1 12
Изобретение относится к -свирнчио- му производству, конкретнее к контактной сварке, и предназначено дли использования в приборостроении, преимущественно для сварки малогабаритных деталей.
Целью изобретения является повышение процента выхода годных изделий за счет предотвращения выплесков расплавленного металла в процессе сварки.
На фиг, 1 изображена диаграм
напряжение
о изменения которого
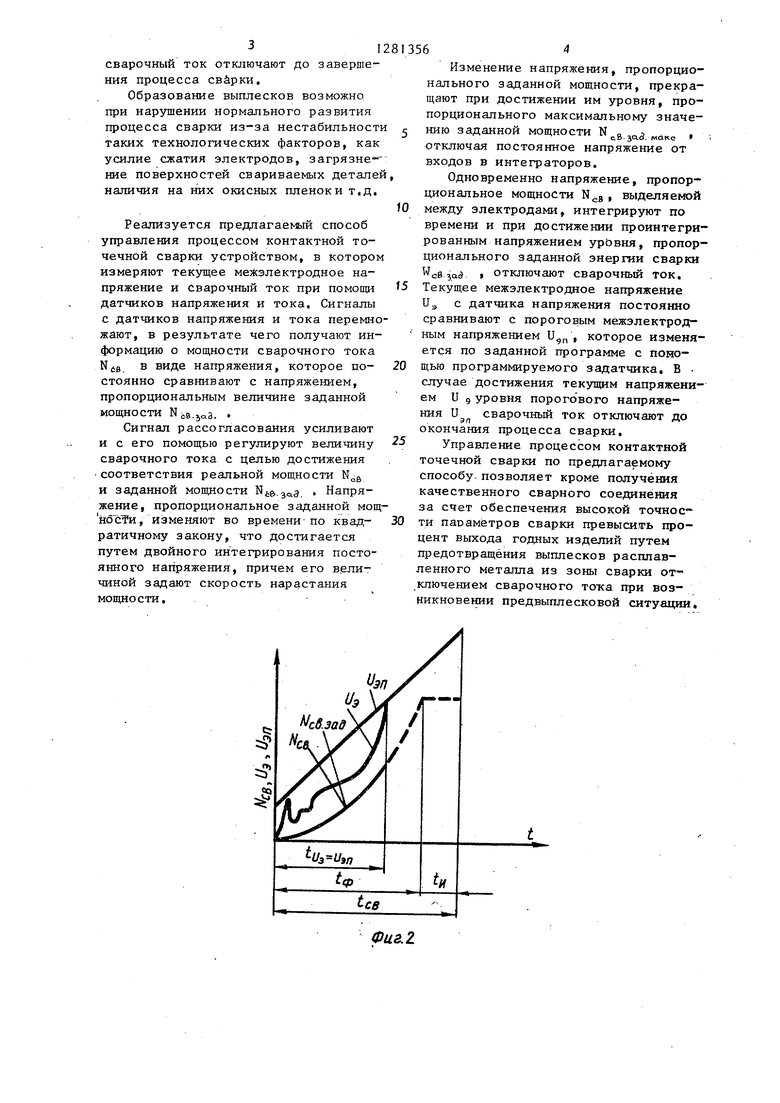
ма, иллюстрирующая способ управлени процессом контактной точечной сварки при нормальных с точки зрения образования зоны совместного плавления условиях; на фиг, 2 - диаграмма иллюстрирующая способ управления процессом при условиях, когда возможно образование выплеска расплавленного металла.
Способ заключается в следующем, С началом процесса сварки измеряют текущее межэлектродное напряжение и сварочный ток, увеличивают мощность сварочного тока по квадратичному закону до заданной максимальной величины и поддерживают ее на этом уровне до момента достижения выделенной в зоне сварки энергней заданной величины, после чего отключают сварочный ток. Одновременно сравнивают текущее межэлектродное с пороговым, программу
в течение цикла . сварки- задают в соответствии с предельно допустимь1ми значениями, гарантирующими протекание процесса без выплесков. При достижении теку- 1ЦИМ межзлектродным напряжением по7 рогового уровня, что свидетельству- ет о возможности образования выплеска, сварочный -ТОК отключают до окончания полно:го цикла сварки. Это дает возможности избежать разрушени свариваемых дет алей и произвести повторную сварку.
