Изобретение относится к неразрушающему контролю и может быть использовано для автоматизированного ультразвукового контроля сварных швов,
Цель изобретения - првьшение надежности и достоверности контроля за счет автоматического удержания датчика ультразвукового контроля точно над сварным швомо
На чертеже приведена схема уцт- ройства для автоматизированного ультразвукового контроля сварного шва.
Устройство для автоматизированного ультразвукового контроля сварного шва содержит транспортную каретку 1, размещенные на ней в подвесках 2 ультразвуковые преобразователи 3,
узел автоматического слежения за сварным швом, исполнительный механиз с двигателем 4, узел автоматического слежения за сварным швом выполнен в виде электроиндуктивного датчика 5, электрически связанного с двигателем 4 через последовательно соединенные фазочувствительный вьшрямитель 6, усилитель 7, компаратор 8 и схему 9 управления, а исполнительный механизм вьшолнен в виде кинематически соединенного с двигателем 4 ходового винта 10 с ходовой гайкой 11, жестко соединенной с ней стойки 12 и соединенной с ней регулируемой планки 13, состоящей из двух кинематически соединенных между собой частей, к одной части которой присоединены ультразвуковые преобразователи 3, а ко второй части - датчик 5 слежения.
Кроме того, устройство для автоматизированного ультразвукового контроля сварного шва содержит электрически соединеИньщ с электроиндуктив- ным датчиком 5 генератор 14 синусоидальных колебаний.
Позицией 15 обозначен контролируемый сварной шов контролируемого из- делия 16.
Электроиндуктивный датчик 5 вьшолнен в виде Ш-образного магнитопрово- да с одной первичной обмоткой и двумя вторичными обмотками.
Вторичные обмотки имеют одинаковое число витков, соединены последовательно встречно, размещены на бо-
ковых стержнях магнитопровода и под- регулируемой планке 13 с помощью
соединены к фазочувствительному вьт- рямителю 6.
Первичная обмотка размещена на центральном стержне магнитопровода и подключена к генератору 14 синусон .дальных колебаний.
0
Q
Фазочувствительный вьшрямитель 6 JQ вьшолнен на полупроводниковых диодах и предназначен для вьщеления постоянного разностного сигнала положительной или отрицательной полярности из синусоидальных сигналов, поступающих J5 с двух вторичных обмоток электроиндуктивного датчика 5. Величина сигнала фазочувствительного вьшрямите- ,ля 6 зависит от величины смещения датчика 5 от центра сварного шва 15. 0 Выход фазочувствительного выпрямителя 6 подключен к входу усилителя 7, вьшолненного по схеме усилителя постоянного тока и предназначенного для .усиления сигнала, поступающего от фа- 5 зочувствительного выпрямителя 6. Выход усилителя 7 подключен- к входу компаратора 8, вьшолненного на двух микросхемах. Порог срабатывания компаратора 8 может быть установлен в широких пределах. Компаратор 8 pea- гирует на беличину и полярность вход- ного напряжения и имеет два выхода, которые подключены к входу схемы 9 управления. Схема 9 управления выполнена на микросхемах и двух реле. Схема 9 управления анализирует сигналы, поступающие от компаратора 8, и в зависимости от их сочетания включает реле левого или правого поворота, напряжение управления пос-, тупает на двигатель 4 исполнительного механизма. Электроиндуктивный датчик 5 установлен в шарнирной подпружиненной подвеске, имеющей направляющие салазки и выдерживающие зазор между поверхностью сварного шва и магнитопроводами электроиндуктив-- ного датчика 5.
Устройство для автоматизированного ультразвукового контроля сварного шва работает следующим образом
Перед началом работы электроин- дукционный датчик 5 в зависимости от толщины контролируемого изделия 16 и характеристик ультразвуковых преобразователей 3, подвешенных к
подвесок 2, посредством регулирования длины регулируемой планки 13 выставляют на определенное расстояние относительно ультразвуковых преобразователей 3, Устанавливают транспортную каретку 1 на поверхность контролируемого изделия 16 таким образом, чтобы электроиндуктивный датчик был расположен на серединой валика усиления сварного шва 15 и дают каретке 1 движение вдоль сварного шва 15 и включают генератор 14 синусоидальных колебаний. При расположении датчика 5 по середине шва 15
Формулайзобретения
Устройство для автоматизированного ультразвукового контроля сварного шва, сод ержащее транспортную катерку.
5 размещенные на ней в подвесках ультразвуковые преобразователи, узел автоматического слежения за сварным швом и исполнительный механизм с двигателем, отличающееся
О тем, что, с целью повышения надежности и достоверности контроля, узел автоматического слежения за сварным швом выполнен в виде электроиндуктивного датчика, электрйчес- напряжение на выходе фазочувствитель- 5 ки связанного с двигателем через него выпрямителя 6 отсутствует. При последовательно соединенные фазочувсмещении датчика 5 влево на выходе фазочувствительного вьтрямителя 6 появится напряжение положительной полярности, а вправо - отрицательной Сигнал усиливается усилителем 7 и поступает через компаратор 8 и схему 9 управления на двигатель 4 исполнительного механизма, который через ходовой винт 10, ходовую гайку 11 и стойку 12 перемещает преобразователи 3 и датчик 5 в исходное положение, тем самым обеспечивая надежный контроль сварного пша.
Формулайзобретения
Устройство для автоматизированного ультразвукового контроля сварного шва, сод ержащее транспортную катерку.
