шнекя пальцевого механизма перегружающие устройства 13 и скаты-накопители 12 готовых изделий.
Изготовление шнеков на предполагаемой поточной линии осуществляется следующим образом,
Из стальной лен гы на агрегате 1 формируют и сваривают токами высокой частоты гладкую спиральношовную трубу необходимого диаметра, которую с помощью плазменной горелки 2 разрезают на трубы- заготовки, равные длине центральной части шнека. Эти заготовки при помощи перегружателя 13 поступают в скат-накопитель 12,
Одновременно из стальных рулонных полос на станах 4 и 5 формуют спиральношовные трубы с ребрами жесткости в виде рабочих и опорных поверхностей спиралей шнека правой и левой навивок с их последующей
калибровкой сближением спиралей и сваркой токами высокой частоты, которые с помощью устройств 6 и 7 для резки разрезают
на заготовки, равные длинам правого и левого крайних участков шнека, и с помощью перегружателей 13 передают на скаты-накопители 12. При таком методе транспортировки используются конструктивные особенности спиральных участков шнека самостоятельно перекатываться по кратчайшему расстоянию на последующую технологическую позицию. Далее крайние участки шнеков поступают в установки 17 для запрессовки внутренних дисков и с помощью перегружателей 13 подаются на очередные скаты-накопители 12, Центральные части шнеков из накопителя 12 подаются на установки 14, где в них пробивают отверстия, после чего на машинах 15 для контактной точечной сварки привариваются усилительные накладки. Готовая центральная часть шнека поступает в накопитель 12. Крайние правой и левый участки с центральной частью подаются в установку 18, где происходит их сборка с наружными дисками и прихватка, а в установке 19 - окончательная сварка шнека. На участок 11 заключительной сборки сваренные шнеки поступают со ската-накопителя 12, где на установке 20 в шнеке размещают подвижную ось, а на установках 21 - пальцевый механизм. Далее узлы трения шприцуются солидолом и шнеки зерноуборочных комбайнов перегружаются на скаты-накопители 12 готовых изделий.
Поточная линия позволяет осуществлять одновременное перемещение элементов собираемого шнека как в продольном, так и в поперечном направлениях, сокра5
0
5
0
5
щая при этом время на транспортировку, оптимизирует направления технологических потоков, что приводит к повышению производительности.
Формула изобретения
20
| Кнышев А.В и др Межоперационная передача и накопление изделий в комплексно-механизированных линиях | |||
| - Тракторы и сельскохозяйственные машины, 1986 | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Поточная линия для сборки и сварки изделий | 1985 |
|
SU1279787A1 |
