Изобретение относится к технологическим процессам шинной промышленности и предназначено для формирования протектора путем навивки ленточки из каркас покрышки при ее сборке или восстановлении,
Целью изобретения является повышение качества формирования протектора.
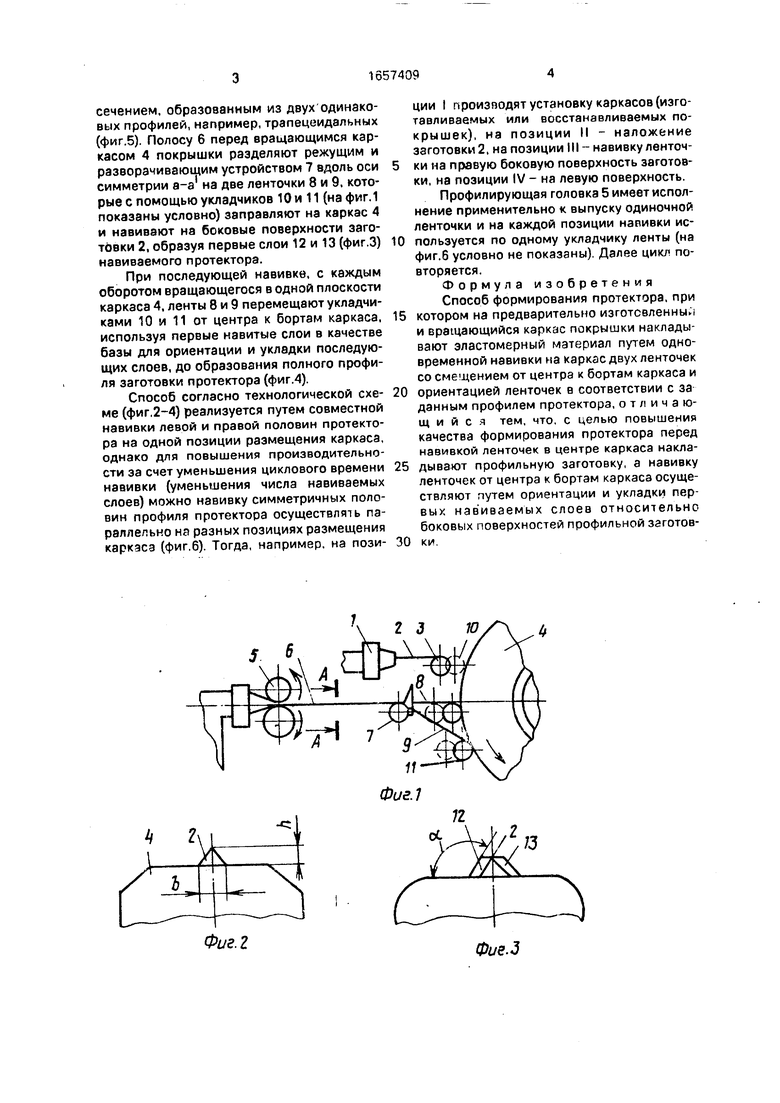
На фиг.1 показана общая реализации предлагаемого способа, на фиг.2-4 - последовательные стадии осуществления способа; на фиг,5 - разрез А-А на фиг.1; на фиг.6 - схема реализации способа при разных позициях размещения заготовок покрышек,
С помощью узла формования резиновой смеси, например, червячной машины с профилирующей головкой 1 (фиг.1), выпускают профильную заготовку 2, например треугольную, которую с помощью укладчика 3 подводят и укладывают основанием треугольника вниз по центру поверхности вращающегося каркаса 4 покрышки (фиг,2). При этом высота h треугольника выбрана соответствующей заданной высоте профиля заготовки протектора по центру, а величина основания b - в соответствии с заданным углом дг наклона навиваемых впоследст-. вии первых слоев. После наложения заготовки 2 укладчик 3 отводят (фиг.1).
Наложение заготовки 2 можно производить на предыдущем этапе сборки покрышки (до передачи каркаса на станцию навивки протектора), однако вариант на фиг.1 характеризуется лучшей адгезией заготовки (ввиду нагретой в процессе переработки резиновой смеси) к последующим навиваемым слоям.
Возможны другие исполнения профиля заготовки 2, благоприятные для ориентации навиваемых слоев протектора, например трапецеидальный профиль.
Далее с помощью узла формования резиновой смеси, например, червячной машины с валковой головкой 5 (фиг.1), при постоянной скорости шприцевания выпускают эластичную полосу 6 с поперечным
(Л
С
о ел
XI
о о
сечением, образованным из двух одинаковых профилей, например, трапецеидальных (фиг.5). Полосу 6 перед вращающимся каркасом 4 покрышки разделяют режущим и разворачивающим устройством 7 вдоль оси симметрии а-а1 на две ленточки 8 и 9, которые с помощью укладчиков 10 и 11 (на фиг.1 показаны условно) заправляют на каркас 4 и навивают на боковые поверхности заготовки 2, образуя первые слои 12 и 13 (фиг.З) навиваемого протектора.
