Изобретение относится к литейному производству, в частности к оборудованию для центробежного литья
Известна машина для изготовления центробежных форм, включающая поворотный стол, устройство для загрузки формовочной смеси, устройство для предварительной формовки, накатное устройство для окончательной формовки, содержащее свя:занный с приводом вращения шпиндель со сквозным центральным отверстием, иакатной ролик, смонтированный консольно на основной подшипниковой опоре, дополнительную опору ролика, приводную каретку для введения свободного конца ролика в отверстие дополнительной опоры, механизм поперечного перемещения опор накатного ролика с приводным поворотным рычагом и регулируемым упором и устройство дпя выгрузки готовых форм.
Указанный рычаг выполнен в виде закрепленных на приводном поворотном валу щек, взаимодействующих с ползуном, несупдим дополнительную опору, и с поперечно-подвижным держателем, несущим осиовную-опору роликаи смонтированным на каретке. Параллельно накатному ролику на держателе, связанном с пневмоци.яиндром, установлено устройство дпя предварительной формовки, выполненное в
виде трубы с заключенным в ней прнводным щнеком.
Формовочная смесь из бункера поступает в вертикально расположенный пшиндель, который затем при помогли механизма поворота укладывается горизонтально. Перемеще1шем держателя труба устройства для предварительной формовки устанавливается соосно вращающемуся щпинделю и посредством каретки вводится в его полость, при этом расположенная по центру пшинделя формовочная смесь выводится-наружу вращающимся щнеком. Накатной ролик, введенный в полость щпинделя после отвода трубы со шнеком, придает внутренней поверхности формы очертания отливки, одновременно ут1лот1ия форму в результате перпендикулярного к оси движения держателя и ползуна от поворотного рычага механизма поперечного перемещения.
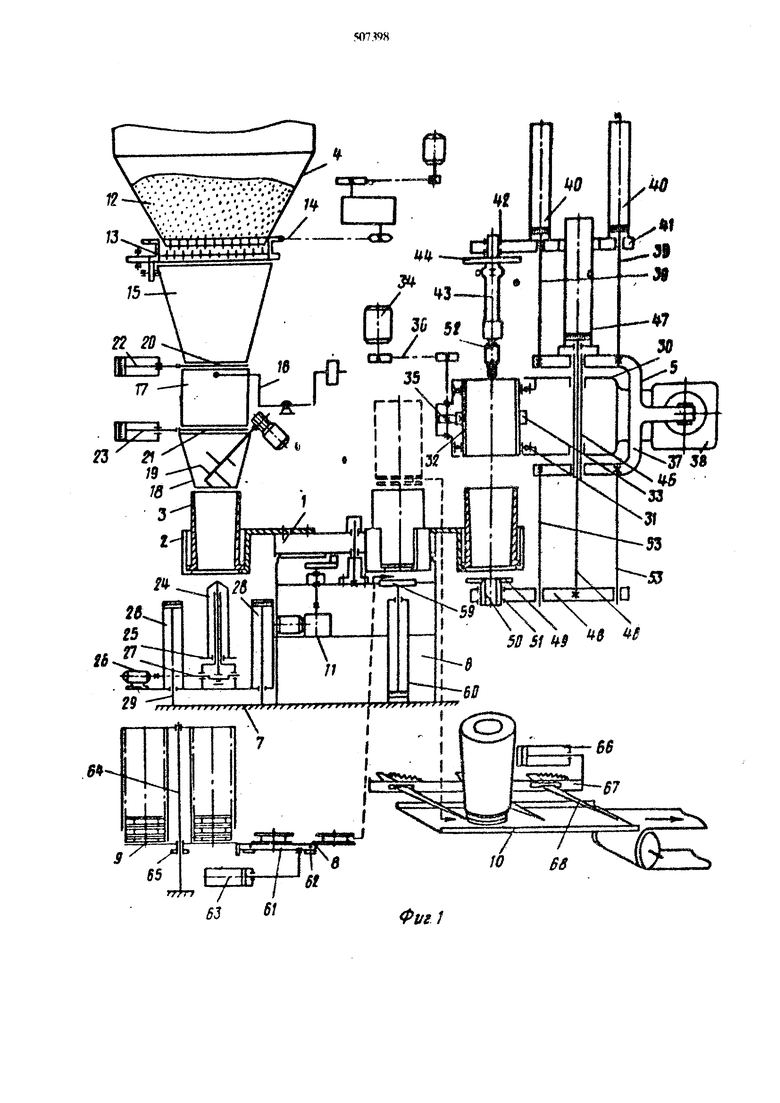
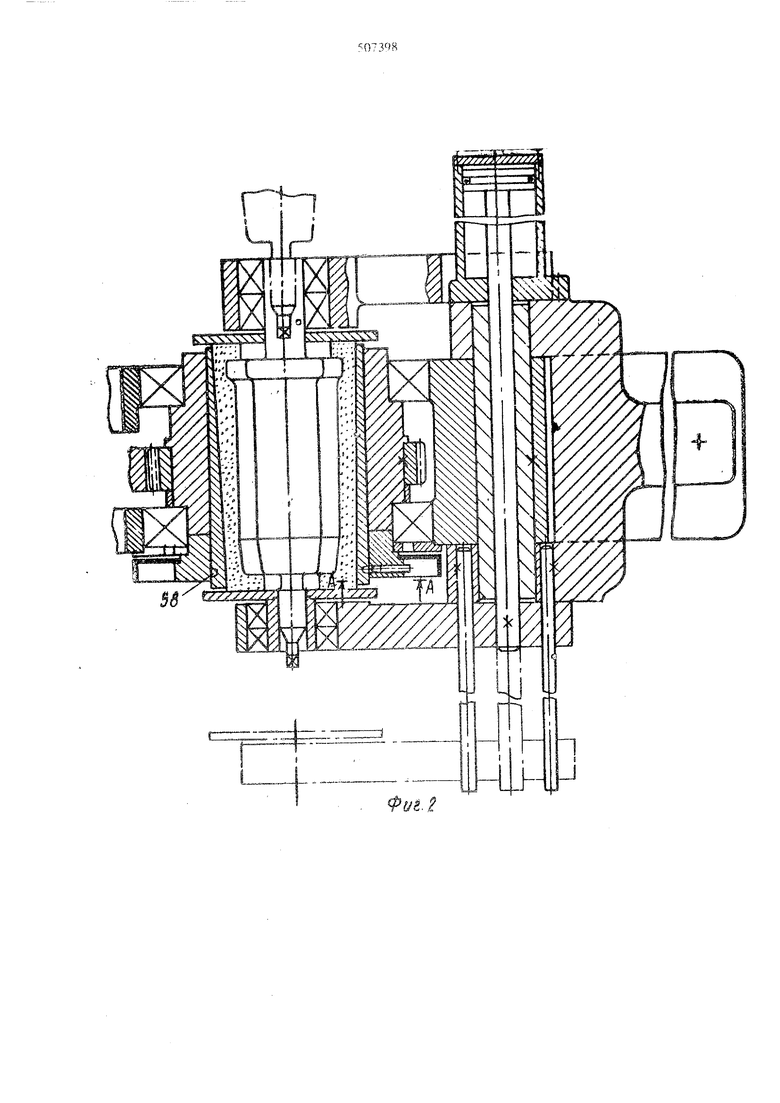
с готовой формой используется в качестве изложницы для центробежного литья непосредственно в машине для изготовления формы. Для это-, го после отвода ролика ползун с дополнительной опорой сдвигают и помещают горловину для за. 1вки расплавленного металла. По окштчаиии литья и остывания отливки механизм поворота снова устанавливает шпиндель в вертикальное ноложенис, н ;i;4i Mi MOiiui ycipuiiCi na ;.л;г oiiUBKa иместс i; ()J snujicMieTCK из цгггаидсля. И 1ес1ная vruiinHa имеет ряд супдесгпенных недостаткон:залнзк;-; расилмр.изиного MCTrji.ia пспосредствс но н fiiipMy, :ja -;jiK)4e iuy1o в ш;1И1Щ.