Кривая 1-на фиг, I показывает квадратичный закон изменения заданной мощности сварочного тока . Участок 2 - выдержка заданной мощности на максимальном уровне „ ,
Длительность цикла сварки topt+t, длительность фронта нарастания заданной мощности до максимального уровня; t - длительность выдержки при максимальной мощности.. Заданная величина энергии,
выделившейся между электродами, равна площади, ограниченной кривой I и участком 2, т.е.
сб
We,K
N.. dt.
где WcB К
N..
Прямая
заданная энергия сварки; коэффициент пропорциональности;
заданная мощность сварочного тока, U-,n иллюстрирует програм5
0
5
0
0
0
5
му изменения порогового междуэлектродного напряжения (для простоты считается изменяющейся по линейному закону).
Для определения программы изменения , на опытных сварках для каждой пары свариваемых деталейХис кусственно создаются критические ситуации и измеряются максимальные значения текущего межэлектродного напряжения,и.э, при которых происходят выплески и,пережоги свариваемых деталей. Причем критические ситуации создаются таким образом, чтобы возможно бьто образование выплеско- вых ситуаций в начале процесса, в середине и в конце процесса сварки, Иа основе этих данных строится зависимость измене1щя межэлектродного напряжения во времени, которая сви детельствует о выплесках на всем .протяжении цикла прохождеьшя сварочного тока. На основе полученной эк- 5 спериментальной зависимости U:,(-t) строится программа изменения порогового межэлектродного напряжения , значения для которой в каждый момент времени выбираются HeNffloro ниже выплесковых ситуацийр определенных для каждой свариваемой пары материалов при изменении мощности сворочного импульса по квадратично- .усу закону.
Кривая и., на фиг, 1 - изменение во время текущего межзлектродного напряжения.без образования выплесков.
Кривая U,j на фиг, 2 - изменение во времени текущего межэлектродного напряжения при возникновении пред- выплесковой ситуации, что характеризуется ростом межэлектродного напряжения Ug, При достижении текущим межэлектродным напряжением 1), в какой-то момент времени величины, равной величине порогового напряжения Usn (на фиг. 2 момент t,,, Ugn ),
5
сварочный ток отключают до завершения процесса сварки.
Образование выплесков возможно при нарушении нормального развития процесса сварки из-за нестабильност таких технологических факторов, как усилие сжатия электродов, загрязне - ние поверхностей свариваемых детале наличия на них окисных пленок и т.д.
Реализуется предлагаег га способ управления процессом контактной точечной сварки устройством, в котором измеряют текущее межэлектродное напряжение и сварочный ток при помощи датчиков напряжения и тока. Сигналы с датчиков напряжения и тока перемножают, в результате чего получают информацию о мощности сварочного тока в виде напряжения, которое по- стоянно сравнивают с напряжением, пропорциональным величине заданной
мощности NijB.jaa.
Сигнал рассогласования усиливают и с его помощью регулируют величину сварочного тока с целью достижения соответствия реальной мощности и заданной мощности Nfee..3a3. Напряжение, пропорциональное заданной мощ , изменяют во времени по квад- ратичному закону, что достигается путем двойного интегрирования постоянного напряжения, причем его величиной задают скорость нарастания мощности.
O
5
0
5
Изменение напряжения, пропорционального заданной мощности, прекращают при достижении им уровня, пропорционального максимальному значению заданной мощности . , ., отключая постоянное напряжение от входов в интеграторов.
Одновременно напряжение, пропорциональное мощности , выделяемой между электродами, интегрируют по времени и при достижении проинтегрированным напряжением ур&вня, пропорционального заданной энергии сварки WCB зай отключают сварочный ток. Текущее межэлектродное напряжение и., с датчика напряжения постоянно сравнивают с пороговым межэлектрод- ным напряжением U, которое изменяется по заданной программе с поно- щью программируемого задатчика, В случае достижения текущим напряжением и 9 уровня порогового напряжения и сварочный ток отключают до окончания процесса сварки.
Управление процессом контактной точечной сварки по предлагаемому способу позволяет кроме получения качественного сварного соединения за счет обеспечения высокой точности параметров сварки превысить процент выхода годных изделий путем предотвращения выплесков расплавленного металла из зоны сварки отключением сварочного тока при возникновении предвыплесковой ситуации.
Фиг.2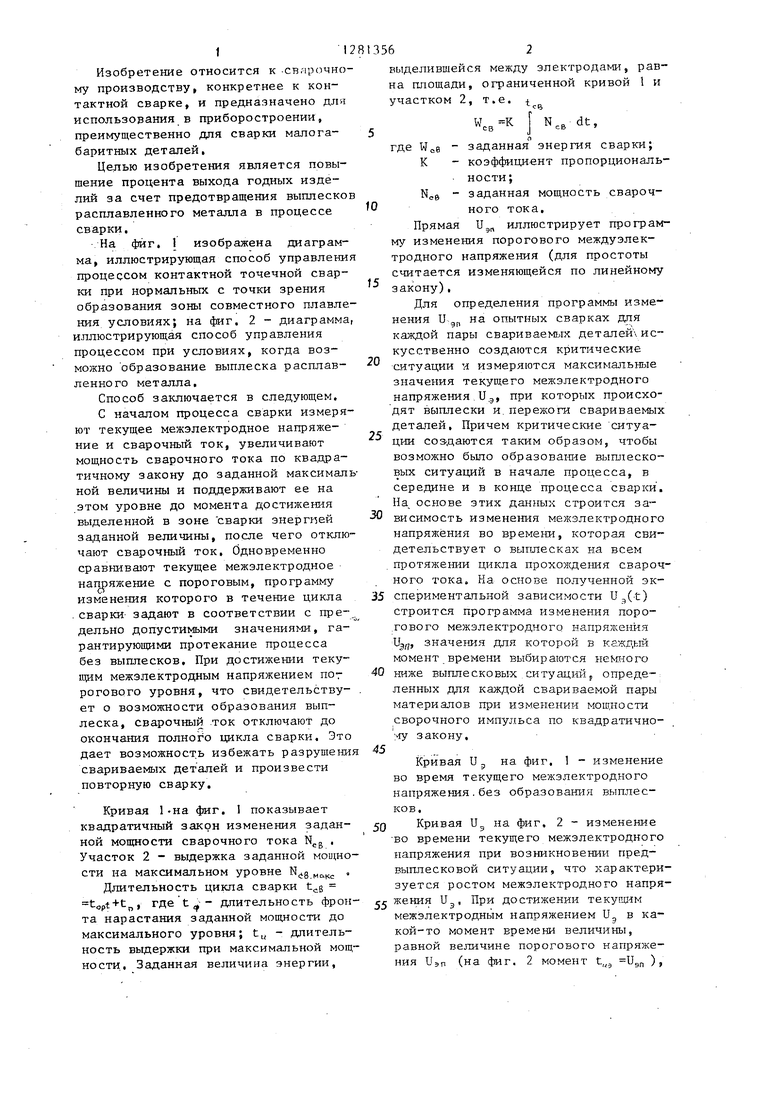
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом контактной точечной сварки | 1985 |
|
SU1281357A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ автоматического управления процессом контактной точечной и шовной сварки | 1976 |
|
SU660799A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| Способ управления процессом контактной точечной сварки | 1985 |
|
SU1299742A1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |