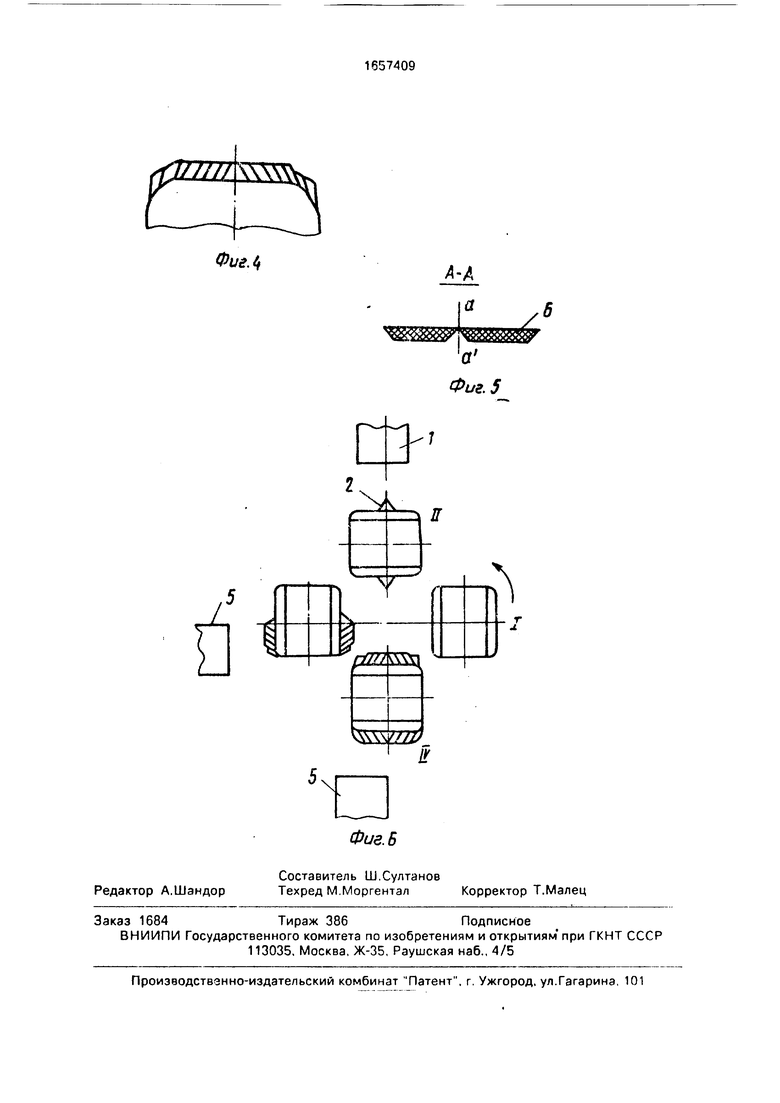
При последующей навивке, с каждым оборотом вращающегося в одной плоскости каркаса 4, ленты 8 и 9 перемещают укладчиками 10 и 11 от центра к бортам каркаса, используя первые навитые слои в качестве базы для ориентации и укладки последующих слоев, до образования полного профиля заготовки протектора (фиг.4).
Способ согласно технологической схе- ме (фиг,2-4) реализуется путем совместной навивки левой и правой половин протектора на одной позиции размещения каркаса, однако для повышения производительности за счет уменьшения циклового времени навивки (уменьшения числа навиваемых слоев) можно навивку симметричных половин профиля протектора осуществлять параллельно на разных позициях размещения каркзсз (фиг.6). Тогда, например, на пози-
ции I производят установку каркасов (изготавливаемых или восстанавливаемых покрышек), на позиции II - наложение заготовки 2, на позиции III- навивку ленточки на правую боковую поверхность заготовки, на позиции IV - на левую поверхность.
Профилирующая головка 5 имеет исполнение применительно к выпуску одиночной ленточки и на каждой позиции навивки используется по одному укладчику ленты (на фиг.6 условно не показаны). Далее цикл повторяется.
Формула изобретения Способ формирования протектора, при котором на предварительно изготовленный и вращающийся каркас покрышки накладывают эластомерный материал путем одновременной навивки на каркас двух ленточек со смещением от центра к бортам каркаса и ориентацией ленточек в соответствии с за данным профилем протектора, отличающийся тем, что, с целью повышения качества формирования протектора перед навивкой ленточек в центре каркаса накладывают профильную заготовку, а навивку ленточек от центра к бортам каркаса осуществляют путем ориентации и укладки первых навиваемых слоев относительно боковых поверхностей профильной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ БОКОВИН И ПРОТЕКТОРА ПОКРЫШЕК УЗКОЙ ЛЕНТОЙ | 1991 |
|
RU2005624C1 |
| Установка для навивки протектора | 1986 |
|
SU1407847A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
Изобретение относится к технологическим процессам шинной промышленности и может быть использовано для формирования протектора путем навивки ленточки. Цель изобретения - повышение качества формирования протектора. Для этого перед навивкой ленточек в центре каркаса накладывают профильную заготовку. Навивку ленточек от центра к бортам каркаса осуществляют путем ориентации и укладки первых навиваемых слоев относительно боковых поверхностей профильной заготовки. 6 ил
Фиг. Z
Фие.З
Фиг.Ь
I
L
| Патент ФРГ N 1301048, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Регулятор угловой скорости | 1987 |
|
SU1425617A2 |
| Солесос | 1922 |
|
SU29A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
