Изобретение относится к переработке полимерных материалов и может быть использовано в радиотехнической промышленности для производства крупногабаритных изделий типа передней панели телевизоров.
Цель изобретения - снижение энерго- затрат для создания противодавления обоймы.
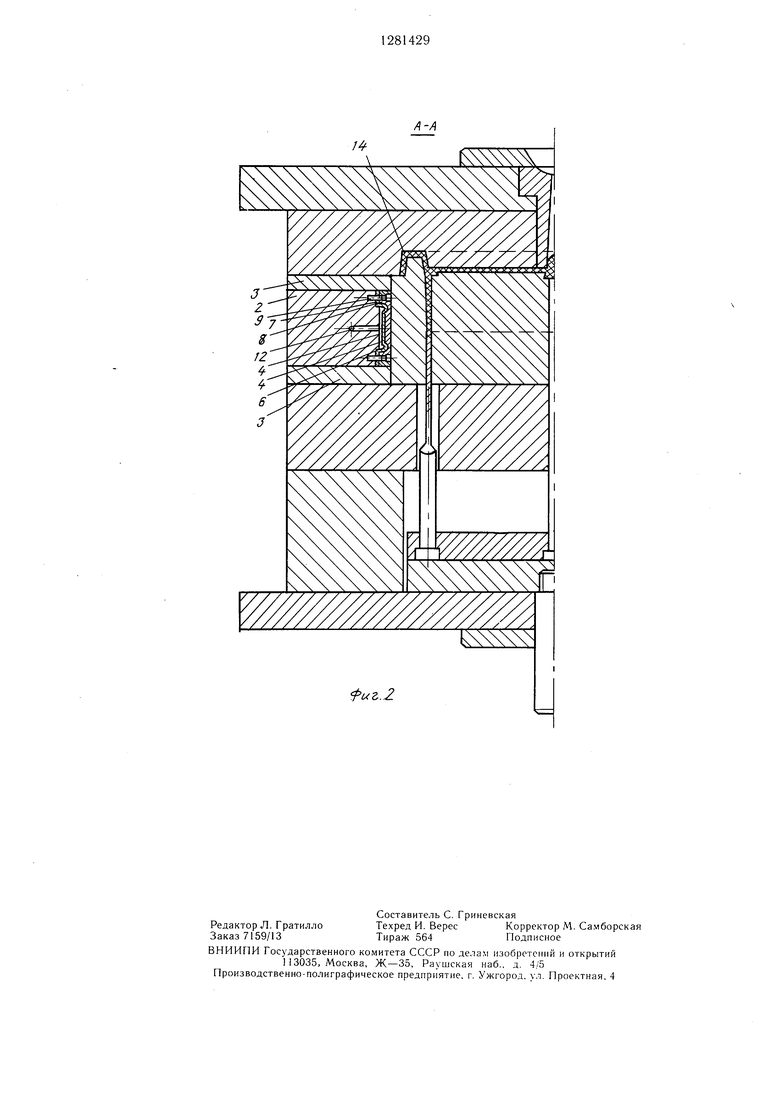
На фиг. 1 схематично показана обойма матрицы литьевой формы, вид сверху; на
ках, так как создаваемое воздухом давление в полости выема 4 остается постоянным.
Одновременно с заполнением расплавом оформляющей .полости изделия 14 заполняют жидкость и выемы 4. При этом под давлениСТл жидкости диафрагмы 5 через накладки 10 давят на стенки матрицы 11, а дно выема 4, образованное средней частью 2, воспринимает такое же давление.
При этом давление расплава в оформдеформируется средняя часть 2, а выемы
4расширяются за счет прогиба диафрагм
5посредством канавок 6. При этом деформация средней части 2 может доходить до
фиг. 2 - сечение А-А на фиг. 1 (обойма, ю ляющей полости на стенки частей матрицы встроенная в литьевую форму).11 несколько больше, чем давление жидкосОбойма 1 матрицы литьевой формы дляти со стороны диафрагм 5.