размещенные на ней в подвесках ультразвуковые преобразователи, узел автоматического слежения за сварным швом и исполнительный механизм с двигателем, отличающееся
тем, что, с целью повышения надежствительныи выпрямитель, усилитель, компаратор и схему управления, а исполнительный механизм вьшолнен в виде кинематически соединенного с двигателем ходового винта с ходовой гайкой, жестко соединенной с ней стойки и соединенной с ней регулируемой планки, состоящей из двух кинематически соединенных между собой частей, к одной части которой при- соединены ультразвуковые преобразователи, а к второй части - электроиндуктивный датчик.
M7//f7/}imM7///Xy/ZwW/
г 12 J
lywrnm /3 5
Редактор А.Долинич
Составитель Л.Блохин
Техред В.Кадар Корректор Е.Рошко
Заказ 7062/50Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
lywrnm /3 5 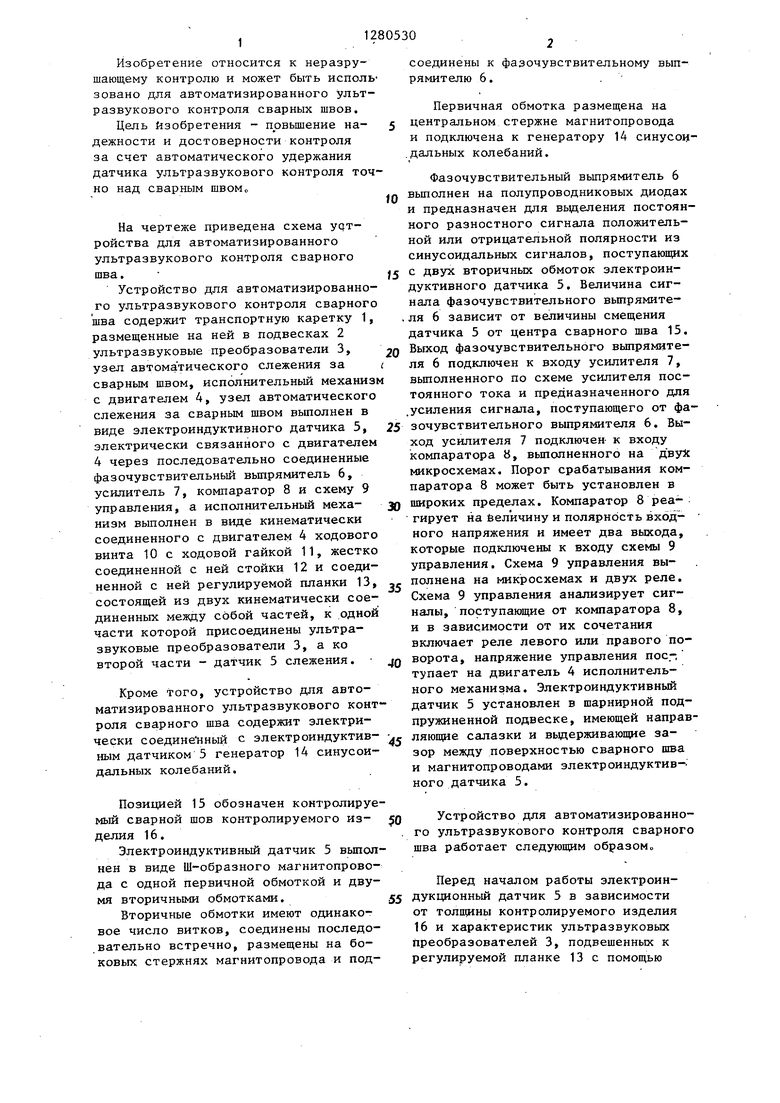
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического слежения за сварным швом | 1990 |
|
SU1758548A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1670586A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство автоматизированного ультразвукового контроля сварных соединений стенки резервуаров | 2019 |
|
RU2731165C1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СВАРНЫМ ШВОМ | 2007 |
|
RU2343469C2 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1981 |
|
SU998042A1 |
| Способ контроля сварного шва | 1961 |
|
SU150689A1 |
| Двигатель внешнего сгорания и система управления двигателем внешнего сгорания | 1989 |
|
SU1831580A3 |
| Устройство для автоматического контроля сварного шва | 1979 |
|
SU794504A1 |
Изобретение относится к области неразрушающего контроля и может быть использовано для автоматизированного ультразвукового контроля сварного шва. Целью изобретения является повышение надежности и достоверности контроля за счет автоматического удержания датчика точно под сварным швом. При перемещении каретки 1 вдоль сварного шва 15 электроиндуктивный датчик 5 перемещается под сварным швом 15, а жестко связанные с ним ультразвуковые преобразователи - на заданном расстоянии от него. При отклонении сварного шва 15 в сторону сигнал от датчика 15 поступает в фазочувстви- тельный выпрямитель 6, усиливается усилителем 7, попадает в компаратор 8 и от него в схему управления 9, от нее включается двигатель 4, ко- торый вращением ходового винта 10 перемещает ходовую гайку 11 и через жестко связанную с ней стойку 12 перемещает ультразвуковые преобразователи 3 и датчик 5 таким образом, что датчик 5 занимает положение над серединой сварного шва 15, а ультразвуковые преобразователи 3 - на заданном расстоянии от него. 1 ил. I (Л
| Устройство для автоматического контроля сварного шва | 1979 |
|
SU794504A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