ель иакатного устройства, исключает опсращио сушки формы, в результате чето качество отливки резко опгжается; машина не обсспечкпает высокой производительность формовки из-за 11ослсдоиатс; Ы10го характера операций, производимых Б одной и To;i же охвать вающеи форму емкости (шпинделе) ; машина не оПесиечипает также выссгкой ироизводи тельности ;г,1тья, поскольку эта отерап.ия следует за формовкой и не совмсшс-па с ней во времени. Целью изооретения является шзвьц.шнис ир-оизводтлельностк, а также т-рочностк н точности изготовле ния форм. Это Д1)СТ1 тается тем, что мниина снаЗжена стаканами для TpancnopnipoisaiiHsr фопмозочпой смеси, расиоюжсюыми в гнездах поворгоного стола, при этом шпиндель накатного ycTpoiiCTisa на окопчагельной формоикн устанопле г пертикал:ьно. ,о,ля пведеняя последнего внутрь пцин-.дсля дсшолнятельная опора ролика разменена под силспим торцом стакана на каретке;смоитиро1 анно 1 на iipiiKpt f лепных к рычагу мехатЕнзма .иоиерсчиого перемещения верт калы1Ь1Х направл.чгоших, и пыиолнср.а и виде установлеииой п нодшипникпх каретки втулки с закрепденкыми на Hcii диском, причем осноиная опо ра, накатного рс;лика, КПК и допо п ителык1Я, жестко скя:миы е рЬЧагом в шмскостк его поворота, кроме того, для удержаьнш формовочной п CTaicaiie прп переккщеиии поворотного стола устройство дая предварительной формовки, раеаоложено иод загружаемым стаканом соосно с бункером устройства загрузки и содеряшт соедииеипьн) с сердечии :ом фла ifflUj диаметр которого соответствует диаметру отвер стня стакана; и связа}{ные с фланцем нодьемныс и йстр5 Х1Тва1онд е механизмы. Дня изтишчения тотовон формы из стакана, устаковлеиного на поворотном cxojic в иозидт1И вытрузки, маишна снабжена механизмом подачи драйеров и захватами д;ш выноси форм за предезть; стола, а устройство д;тя вь Грузки форм содержит выталкиватель, связанный с механизмом подачи драйеров и 1C захватами, взаимодействуютцими с драйерамн-Для иредотравтцения повышен юго торца стакана и диска доаолшзтельной опоры накатного ролика стакан оборудован копиром,взаимодействующим с клиньями, которые связаны с устаповлещгы.чи з шпжщеле центробежными рычагами. Указанное зьпюлнение машины дпя изготовлешм форм позволяет зр.ачительно (до 200 штук в час) повысить производительность формов:ки в результате совметцепия времени технологических операщ1Й, что особенно важно и массовом производстве, например при отливке гильз тракторных двигателей. Возможность траспортирования заполненного формовочной смесью екБозиото стакана иоворот1 ыгч столом дости гается соосным расположением уст зойств для заг;рузк:и и предварительной формовки. Дополнительную жесткость накатному устройству сообщает непосредственная связь опор ролика с рычагом механизма поперечного перемещения в нлоскости его поворота. Установка в машине механизма подачи драйеров, синхронизирова(пюго с устройством для выгрузки готовых форм, позволяет использовать на поворотном столе ощш и те же стаканы, вследствие чего отладает неооходлмость в отдельной позиции для их загрузки. Кроме того, это дает возможность транспортировать формы непосредственно в сушильную камеру и таким образом полностью автоматизировать процесс изготовления форм для центробежного литья, включая операцию су1дки форм, необходимую Д11Я придания им структуры, отвечающей требованиям литейной технологии.о На фиг. 1 приведена кинематическая схема мащииы дчя изготовления форм, предназначенных для центробежной отливки пшьз тракторных двигателей на фиг. 2 - продольный разрез накатного формующего устройства; па фиг. 3 - то же, разрез А-А на фиг. 2. Маншна ял.я изготовления форм, предназначенных для центробежной отливки, в данном.случае гильз тракторнььх двигателей, содержит горизонтальный поворотный стол 1 с размеще1 ными в его гнездах 2 стаканами 3, отверстия которь х выполнены сквозными и имеют коническую поверхность, соответствующую поверхности питейной изложницы. Над столом стаканам в позициях остановки стола расположены устройство 4 для загрузки формовочной смеси, накатное формующее устройство 5 и устройство 6 для выгрузки готовых форм. Под стаканом в позиции загрузки смеси установлено устройство 7 для предварительной формовки, а рядом со столом в позиции выгрузки - механизм 8 подачи драйеров к устройству 6, снабженный магазином 9, н транспортер 10 для подачи готовых фо|1м в суишльную камеру. В основание стола 1 встроен привод 11 прерывистого вращения, состоящий из электродвигателя, редуктора и мальтийского мехатома. Устройство 4 для загрузки формовочной смеси содержит бункер 12, ножевой питатель 13 с круговыми кондентрическими кожами, соединенный с приводом 14 вращения, воронку 15, весовой дозатор 16 с чашей 17 и бутшер 13с вороиштелем 19. Чаша 17 дозатора сверху и снизу тшрекрыта заслонками 20 и 21, связанными со штоками пневмощитиндров 22 и 23. Устройство 7, расположенное соосно бункеру 18, содерж1« сердечник 24, дтшметр которого больше наруж юго диаметра накатного ролика, и соедннейпь Й с сердечником фланец 25, наружный размер которого меньше меньшего диаметра отверстия стакана 3 (на величину зазора, исключающую высыпание смеси). Фланец 25 связан с встряхивающим устройством, содержащим электродвигатель 26 и эксцентрик 27, и с подъемным устройством, состоящим из двух ппевмоцилин.аров 28, подвижных относитель но защемленных SUTOKOB 29.
I в кронштейне 30 накатного формующего устройства 5 на пощиипниках качения 31 смонтирован шпиндель 32, отверстие которого выполнено по наружном диаметру стакана 3. На итивделе жестко закреплено зубчатое колесо 33, связанное с электроотигателем 34 через шестерню 35 и ремен}гую передачу 36.
С кронштейнам 30 шар1шрно соединен поворотны рьяаг 37, связанный с приводом 38, вьтолненным в виде пневмонилиндра.
На рычаге 37 закреплены штоки 39 пневмоцилиндров 40, корпуса которых жестко соединены с суппортом 41, несущим подишпниковую опору 42, на которой неподвижно в осевом направлении установлен накатной ролик 43 с верхним диском 44.
Через отверстие оси 45 рьшага 37 пропущен шток (46 пневмоцилиндра 47, несущий каретку 48 с дополнительной опорой накатного ролика, выцолнечной в виде нижнего диска 49, закрепленного на втулке 50, которая установлена в подшипниках 51. Диаметр отверстия втулки 50 соответствует диаметру нижней цапфы 52 свободного конца накатного ролика 43, а диаметр нижнего диска 49 выполнен большим, чем диаметр отверстия стакана 3. Каретка 48 смонтировз; на на направляющих скалках 53, закреплешп 1Х на рычаге 37. I,
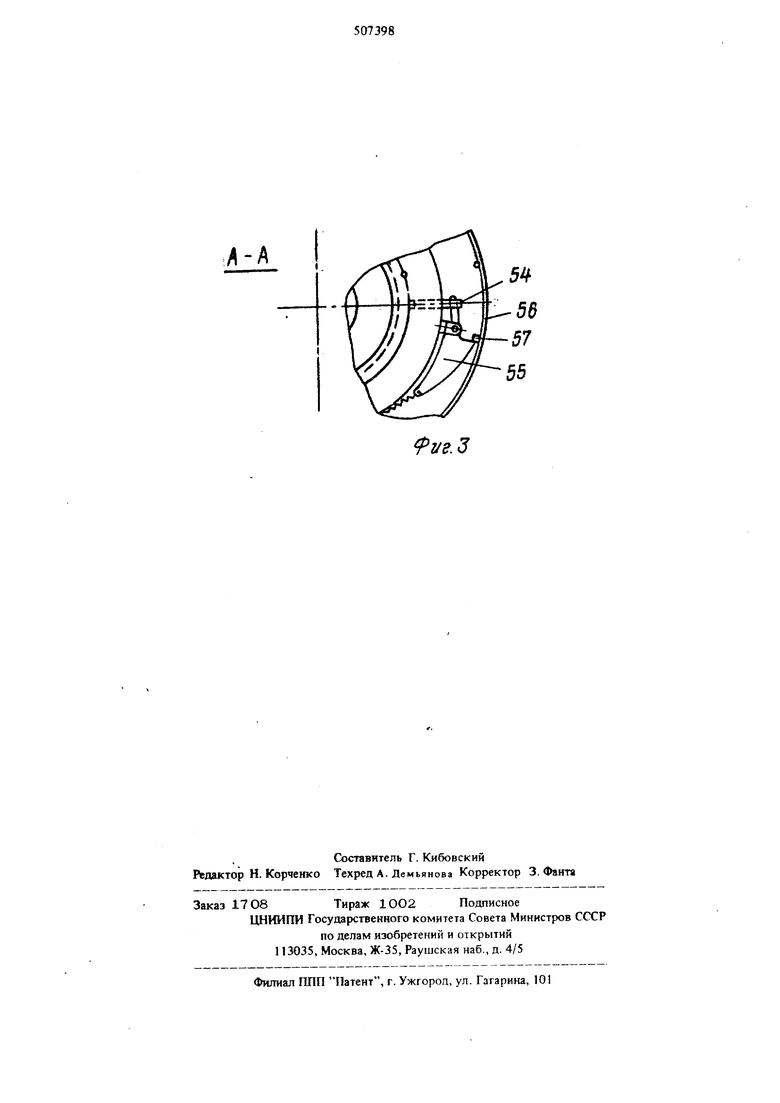
В радиальных отверстиях шпинделя 32 установлены клинья 54, связанные с подпружиненными центробежными рычагами 55, вставленными в прорезь шпинделя, ограниченную снаружи подвижным кольцом 56 несущим упоры 57. Уклон клиньев 54 соответствует профилю скоса копирной проточки 58.