крупногабаритных изделий, преимуществен-Разница давлений зависит от общей плоно для изделий с высокими боковыми стенка-щади всех диафрагм 5. Эту разницу в давми замкнутой формы выполнена состав- лении воспринимают крайние части 3 обойной по высоте, содержащей среднюю 2 и мы. Под давлением жидкости в выемах 4 крайние ,3 части.
Части 2 и 3 обоймы скреплены между собой в местах наименьшей деформации обоймы, например по углам в случае выполнения обоймы 1 в виде рамы. В сред- JQ сохранения упругих свойств материала, а ней части 2 по периметру ее внутреннейпрогиб диафрагм 5 может измеряться миллиметрами. Однако зазор между поверхностями частей матрицы 11 не возникает, так как большая часть давления на стенки частей матриц 11, создаваемого в оформдля обеспечения возможности прогиба под 25 ляющей полости, уравновешивается давле- действием давления.нием жидкости в выемах 4, а крайние части 3 воспринимают возникающую разницу в давлении. Зазор между обоймой 1 и матрицей 11 возникает только в местах между выемами 4, величина его равна величине прогиба средней части 2 и никакого влияния на изделие 14 и раб оту формы не оказывает.
После окончания впрыска расплава давление в оформляющей полости изделия 14
поверхности выполнены выемы 4, в которые встроены средства для создания противодавления в виде диафрагмы 5 тарельчатой формы с канавками 6 по ее контуру
Диафрагмы 5 крепятся к средней части посредством прокладки 7, рамки 8 и винтов 9.
В выемы 4 встроены также накладки 10, прилегающие одной стороной к составной матрице 11, а другой стороной,повторяющей форму диафрагмы 5, - к последней.
В средней части 2 выполнена система каналов 12, соединенных между собой и с каждым выемом 4.
Система каналов 12 связана со штуцером- 13, служащим для подсоединения привода высокого давления от насоса литьевой машины или баллона сжатого воздуха (не показано).
Обойма матрицы литьевой формы работает следующим образом.
30
35
и в выемах 4 падает.
При этом средняя часть 2 под воздействием сил упругой деформации возвращается в исходное положение, а накладки 10 возвращают в исходное положение диафрагмы 5. Боковые стенки изделия 14 при 40 этом не сжимаются оформляющими поверхностями матрицы 11.
Формула изобретения Обойма матрицы литьевой формы для
После установки формы на литьевую машину штуцер 13 подсоединяют к трубопроводу высокого давления литьевой маши- 45 крупногабаритных изделий, преимущественны, подающему жидкость от насоса для „о для изделий с высокими боковыми стенками замкнутой формы, содержащая средство для создания противодавления, отличающаяся тем, что, с целью снижения экервпрыска расплава, или к баллону со сжа- Tbiivf воздухом. В первом случае при падении давления расплава в оформляющей полости падает давление жидкости в полости гозатрат для создания противодавления обой- выемов 4 и стенки частей матрицы 11мы, она выполнена составной по высоте,
перестают давить на изделие 14. Баллон со сжатым газом можно использовать при просодержащеи среднюю и крайние части, а средство для создания противодавления расположено только в средней части.
изводстве изделий 14 с разрывами в стенках, так как создаваемое воздухом давление в полости выема 4 остается постоянным.
Одновременно с заполнением расплавом оформляющей .полости изделия 14 заполняют жидкость и выемы 4. При этом под давлениСТл жидкости диафрагмы 5 через накладки 10 давят на стенки матрицы 11, а дно выема 4, образованное средней частью 2, воспринимает такое же давление.
При этом давление расплава в оформляющей полости на стенки частей матрицы 11 несколько больше, чем давление жидкосдеформируется средняя часть 2, а выемы
4расширяются за счет прогиба диафрагм
5посредством канавок 6. При этом деформация средней части 2 может доходить до
лении воспринимают крайние части 3 обоймы. Под давлением жидкости в выемах 4
сохранения упругих свойств материала, а прогиб диафрагм 5 может измеряться мил
и в выемах 4 падает.
