(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО
КОНТРОЛЯ СВАРНОГО ШВА 12
конструкции устройства и повышение его надежности.
Поставленная цель достигается тем, что узел автоматического слежения за швом выполнен в вкде релейной схемы и гальванически связанных с ней электроконтактов, установленных с возможностью поворота вокруг оси, перпендикулярной продольной оси каретки, и размещаемых в процессе контроля по обе стороны шва.
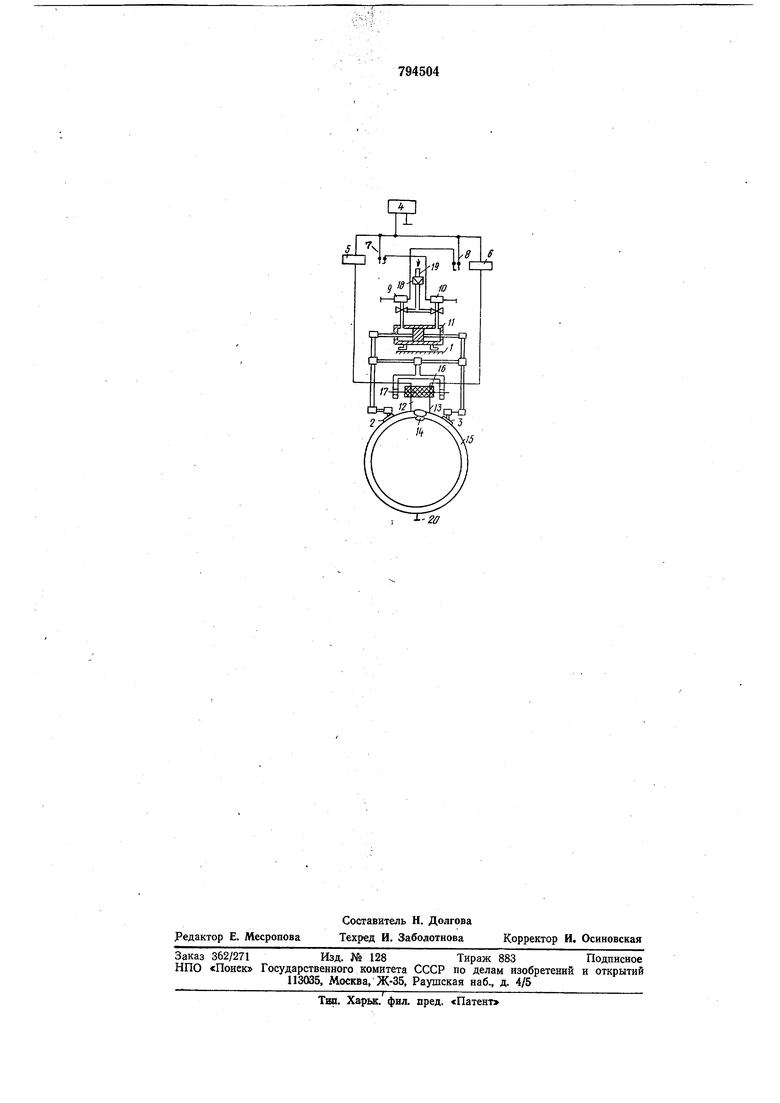
На чертеже представлена схема предлагаемого устройства.
Устройство содержит каретку 1, размещенные на ней преобразователи 2 и 3 дефектоскопа (на чертеже не показан), узел автоматического олежения за щвом, выполненный в виде соединенных с источником 4 питания реле 5 и 6 с контактами 7 и 8, подсоединенными соответственно к электропневмовентилям 9 и 10 исполнительного пневмоцилиндра U, и контактов 12 и 13, симметрично располагаемых в процессе контроля относительно контролируемого шва 14 спиральношовной трубы 15.
Контакты 12 и 13 жестко закреплены на рамке 16 из токонепроводящего материала, которая имеет возможность поворота вокруг оси 17, перпендикулярной продольной оси каретки.
Преобразователи кинематически связаны со штоками пневмодилиндра II, который через пневморегулятор 18 соединен с пневмоматистралью 19 высокого давления. Замыкание цепи узла слежения осуществляется благодаря з аземлению 20 трубы 15.
Устройство работает следующим 0бразом.
В исходном состояний штыревые контакты 12: и 13 расположены симметрично оси сварного шва 14, не касаясь кромок шва.
При уходе шва 14 в какую-либо сторону происходит касание его с соответствующим штыревым контактом 12, при этом замыкается цепь: источник 4 питания реле 5, штыревой ко|нтакт 12, шов 14, труба 15, заземление 20, земля источника питания.
Реле 5 срабатывает, нормально разомкнутые контакты 7 замыкают цепь включения электропневмовентиля 10. Пневмовентиль 10 открывает доступ сжатого воздуха в соответствующую камеру пневмоцилиндра ,Г1 и сжатый воздух перемещает поршень влево. Вместе с поршнем перемещается и следящий узел с ультразвуковыми преобразователями 2 и 3 и штыревыми контактами 12 и 13 до положения, пока не выйдет из соприкосновения со швом 14 штыревой контакт 12. Электрическ1ая цепь питания реле 5 разомкнется. Ра5 зомкиется цепь питания электропневмовентиля 10 и подача сж1атого воздуха в пневмоцилиндр М прекратится.
Узел слежения переходит в положение покоя и в этом положении будет находиться до тех пор, пока снова штыревой контакт 12 или 13 не соприкоснется с кромкой сварного шва 14.
В случаях встречи штыревых контактов 12 или 13 при движении трубы со шлаковой корочкой флюса рамка 16 повернется На оси l7 и поднимет штыревые контакты. При проходе шлаковой корочки или ее остатков штыревые контакты вместе с рамкой возвратятся в исходное положение. 0 Труба 15 заземлена через металлические опорные и формующие ролики.
Изобретение позволяет освободить часть
обслуживающего и ремонтного персонала,
занимающегося эксплуатацией, и ремонтом
5 более сложных систем слежения за сварным
швом, просто и надежно в эксплуатации.
Формула изобретения
0 Устройство для автоматического контроля сварного шва, содержащее каретку, размещенные па ней преобразователи дефектоскопа и узел автоматического слежения за швом с исполнительным механизмом в виде пневмоцилиндра двустороннего действия, отличающееся тем, что, с целью упрощения конструкции и повыщения надежности, узел автом атического слежения за швом выполнен в виде релейной схемы и гальванически связанных с ней электроконтактов, установленных с возможностью поворота вокруг оси, перпендикулярной продольной оси каретки, и размещаемых в процессе контроля по обе стороны щва.
Источники информации, принятые во внимание при экспертизе:
J. . Авторское свидетельство СССР № 179979, кл. G 01 N 29/04, 1971. 2. Патент Франции № 2129298, кл. G 01 N 29Л)4, J971.
3.Заявка Японии № 51-39555, кл. G 01 N 29/04, 1976.
4.Заявка Японии № 51-25756, кл. 5 G 01 N 29/04. 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2137120C1 |
| Устройство для автоматического слежения за сварным швом | 1990 |
|
SU1758548A1 |
| Устройство для ультразвуковой дефектоскопии сварного шва и краевых зон труб большого диаметра | 1977 |
|
SU703052A3 |
| Устройство для контроля сварного соединения | 1981 |
|
SU996127A1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СВАРНЫМ ШВОМ | 2007 |
|
RU2343469C2 |
| Способ контроля сварного шва | 1961 |
|
SU150689A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1670586A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1985 |
|
SU1280530A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1966 |
|
SU179979A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |