Известны агрегаты, осуществляющие свертку i точечную сварку цилиндров из листовой стали на последовательно установленных машинах.
Положительной особенностью нредлагаемой мащины являстс.ч овмещение сварочных электродов с устройством для свертки цилкн р..;-; значительно упрощающее конструкцию мащины.
При технологической необходимости могут быть дополнительно применены правильное, перфорирующее и отрезное устройства.
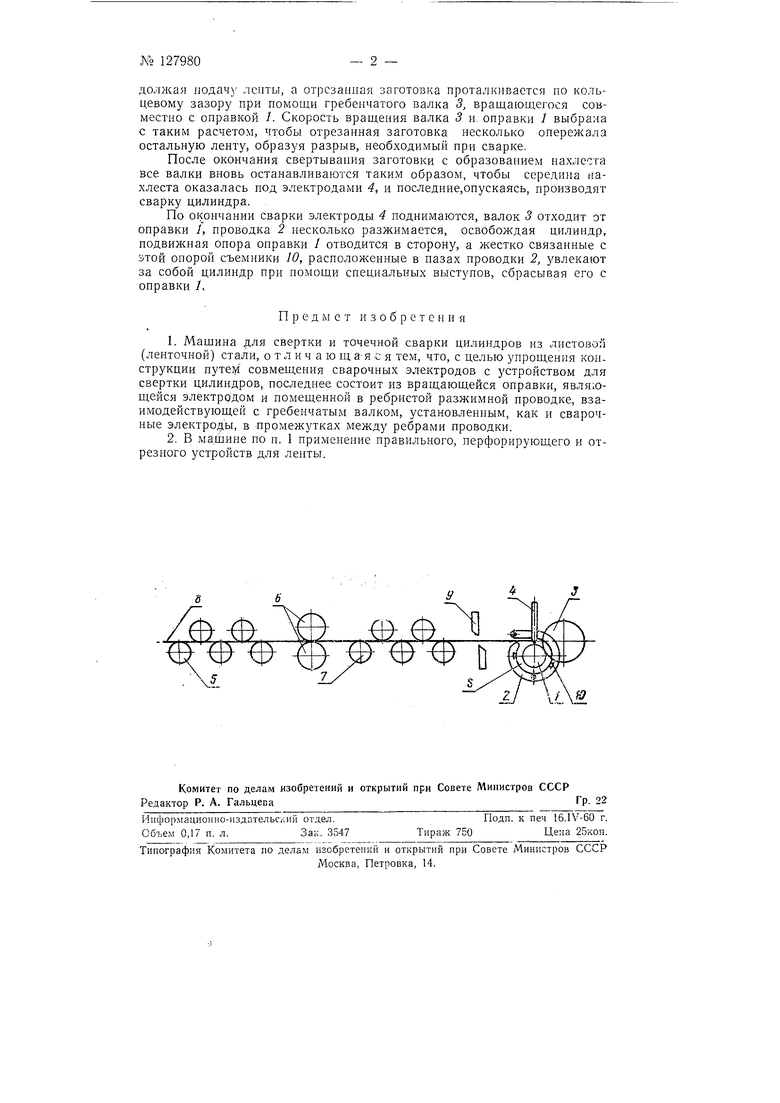
На чертеже представлена схема описываемой мащины.
Устройство для свертки ц одновременной сварки цилиндров состоит из вращающейся оправки /, являющейся электродом, ребристой разжимной проводки 2, гребенчатого валка 3 и сварочных электродов 4.
Проводка 2 состоит из двух половин и набрана из отдельных ребер на четырех шпильках с дистанционными втулками, создающими промежутки между ребрами (на чертеже не указаны). В этих промежутках размещаются гребни валка 5 и сварочные электроды 4.
Оправка / смонтирована на двух опорах (на чертеже не указаны), одна из которых может отводиться в сторону и образует с неподвижно закрепленной проводкой 2 концентричный кольцевой зазор S.
Пройдя устройство 5 для предварительной правки, перфорирующее устройство 6 и устройство 7 окончательной правки, лента 8 поступает в кольцевой зазор 5 между оправкой 1 и проводкой 2, начиная свертываться в цилиндр с наружным диаметром, равным внутреннему диаметру проводки. Когда длина свернутой части ленты составит около половины длины окружности цилиндра, валки правильного и перфорирующего устройств останавливаются, а ножи 9 отрезного устройства производят отрезку заготовки. Вслед за тем валки включаются вновь, продолжая подачу лепты, а отрезанная заготовка проталкивается по кольцевому зазору при помощи гребенчатого валка 3, враш,ающегося совместно с оправкой /. Скорость враш,ения валка 3 и, оправки / выбрана с таким расчетом, чтобы отрезанная заготовка несколько опережала остальную ленту, образуя разрыв, необходимый при сварке.
После окончания свертывания заготовки с образованием нахлеста все валки вновь останавливаются таким образом, чтобы середина нахлеста оказалась под электродами 4, и последние,опускаясь, производят сварку цилиндра.
По окончании сварки электроды 4 поднимаются, валок 3 отходит от оправки 1, проводка 2 несколько разжимается, освобождая цилиндр, подвилсная опора оправки / отводится в сторону, а жестко связанные с зтой опорой съемники 10, располонсенные в пазах проводки 2, увлекают за собой цилиндр при номощи специальных выступов, сбрасывая его с оправки /,
Предмет изобретения
1.Машина для свертки и точечной сварки цилиндров из листовой (ленточной) стали, отличают а я с я тем, что, с целью упрощения конструкции путем совмещения сварочных электродов с устройством для свертки цилиндров, последнее состоит из вращающейся оправки, являющейся электродом и помещенной в ребристой разжимной проводке, взаимодействующей с гребенчатым валком, установленным, как и сварочные электро.ды, в промежутках между ребрами проводки.
2.В машине по п. 1 применепие правильного, перфорирующего и отрезного устройств для ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Машина для изготовления сварных колец | 1985 |
|
SU1326408A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ ФИЛЬТРА ЗАДЕРЖКИ КАТАЛИЗАТОРА | 1997 |
|
RU2113953C1 |
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Станок для изготовления колец из проволоки | 1976 |
|
SU621430A1 |
| Гибочно-сварочная машина для изготовления обечаек прямоугольной формы | 1978 |
|
SU753575A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ ИЗОГНУТОГО И/ИЛИ СКРУЧЕННОГО ПРОФИЛЕЙ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2006 |
|
RU2402396C2 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2563394C2 |
