Изобретение относится к обработке порошковых материалов, в частности к конструкции механических регуляторов высоты засыпки пресс-форм вертикальных прессов.
Цель изобретения - повышение надежности.
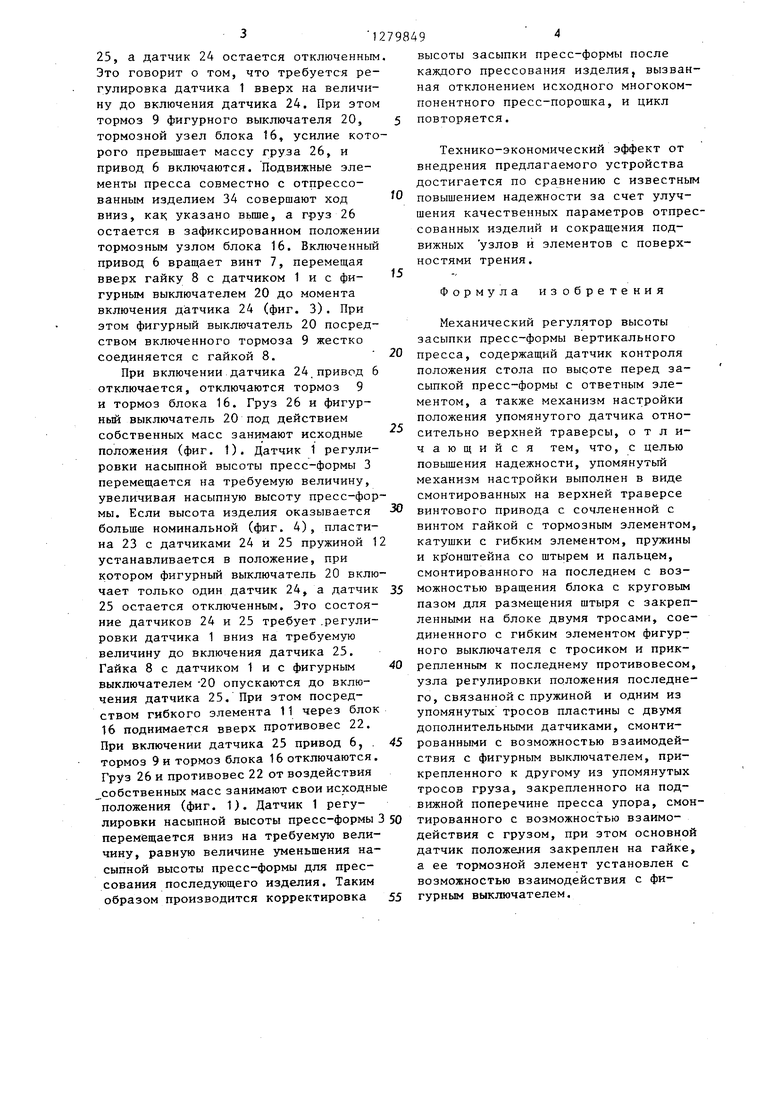
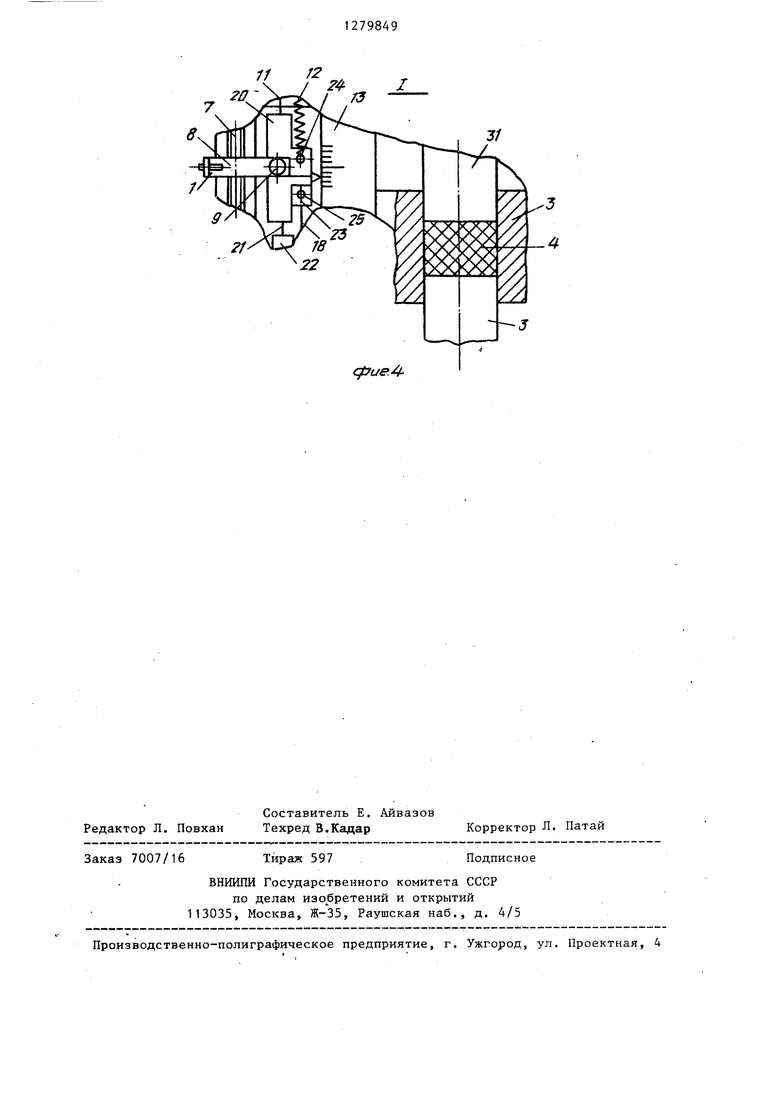
На фиг. 1 показан механический регулятор перед прессованием заготовки, рбщий вид; на фиг. 2 - то же, в момент окончания прессования при получении изделия с номинальной высотой; на фиг. -3 - узел Г при получении изделия с высотой, меньшей номинальной; на фиг. 4 - то же, при получении изделия с высотой, большей номинальной.
Регулятор содержит датчик 1 контроля положения стола 2 по высоте перед засыпкой пресс-формы 3 с ответным злементом 4, а также механизм настройки положения датчика 1 относительно верхней траверсы 5, который выполнен в виде смонтированных на верхней траверсе 1 винтового привода 6 с сочлененной с винтом 7 гайкой 8 с тормозным элементом 9, катушки 10 с гибким элементом 11, пружины 12 и кронштейна 13 со шты-, рем 14 и пальцем 15. На пальце 15 смонтирован блок 16с круговым пазом 17 для размещения штыря 14. Регулятор также содержит закрепленные на блоке 16 два троса 18 и 19, соединенный с гибким элементом 11 фигурный выключатель 20 с тросиком 21 и прикрепленным к последнему противовесом 22, узел регулировки положения последнего, связанную с пружиной 12 и тросом 18 пластину 23 с двумя дополнительными датчиками 24 и 25, прикрепленный к тросу 19 груз 26 и закрепленный на подвижной поперечине 27 упор 28. Узел регулировки положения противовеса 22 выполнен в виде смонтированного в опоре 29 винта 30. На верхней траверсе 5 закреплен неподвижный пуансон 31, а к подвижной поперечине 27 прикреплен пуансон 32,
Регулятор работает г .ледующим образом.
В пресс-форму 3 засыпают пресс- порошок 33. Одновременно гидроцилиндрами (не показаны) поднимают стол 2 и подвижную траверсу 27 с нижним пуансоном 32 до полного прес сования изделия 34 и срабатывания реле давления (не показано) требуе
5
0
мой плотности изделия. После этого подвижная траверса 27 с пуансоном 32 прекращает ход вверх, так как получено изделие требуемой плотности. При прессовании каждого изделия его высота может быть равной номинальной, меньше или больше ее. Если высота изделия равна номинальной, то корректировки насыпной высоты пресс-формы для последующего изделия не требуется; если высота меньше номинальной, насыпную высоту следует увеличить, если бол-ьше, то уменьшить.. При опрессованном изделии, высота которого равна номинальной высоте (фиг, 2) пластину 23 с датчиками 24 и 25 пружиной 12 устанавливают в положение, при котором стрелка 35 совмещается с отметкой номи5
0
нал на шкале кронштейна 13, а фигурный выключатель 20 включает одновременно два датчика 24 и 25. При этом тормозной узел (электромагнит или пневмоцилиндр на чертеже не показаны) блока 16, тормоз 9 фигурного выключателя 20 и привод 6 регулировки датчика 1, не включаются, т.е, датчик 1 не изменяет своего положения.
После этого все подвижные части пресса с отпрессованным изделием 34 совершают ход вниз до полного выталкивания изделия 34 из пресс-формы 3 и удаления его из зоны прессования, - 5 При этом груз 26 поворачивает блок 16 против часовой стрелки до упора
штыря 14 в торец закрытого паза 17 (фиг, 1), преодолевая усилие пружины 12 и смещая пластину 23 с датчиками 24 и 25 в нижнее исходное положение, а фигурный выключатель 20 остается в своем исходном положении, удерживается своим противовесом 22 на регулируемом винте 30.