При этом средняя часть 2 под воздействием сил упругой деформации возвращается в исходное положение, а накладки 10 возвращают в исходное положение диафрагмы 5. Боковые стенки изделия 14 при этом не сжимаются оформляющими поверхностями матрицы 11.
Формула изобретения Обойма матрицы литьевой формы для
упногабаритных изделий, преимуществен для изделий с высокими боковыми стенми замкнутой формы, содержащая средо для создания противодавления, отличающаяся тем, что, с целью снижения экер гозатрат для создания противодавления обой- мы, она выполнена составной по высоте,
содержащеи среднюю и крайние части, а средство для создания противодавления расположено только в средней части.
)
f uZ.Z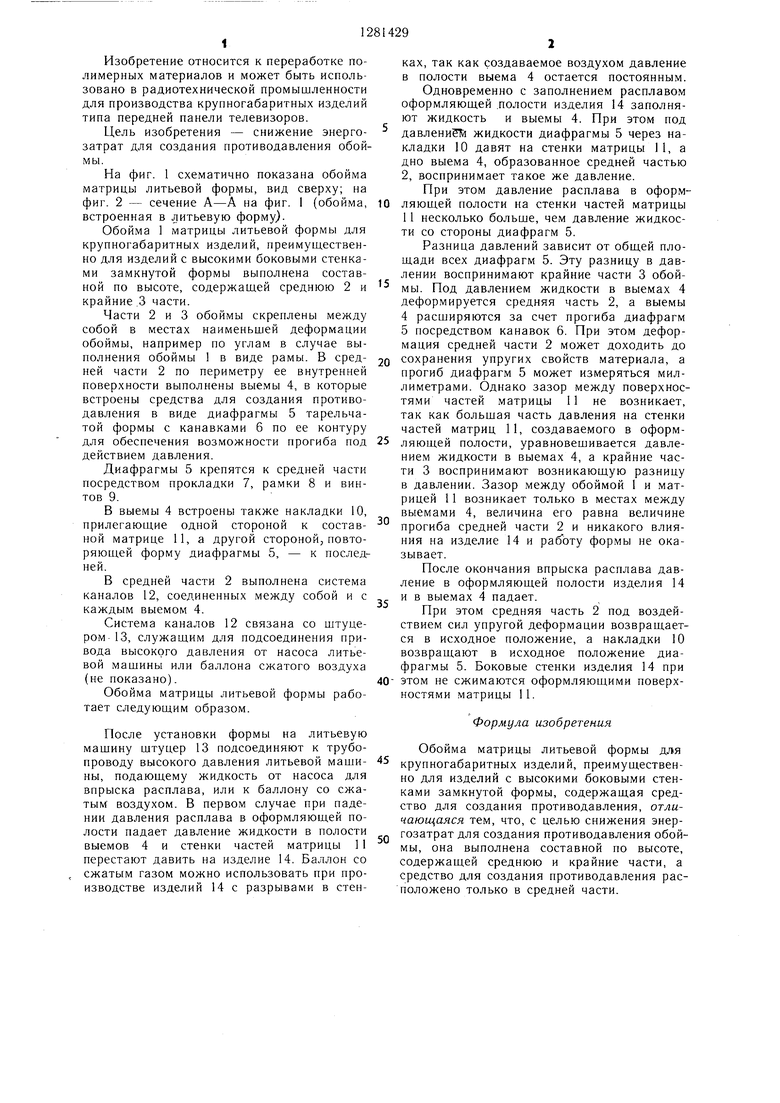
| название | год | авторы | номер документа |
|---|---|---|---|
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Устройство для изготовления длинномерных изделий сложной конфигурации | 1977 |
|
SU737226A1 |
| Форма для изготовления пластмассовых изделий методом литья под давлением | 1989 |
|
SU1696312A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 1980 |
|
SU1081924A2 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Устройство для литья под давлением изделий из полимеров | 1978 |
|
