Известен механизм для установки крепежных деталей типа заклепок, винтов и болтов к устройствам, применяемым для автоматизации отдельных сбороч,ных процессов на машиностроительных заводах, выполне-нный в виде головки с толкателем, подающим крепежные детали в центрирующие . Однако он характеризуется нестабильностью базиро;вания крепежных деталей в момент их установки в отверстия собираемых деталей. слож1ностью обслуживания, регулировки, низкой пронзводительностью при удалении дефектной детали.
Предложенный ме.ханиз1М отличается тем, что пентрирующие губкй механизма выполнены в виде двуплечнх рычагОВ и подпружинены с разной жесткостью, причел в одном плече более жесткой губки установлен упор, ограничивающий ее качание в направлении, перпендикулярно м направлению движения детали, а другое плечо взаимодействует с подпружинепньгм упором, установленным в корпусе головки и обеспечивающим фиксирование губки при аварийной ситуадии в раскрытом положении..
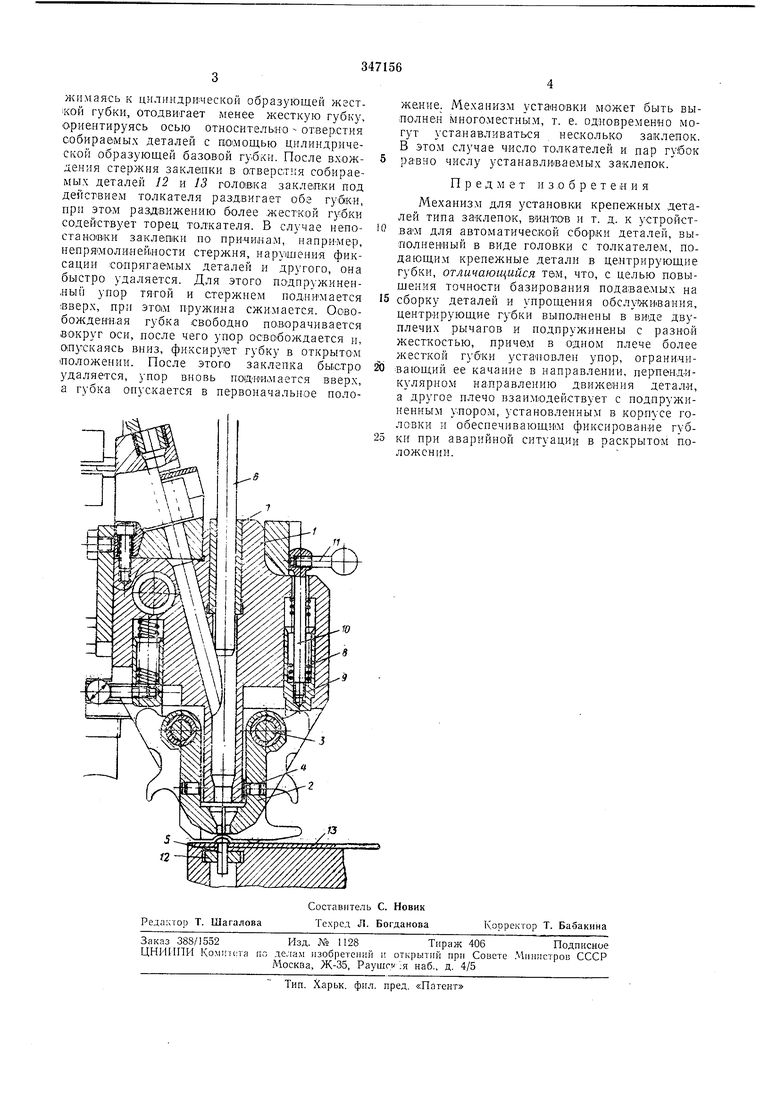
На чертеже изображен предложенный механизм для установки крепежных деталей.
костью губки 2, вращающиеся во-круг продольных осей 3. выполнены в форл1е двуплечих рычагов. Более жесткая губка имеет расточку выходного канала радиусом, равным максимальному радиусу стержня детали (заклепки), менее жесткая - радиусом, несколько меньщим, чем минимальный радиус стержня детали. Таким образом, более жесткая гуйка является базовой. Для обеспечешш точности выставления ее выходного канала имеется упор 4, огран 1чивающ й качание губки в направлении, перпендикулярно направлению движения детали 5. Деталь 5 подается в центрирующие губки толкателем 6, центрирующимся во втулке 7, запрессованной в верхней части головки. В расточ- е головки под воздействием пружины 8 установлен упор 9, соединенный стержнем 10 с тягой //. Подпружииенный упор воздействует на жесткую губку и позволяет при аварийной ситуации фиксировать ее в раскрытом положении.
Собираемые детали 12 и 13, имеющие отверстие под заклепку, иодаются специальным устройством с центрирующшг наконечником на сборочную позицию. Заклепка .подается по наклонному каналу толкателем, имеющим индивидуальный привод, п проталкивается в выходной канал, образованный расточками в губках. При ЭТОЛ1 стержень заклепки, при
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для установки крепежных деталей | 1985 |
|
SU1279792A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЛАТУ | 1991 |
|
RU2072646C1 |
| Ручной механизированный инструмент для установки заклепок | 1974 |
|
SU604673A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| Винтоверт | 1978 |
|
SU841953A1 |
