Изобретение относится к машиностроению и может быть использовано на всех машиностроительных заводах, применяющих автоматическую сборку.
Целью изобретения является повы- шение надежности установки крепежных деталей.
Указанная цель достигается путем исключения перекашивания и выпаданий крепежных деталей.
На фиг. 1 схематически изображен механизм, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Механизм представляет собой головку, состоящую из корпуса 1 и имею щую возможность перемещаться вдоль оси установки крепежной детали опорной плиты 2, служащей упором при подлсиме прижимом 3 расположенных в направляющих 4 и 5 передней 6 и задней 7 губок во время установки крепежной детали 8 в собираемые детали 9 и 10. Губки 6 и 7, образующие в сомкнутом состоянии направляющее отверстие 1 1 для стержня крепежной детали 8, имеют возможность nepei e- щаться фиксатором 12 по направляющим 4 и 5 в плоскости, перпендикулярной оси установки, а в исходное положение они возвращаются под воздействие пружин 13 и 14. Для установки крепежной детали 8 в отверстия 15 и 16 собираемых деталей 9 и 10 имеются толкатель 17 и наклонное отверстие - питатель 16, по которому подается крепежная деталь. Для удержания крепелсной детали до установки в отверстия 15 и 16 в губках имеются подпружиненные упоры 19.
Механизм работает следующим образом.
После подачи собираемых деталей 9 и 10 в зону сборки, а крепежной детали 8 по отверстию-питателю I8 на подпружиненные упоры 19 опорная плита 2 специальным механизмом, например клином, вместе с установочны- . ми губками 6 и 7 перемещается вниз до необходимого зазора между уста- новочными губками и собираемой деталью 9, после чего фиксатор 12 при движении вверх входит в отверстия 15 и 16 собираемых деталей 9 и 10 и направляющее отверстие 11, образо- ванное губками 6 и 7. При этом губки 6 и 7 под воздействием фиксатора 12 перемещаются в плоскости, перпен дикулярной оси установки, Б любом
5
0
0 5
0
5 0 5
направлении. Таким образом, оси отверстий 15 и 16 собираемых деталей 9 и 10 и направляющего отверстия 11 совмещаются с высокой точностью.
После совмещения осей отверстий 11, 15 и 16 прижим 3 движением вверх прижимает собираемые детали 9 и 10 и губки б и 7 к опорной плнте 2, не давая пакету, состоящему из собираемых деталей и губок, изменять положение после возврата фиксатора I2 в исходное положение.
Установка крепежной детали 8 происходит следующим образом.
Толкатель 17 движется вниз, проталкивает крепежную деталь 8 через подпружиненные упоры 19, после чего она подается в направляющее отверстие il и отверстия 15 и 16. Движение останавливается, когда крепежная деталь своей головкой упирается в коническую часть направляющего отверстия 11, а стержень крепежной детали проходит через отверстия 15 и 16, и при дальнейшем движении имеет возможность перемещения без перекосов при проходе головки через направляющее отверстие 11, что обеспечивает правильную установку. Толкатель 17 продолжает нажимать на головку крепежной детали 8. Раскрытие губок 6 и 7 не происходит, так как они зажаты между опорной плитой 2 и собираемыми деталями 9 и 10 прижимом 3.
Для полной установки крепежной детали 8 в собираемые детали 9 и 10 происходит возврат прижима 3 в исходное положение. При этом губки 6 и 7 освобождаются- и получают возможность перемещения, и толкателем 17 через головку крепежной детали 8, преодолевая воздействие пружин 13 и 14, разводятся по направляюадам 4 . и 5. Головка крепежной детали 8 тол- кателем 17 проталкивается через направляющее отверстие 11. Крепежная деталь 8 установлена в отверстия.. 15 и 16 собираемых деталей 9 и 10, после чего толкатель 17 и опорная плита 2 возвращаются в исходное положение, а под воздействием пружин 13 и 14 губки 6 и 7 сводятся, образуя направляющее отверстие 11.
