Известны устройства для соединения различной формы дета;1ей, например многоугольной или цилиндрической, с насаженными на них деталями из тонколистового металла путем зафальцовки края наеаживаел;ой детали в канавку на посадочной поверхности.
Отличительной особенностью описываемого устройства является jo, что оно выполнено в виде штампа, состоящего нз двух концентрических пуансонов, один из которых - ступенчатый и образует с другим пуансоном замкнутое пространство, в котором насаживаемая деталь обжп мается в осевом направлении ступенчатым пуансоном.
Такое устройство дает возможность образовать соединение в лю бом месте посадочной поверхности.
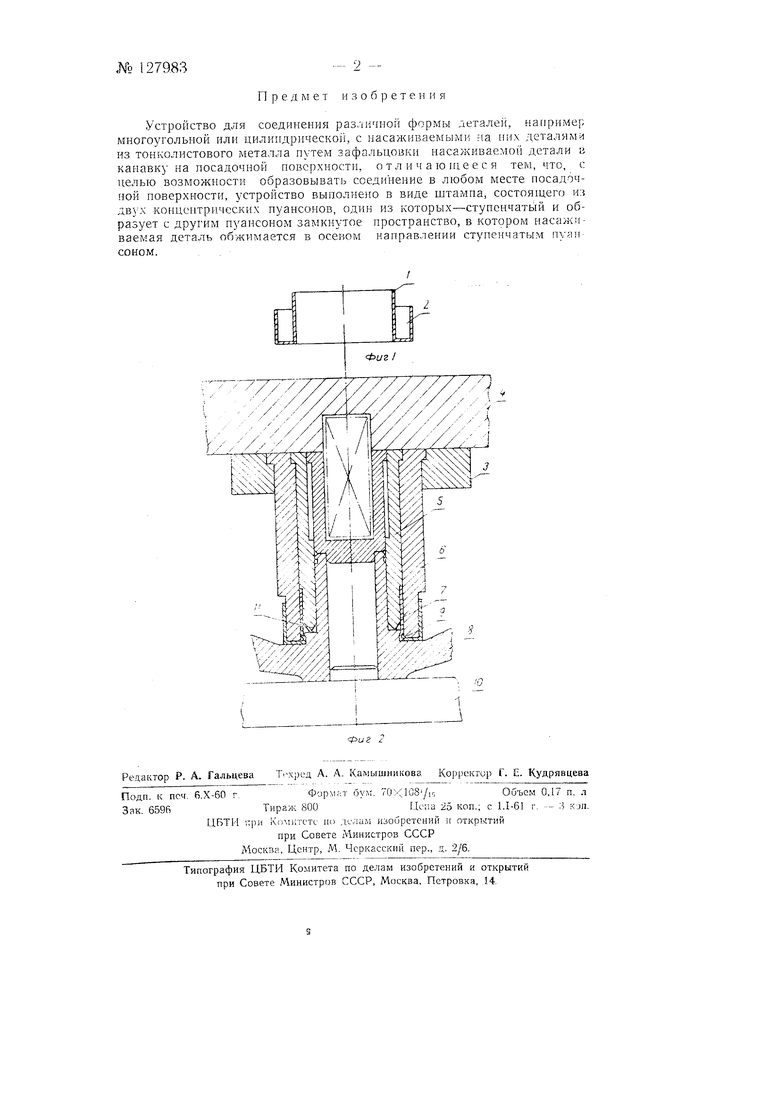
На фиг. 1 показана в разрезе насаживаемая деталь из тонколисто вого металла; на фиг. 2 - устройство в разрезе.
Насаживаемая деталь / представляет собой штампованную из тонколистового металла втулку с полостью 2 (фиг. 1).
Устройство выполнено в виде штампа, скренляемого с помощью планшайбы 3 с верхней подвижной плитой 4 пресса (на фигурах не показан). Штамп состоит нз двух концентрических пуансонов: внутренне го 5 и наружного 6, между которыми в нижней pa6o4eii части выполнен зазор 7, равный толшине стенки насаживаемой втулки. Втулка при помош,н концентрических пуансонов впрессовывается в деталь 8, например ступицу катка, с одновременной зафальцовкой ее части в кольцевую проточку 9 для прочности соединения. Деталь 8 устанавливается нп нижнюю плиту 10 пресса. Для осуществления зафальцовки рабочем;, концу 1 внутреннего кольцевого пуансона придан профиль уступа с определенным радиусом закругления.
П р е д мет и з о б р е т е и и я
Устройство для соединения различной формы деталей, на 1ример многоугольной или цилипдрнческо, с насаживаемыми на иих деталями из тонколистового металла иутем зафальцовкн насаживаемой детали в канавку на посадочной новерхностн, о т л и ч а ю 1де е с я тем, что, с целью возможности образовывать соединение в любом месте посадочной поверхности, устройство выполнено в виде штампа, состоящего из двух концентрических пуансонов, один из которых-стуненчатйй и образует с другим пуансоном замкнутое пространство, в котором насаживаемая деталь обжимается в осевом направлении ступенчатым пуансоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прямого выдавливания | 1981 |
|
SU1030087A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