SU729069A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1666329A1 |
Изобретение относится к переработке полимерных материалов и обеспечивает снижение энергозатрат для создания противодавления обоймы. Обойма I матрицы литьевой формы выполнена составной по высоте, содержащей среднюю 2 и крайние 3 части, скрепленные между собой в местах наименьшей деформации обоймы. В средней части 2 по периметру ее внутренней поверхности выполнены выемы 4, в которые встроены средства для создания противодавления, например, в виде диафрагм 5, взаимодействующих с матрицей И. При заполнении оформляющей полости изделия расплавом полимера заполняют жидкостью и выемы 4. Диафрагмы 5 давят на стенки матрицы 11. Давление расплава в оформляющей полости на стенки частей матрицы II, как правило, больще давления жидкости со стороны диафрагм 5. Средняя часть 2 обоймы воспринимает большую часть давления и может значительно прогибаться. Однако зазор между поверхностями частей матрицы 11 не возникает, так как крайние части 3 воспринимают разницу в давлении и прогибаются незначительно, удерживая матрицу 11. 2 ил. i (Л 13 ьо 00 tc /I cpue.f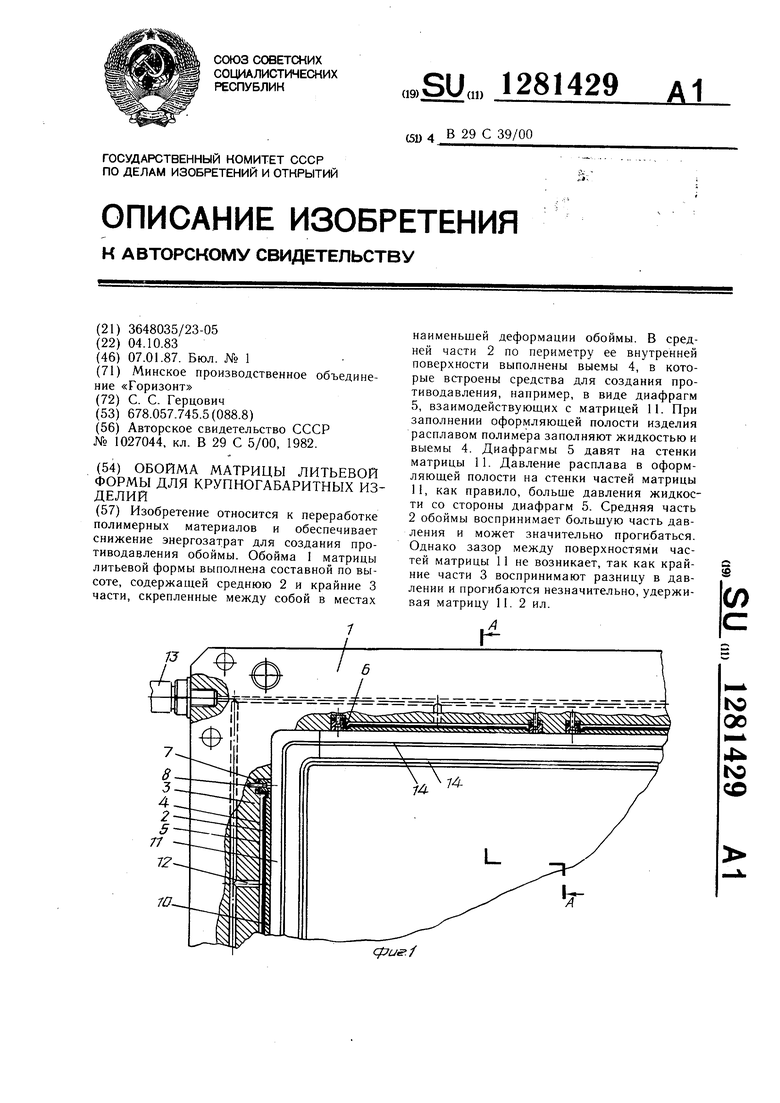
| Литьевая форма для изготовления полимерных крупногабаритных изделий | 1982 |
|
SU1027044A1 |
| Солесос | 1922 |
|
SU29A1 |