Формула изобретения
Механизм для установки крепежных деталей типа болтов, винтов, закле3I
пок и т.д. к устройствам для- автоматической сборки деталей, вьшолненный в виде головки с толкателем, подаю- щим крепежные детали, и центрирующие губки, отличающийся тем что, с целью повышения надежности установки крепежных деталей, механизм снабжен опорной плитой, установ ленной под головкой, и прижимом с фиксатором, предназначенными для взаимодействия с деталями, при этом центрирующие губки установлены на
2797924
опорной плите с возможностью перемещения и плоскости, перпендикулярной оси установки крепежной детали, и вьшолнень в виде подпружиненных прк, 5 моугольных призм, образующих направляющее отверстие и одновременно служащих упором дпя прижима деталей при установке крепежной детали, а опорная плита вместе с центрирующи W ми губками имеет возможность перемещения вдоль оси установки крепежной детали.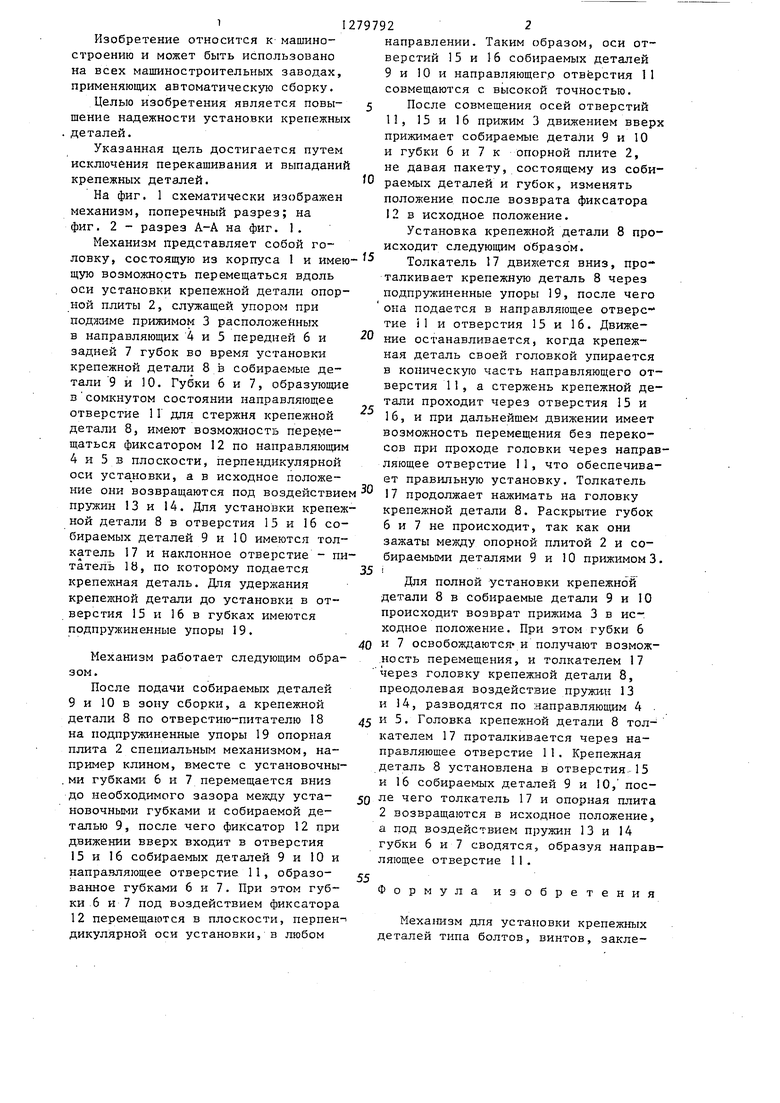
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И УСТАНОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2010692C1 |
| Устройство для сборки резьбовых соединений | 1983 |
|
SU1143565A1 |
| Устройство для дорнирования деталей | 1978 |
|
SU770763A2 |
| Устройство для крепления кнопок на изделии | 1989 |
|
SU1666047A1 |
Изобретение относится к области машиностроения и может быть использовано на всех машиностроительных заводах, применяющих автоматическую сборку. Изобретение позволяет повысить надежность установки крепежных деталей. Механиз содержит головку с опорной плитой 2. Губки 6 и 7 образу ют в сомкнутом состоянии направляю- щее отверстие 11 и перемещаются фик-. сатором 12 по направляющим в плоскости, перпендикулярной оси установки. Крепежная деталь 8 поступает по питателю 18 и устанавливается толкате- ,лем 17. Прижим 3 прижимает собираемые детали 9 и 10 и губки б и 7 к опорной плите 2. Для поддержания детали служат подпружиненные упоры 19. 2 ил. СП с /« 5. N«
фие.г
| МЕХАНИЗМ ДЛЯ УСТАНОВКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 0 |
|
SU347156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