Если высота изделия окажется ше номинальной (фиг, 3), пластина 23 с датчиками 24 и 25 пружиной 12 устанавливается в положение, при котором стрелка 35 отклоняется вверх от номинального размера изделия на шкале кронштейна 13, Данное отклонение непосредственно равно величине регулировки датчика 1 насыпной высоты пресс-формы, выбранной соотношением длин диаметров блока 16, равной среднему коэффициенту сжатия пресс- порошка. Фигурный выключатель 20 включает при этом только один датчик
0
5
0
5
25, а датчик 24 остается отключенным Это говорит о том, что требуется регулировка датчика 1 вверх на величину до включения датчика 24. При этом тормоз 9 фигурного выключателя 20, тормозной узел блока 16, усилие которого превьшает массу груза 26, и привод 6 включаются. Подвижные элементы пресса совместно с отпрессованным изделием 34 совершают ход вниз, как указано вьппе, а груз 26 остается в зафиксированном положении тормозным узлом блока 16. Включенный привод 6 вращает винт 7, перемещая вверх гайку 8 с датчиком 1 и с фигурным выключателем 20 до момента включения датчика 24 (фиг. 3). При этом фигурный выключатель 20 посредством включенного тормоза 9 жестко соединяется с гайкой 8.
При включении датчика 24 привод 6 отключается, отключаются тормоз 9 и тормоз блока 16. Груз 26 и фигур- ньй выключатель 20 под действием собственных масс занимают исходные положения (фиг. 1). Датчик 1 регулировки насыпной высоты пресс-формы 3 перемещается на требуемую величину, увеличивая насыпную высоту пресс-формы. Если высота изделия оказывается больше номинальной (фиг. 4), пластина 23 с датчиками 24 и 25 пружиной 12 устанавливается в положение, при котором фигурный выключатель 20 включает только один датчик 24, а датчик 25 остается отключенным. Это состояние датчиков 24 и 25 требует .регулировки датчика 1 вниз на требуемую величину до включения датчика 25. Гайка 8 с датчиком 1 и с фигурным выключателем -20 опускаются до включения датчика 25. При этом посредством гибкого элемента 11 через блок 16 поднимается вверх противовес 22. При включении датчика 25 привод 6, . тормоз 9 и тормоз блока 16 отключаются. Груз 26 и противовес 22 от воздействия собственных масс занимают свои исходные положения (фиг. 1). Датчик 1 регу
лировки насыпной высоты пресс-формы 3 50 тированного с возможностью взаимо- перем ещается вниз на требуемую величину, равную величине уменьшения насыпной высоты пресс-формы для прессования последующего изделия. Таким образом производится корректировка 55
действия с грузом, при этом основно датчик положения закреплен на гайке а ее тормозной элемент установлен с возможностью взаимодействия с фигурным выключателем.
высоты засыпки пресс-формы после каждого прессования изделия, вызванная отклонением исходного многокомпонентного пресс-порошка, и цикл повторяется.
5
5 О
0 5
0
5
Технико-экономический эффект от внедрения предлагаемого устройства достигается по сравнению с известным повышением надежности за счет улучшения качественных параметров отпрессованных изделий и сокращения подвижных узлов и элементов с поверхностями трения.
Формула изобретения
Механический регулятор высоты засыпки пресс-формы вертикального пресса, содержащий датчик контроля положения стола по высоте перед засыпкой пресс-формы с ответным элементом, а также механизм настройки положения упомянутого датчика относительно верхней траверсы, отличающийся тем, что, с целью повышения надежности, упомянутый механизм настройки выполнен в виде смонтированных на верхней траверсе винтового привода с сочлененной с винтом гайкой с тормозным элементом, катушки с гибким элементом, пружины и кронштейна со штырем и пальцем, смонтированного на последнем с возможностью вращения блока с круговым пазом для размещения штыря с закрепленными на блоке двумя тросами, соединенного с гибким элементом фигурного выключателя с тросиком и прикрепленным к последнему противовесом, узла регулировки положения последнего, связанной с пружиной и одним из упомянутых тросов пластины с двумя дополнительными датчиками, смонтированными с возможностью взаимодействия с фигурным выключателем, прикрепленного к другому из упомянутых тросов груза, закрепленного на подвижной поперечине пресса упора, смонтированного с возможностью взаимо-
действия с грузом, при этом основной датчик положения закреплен на гайке, а ее тормозной элемент установлен с возможностью взаимодействия с фигурным выключателем.