Устройство 6 для выгрузки готовых форм содержит выталкиватель 59, наружный диаметр которого меньше диаметра отверстия стакана. Выталкиватель жестко связаи со штоком пневмоцилиндра 60.
Механизм 8 подачи драйеров включает штангу 6 с собачками 62, соединениую с пневмоцилидром 63. Магазин 9 драйеров выполнен в виде многопозиционного барабана с вертикальной осью 64. На оси барабана смонтировано храповое устройство 65, связанное с пневмоциливдром 63. Транспортер 10 содержит соединенную с пневмоцилиндром 66 штангу 67с подпружиненными захватами 68 (улоры, конечные выключатели и пневмоаппаратура управления на чертежах не показаны). I Машина работает следующим образом.
При открытой заслонке 20 формовочная смесь из бункера 12, разрыхляясь ножевым питателем 13, через воронку 15 поступает в чашу 17 весового дозатора 16. После наполнения чаши по сигналу связанного с дозатором конечного выключателя заслонка 20 закрывается, выключается привод 14 питателя, после чего открывается заслонка 21, и смесь пересыпается в бункер 18, откуда разрыхляясь ворошителем 19, она направляется в стакан 3.
Фланец 25 устройства 7, поднятый в верхнее положение подъемными пневмоцилиндрами 28, вьшолняет при .этом роль дна кольцевой емкости, образованной внутренней стенкой стакана 3 и сердечником 24. При заполнении емкости смесью эксцентрик 27 встряхива;юшего механизма вращается; происходит предвари7.98
тельное упло нение формопочном смгсИ, нсоОчо;и ч(. для ее дальнейшего траспоргиронанин, Пос.пс ..ниилнс ПИЯ стакана и уплотнения полученной таким опра:5os полой формы электродвигатель 26 встряхинакнлего устройства выключается, и подъемные гшспмои.илпндрь 28 выводят 25 с сердечником 24 зя пргдслы стакана 3, а поворотный стол 1 переметает стакан с заготовкой на позицию формовки.
Останавливаясь, поворотный стол через коисчинй выключатель г ттравляюшую пневмоаппарагуру при водит в действие пневмоиилиндры 40 и 47, щгн чтом каретка 48 пoдни яcт втулку 50 с диском 49, который, выводя из гнезда 2 стакан 3 с загогонкоГь пводит его 8 полс§ть цлшнделя 32, Одиоврсмскмо супintpi 4i опускает накатной ролик 43, который, в отверстие предварительно отформованной зг-. атовки, цапфой 52 ззходкт в отверстие птулки 50 и сцепляется с ней поводком. Прч этом мсжлу торнами диска 44 и стакана 3 остается нросгп-т.
Далее включается )лектро.т.вигатсль 34 и чер-;:- (менную передачу 36 и зубчатую пару принопит DO вращение шпиндель 32. Стакан с заготоцк,)й также получает вращение благодаря Tpcmsro илн при помспнн подпружиненного поводка.
При врашеиии шттиндсля связанные с к;т 5ньям1«
54 рычаги 55 под действием центробежной силы отклоняются и вводят кли.чья в проточку 3S стака й 3, от)1симая последний вверх так, что NfeA;iy торцами нижнего диска 49 и стакана 3 вози)1Каст зпаоп.. и « юсвет между верхним диском 44 я cTatcaHoss сужается
1также до величины зазора. Величина обои.х :-:з: орол регулируется изменением хода пневмоцилиплрогз 40 и 47.