(fjue.l
ifff.2
11 12
21
31
g7i/ff.3
// Г2
2О
51
рие.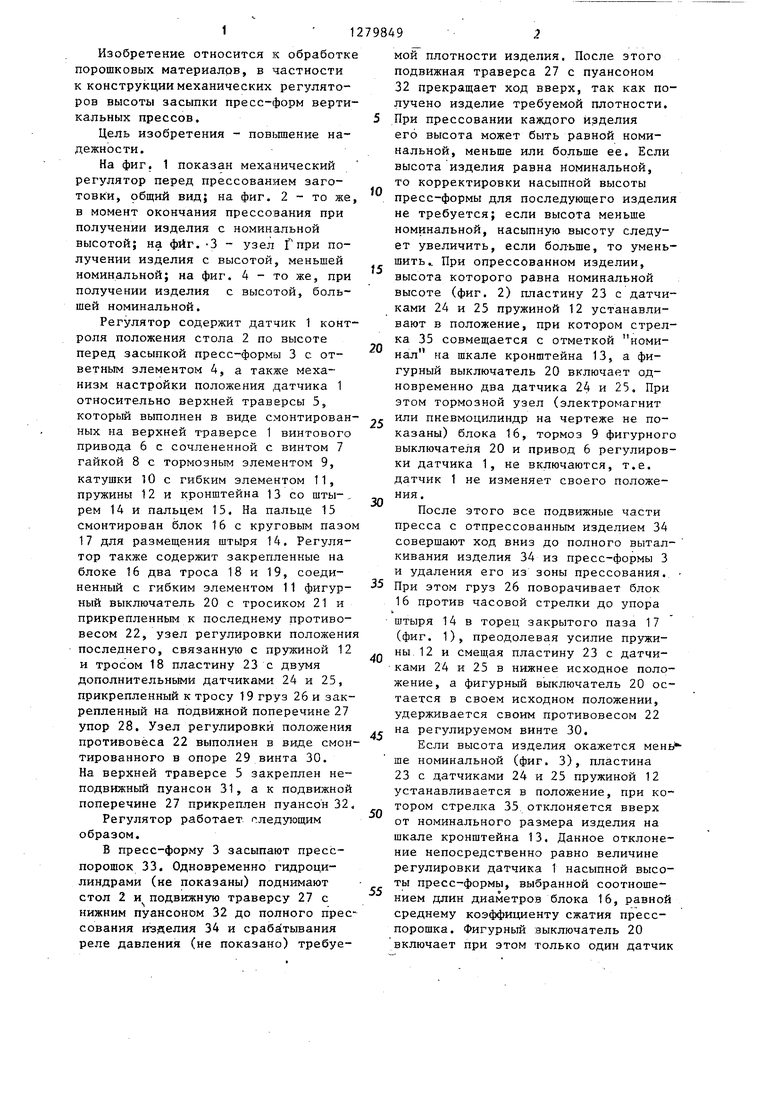
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический регулятор высоты засыпки пресс-формы вертикального пресса | 1984 |
|
SU1183402A1 |
| Механический регулятор высоты засыпки пресс-формы пресса | 1979 |
|
SU789285A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙС ПРЕССА | 1972 |
|
SU424719A1 |
| Пресс для прессования изделий из металлических порошков | 1980 |
|
SU927557A1 |
| Регулятор высоты засыпки порошкообразной массы | 1977 |
|
SU887177A1 |
| Механический пресс для прессования изделий из металлического порошка | 1979 |
|
SU876298A1 |
| Автоматический корректор высоты отпрессованных изделий | 1989 |
|
SU1752567A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1991 |
|
SU1810216A1 |
| ВИНТОВОЙ ПРЕСС для ТЕРМОПРЕССОВАНИЯ | 1971 |
|
SU306970A1 |
Изобретение относится к обласфи обработки порошковых материалов, в частности к конструкции механических регуляторов высоты засыпки пресс- форм вертикальных прессов. Цель изобретения - повышение надежности. При высоте отпрессованного изделия, отличной от номинальной, например меньше номинальной, включается тормоз фигурного выключателя и тормоз блока. Подвижные элементы пресса совершают ход вниз, а груз остается на месте. Приводом перемещают гайку с датчиком и фигурным выключателем до момента включения датчика, при этом привод отключается, а вместе с ним тормоза. Груз и фигурный выключатель занимают исходное положение. Датчик переместится при этом на необходимую высоту корректировки высоты пресс-формы. 4 ил. сл to со оо 4 ;о
Редактор Л. Повхан
Составитель Е. Айвазов Техред В о Кадар
Заказ 7007/16
Тираж 597
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л, Патай
Подписное
| Механический регулятор высоты засыпки пресс-формы вертикального пресса | 1984 |
|
SU1183402A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