Привод 38 поворачивает 3 до упора.
полненного регулируемым для
ных внутренних размеров ynnoTnpLsoi fl ,.
контакте с заготовкой накатной pj п 4 г п
Благодаря зазорам между торт ч т i ков 44 и 49 не возникает трения, т их повышенным износом. Торпов - - р - г мы оформляются в контакте с тог ij
После окончания формовки iij тоi ч i ключается, кольцо 56 притормаж) ч (. ми колодками, а рычаги 55 наез 1ПТ iv i и поворачиваются вокруг оси. Bbisc п ;КО 1Ирной проточки 58. 37 PC ти в исходное положение по оси iiuu цилиндр 47, перемеша.ч каретку со i т it
устанавливает послсд П1Й в гнездо 2 LH i O суппорт 41 выводит накатной рол)к 4 f i шпин.аеля, обеспечивая удобство L i t v i
Поворотный стол 1 переносит tl формой на позицию вь трузки. Во вре%я ,..,.:, стола штанга 6 механизма 8 подпет арайср на крсп5 ку выталкивателя 59, после чего в момент OLiaiiOBKH стола, готовая форма вместе с :io;i нее драйером при помощи пневмоиилипл.ра 60 нытй.-;:-:,.вается вверх за пределы стакана, r;ie з.хглгы 6Н ; реносят драйер, несущий на себе форму, из трапсчк-.ртер 10 сушильной KaNiepbt. 7 Форму/т а изобретения I, Маишнй лля изготовпекия форм центробежного ;11:тьп, включающая поворотный стол, устройство дая ;:;;-;-у:м:И формовочной дМбСИ, уСТрОЙСТВО ДЛЯ ПрСД ;:р.пч;льноч формовки, накйтное устройство для u:ci)H па тельной формовки, содержащее связанный с и| иводом вращения шпиндель со сквозным ценгральным отверстием, накатной ролик,смонтированный конгально на основной подшипниковой опоре, допол нительную опору ролика, приводную каретку для введения свободного конца ролика в отверстие до 1олнительной опоры, механизм поперечного nej:)eMe1це шя ortop накатного ролика с приводным поворотным рычагом и регулируемым упором и устройство 1ДЛЯ выгрузки готовых форм, отличающаяся тем, что, с делыо повыщения прочности и точности изгоговлеиия форм и повыще1шя производительное тй, NfamHHa снабжена стаканами для траспортирования формовочной смеси, рас;йоложекными в гнездах поворотного стола, при этом шпкщвдъ накатного устройства на позиции окончательной формовки уста новлен вертикально, а дополнительная опора ролика размещена под стаканом па каретке, смонтировав ной на прикрепленных к рычагу механизма поперечного перемещения вертикальных направляющих, и вьшолнена в виде установленной в П щ1ипниках каретки втулки с закреплегшым на ней диском, причем основная опора накатного ролика и дополнительная опора жестко связаны с указанным рычагом в плоскости его поворота, а устройство отя предварительной формовки расположено под загружаемым стаканом соосно с бункером устройства для загрузки и содержит соединенный с сердечником фланец, дааivfeTp которого соответствует диаметру отверстия стакана, и связанные с фланцем подъемные и встряхивающие механизмы. 2. Маишна по п. 1,отличающаяся тем, что она снабжена механизмом подачи драйеров и захватами для выноса форм за пределы стола, а устройство для выгрузки форм - выталкивателем, связанным с механизмом подачи драйеров и с захватами, взаимодействующими с драйерами. 3. Машина по п. 1, о т л и ч а ю щ а я с я тем, что стакан снабжен копиром, взаимодействующим с клиньями, которые связаны с установленными в чшинделе центробежными рычагами. Vr7.- .ЛГ/.- .. . T . ., ...:.7 / t.. .jil Й -Jyi /
Фи&.Ё j
y.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания центробежныхформ | 1974 |
|
SU508335A1 |
| Автомат для изготовления винтов | 1975 |
|
SU706167A1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ЛИТЬЯ В НАКАТНЫЕ ФОРМЫ | 1973 |
|
SU404551A1 |
| Машина для формовки фарфоро-фаянсовых изделий | 1939 |
|
SU57474A1 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |