Изобретение относится к обработке металлов давлением, а именно к резке полосового материала, и может быть использовано в электротехнической промышленности для изготовления и комплектации косоугольных пластин остовов трансформаторов.
Цель изобретения - повышение производительности линии поперечной резки полосовой электротехнической .стали на пластины за счет исключения останова линии при замене загруженных тележек ряда на свободные.
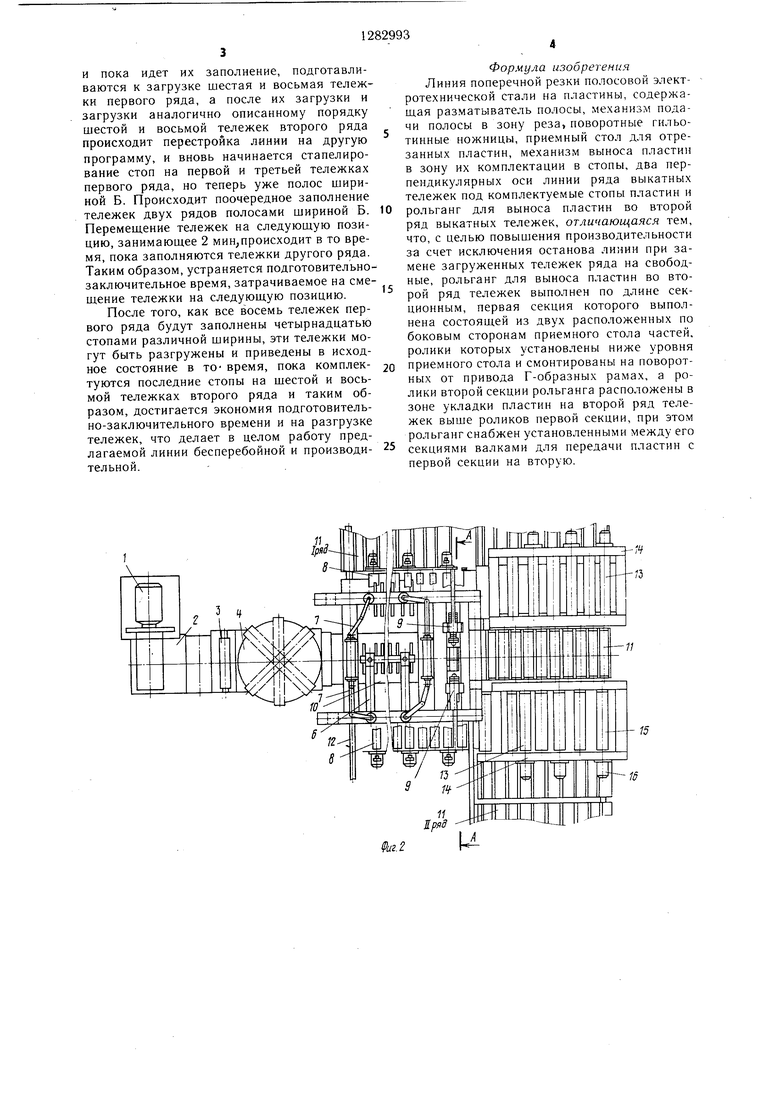
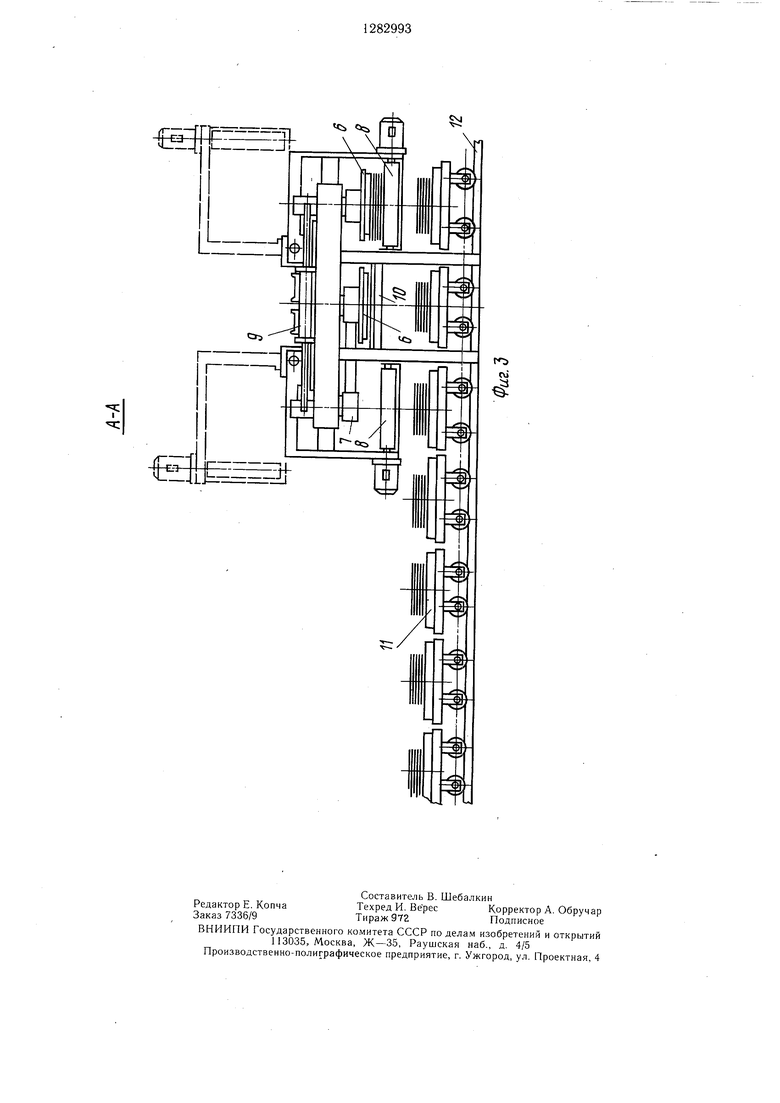
На фиг. 1 изображена линия поперечной резки полосовой электротехнической стали на пластины, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А па фиг. 2.
Линия поперечной резки полосовой электротехнической стали на пластины содерРазматываемая посредством разматы- вателя 1 с рулона полоса 2 посредством механизма 3 подачи подается в зону поворотных гильотинных ножниц 4 и продвига, ется на приемный стол 10, с которого после отсечения гильотинными ножницами подхватывается магнитами рамы 6 и с помощью привода 7 рамы выносится в одну сторону и сбрасывается на тележку 11 первого . ряда, затем следующую отрезанную
0 пластину подхватывает вторая рама 6, выносит ее в противоположную от оси линии сторону и сбрасывает на третью тележку первого ряда, т. е. происходит одновременное заполнение первой и третьей тележек
, первого ряда. После заполнения первой и третьей тележек стопами определенной ширины, например щирины А и толщины (комплектация стержня на тележке означает расположение на поверхности тележек 11 стоп различной щирины и различной высоты).
жит разматыватель 1 рулона полосы 2, меха- 20 включается привод 9 поворотных частей 8 низм 3 подачи и отсчета длины полосы,рольганга, например, представляющий собой
поворотные гильотинные ножницы 4, осущест- гидроцилиндры, перемещающие зубчатые вляющие как прямые, так и косые попереч-рейки и поворачивающие связанные с зубные резы, механизм 5 укладки и комплектации пластин, содержащий две рамы 6 с магнитами для выноса отрезанной полосы в зону комплектации, и привод 7 рам, позволяющий . рамам с помощью рычагов поочередно поворачиваться по дуге в горизонтальной плоскости на угол 90°. Первая
25
13 рольганга. Так как ролики секции 13 рольганга расположены несколько выще роликов поворотных частей 8 секции рольганга и снабжены встроенными электромагнитами, полоса прихватывается к нижней поэлектромагнита сбрасывается в тележке второго ряда, заполняя первую и третью тележки второго ряда. Пока идет их заполнение стопой шириной А тележки первого
чатыми рейками зубчатые секторы (не показаны), которые разворачивают поворотные части секции рольганга в рабочее положение, и следующие отрезанные пластины, поочередно подхваченные то одной, то другой рамой 6, сбрасываются то на одну, то на другую поворотные части 8 секции секция рольганга, состоящая из двух частейрольганга и транспортирукугся на секцию
8, содержит приводимые во вращение элект- -
родвигателями ролики и привод 9 их поворота, позволяющий установить поворотные части рольганга в рабочее положение либо поднять его как показано на фиг. 3 пунктирными линиями. Части 8 рольганга смон- верхности роликов и транспортируется к те- тированы на Г-образных рамах.лежкам второго ряда и при отключении
Линия содержит также приемный стол 10, представляющий собой плоскость, жестко связанную с механизмом 5 укладки и комплектации пластин, два ряда тележек 1 для размещения на них скомплектованных стоп 40 ряда перемещаются на следующую пози- пластин, при этом тележки первого ряда. цию, перемещение занимает 2 мин, и под свободно проходят под плоскостью стола 10, загрузку становятся вторая и четвертая и направляющие рельсы 12, расположенные тележки первого ряда. Как только па пер- перпендикулярно оси движения полосы. Вто- вую и третью тележки второго ряда бурая секция 13 рольганга смонтирована на дут уложены последние пластины ширины А, двух рамах 14 таким образом, что их ролики 45 поворотная часть 8 секции рольганга приво- 15 расположены выще роликов частей 8 роль- дом 9 возвращается в исходное положение Ганга (примерно на 2-5 мм), при этом ро-(на фиг. 3 оно изображено пунктиром)
лики приводятся во вращение электродвига- и выносные рамы 6 поочередно заполняют телями 16 и на поверхности имеют встро- вторую и четвертую тележки первого ряда енные электромагниты для прихватывания и пластинами ширины А. После заполнения вто- транспортирования полосы 2. Между секция- рой и четвертой тележек первого ряда в ми 8 и 13 рольганга установлены валки работу снова включаются секции 8 рольганга и заполняются вторая и четвертая тележки второго ряда. Во время их заполнения встают под загрузку пятая и седь- 55 мая тележки первого ряда, а после их загрузки стопой шириной А загружаются стопой этой же ширины подготовленные под загрузку пятая и седьмая тележки второго ряда.
17 передачи пластин с первой секции на вторую. Части секции 8 рольганга расположены с двух сторон от приемного стола 10.
Автоматическая линия работает следующим образом.
Разматываемая посредством разматы- вателя 1 с рулона полоса 2 посредством механизма 3 подачи подается в зону поворотных гильотинных ножниц 4 и продвигается на приемный стол 10, с которого после отсечения гильотинными ножницами подхватывается магнитами рамы 6 и с помощью привода 7 рамы выносится в одну сторону и сбрасывается на тележку 11 первого . ряда, затем следующую отрезанную
пластину подхватывает вторая рама 6, выносит ее в противоположную от оси линии сторону и сбрасывает на третью тележку первого ряда, т. е. происходит одновременное заполнение первой и третьей тележек
первого ряда. После заполнения первой и третьей тележек стопами определенной ширины, например щирины А и толщины (комплектация стержня на тележке означает расположение на поверхности тележек 11 стоп различной щирины и различной высоты).
включается привод 9 поворотных частей 8 рольганга, например, представляющий собой
13 рольганга. Так как ролики секции 13 рольганга расположены несколько выще роликов поворотных частей 8 секции рольганга и снабжены встроенными электромагнитами, полоса прихватывается к нижней початыми рейками зубчатые секторы (не показаны), которые разворачивают поворотные части секции рольганга в рабочее положение, и следующие отрезанные пластины, поочередно подхваченные то одной, то другой рамой 6, сбрасываются то на одну, то на другую поворотные части 8 секции рольганга и транспортирукугся на секцию
-
верхности роликов и транспортируется к те- лежкам второго ряда и при отключении
электромагнита сбрасывается в тележке второго ряда, заполняя первую и третью тележки второго ряда. Пока идет их заполнение стопой шириной А тележки первого
верхности роликов и транспортируется к те- лежкам второго ряда и при отключении
ряда перемещаются на следующую пози- цию, перемещение занимает 2 мин, и под загрузку становятся вторая и четвертая тележки первого ряда. Как только па пер- вую и третью тележки второго ряда будут уложены последние пластины ширины А, поворотная часть 8 секции рольганга приво- дом 9 возвращается в исходное положение (на фиг. 3 оно изображено пунктиром)
и пока идет их заполнение, подготавливаются к загрузке шестая и восьмая тележки первого ряда, а после их загрузки и загрузки аналогично описанному порядку шестой и восьмой тележек второго ряда происходит перестройка линии на другую программу, и вновь начинается стапелиро- вание стоп на первой и третьей тележках первого ряда, но теперь уже полос шириной Б. Происходит поочередное заполнение тележек двух рядов полосами шириной Б. Перемеш,ение тележек на следуюш.ую позицию, занимающее 2 миН;Происходит в то время, пока заполняются тележки другого ряда. Таким образом, устраняется подготовительно заключительное время,затрачиваемое на смешение тележки на следуюш.ую позицию.
После того, как все восемь тележек первого ряда будут заполнены четырнадцатью стопами различной ширины, эти тележки могут быть разгружены и приведены в исходное состояние в то- время, пока комплек- туются последние стопы на шестой и восьмой тележках второго ряда и таким образом, достигается экономия подготовительно-заключительного времени и на разгрузке тележек, что делает в целом работу предлагаемой линии бесперебойной и производи- тельной.
Формула изобретения Линия поперечной резки полосовой электротехнической стали на пластины, содержащая разматыватель полосы, механизм подачи полосы в зону реза, поворотные гильотинные ножницы, приемный стол для отрезанных пластин, механизм выноса пластин в зону их комплектации в стопы, два перпендикулярных оси линии ряда выкатных тележек под комплектуемые стопы пластин и рольганг для выноса пластин во второй ряд выкатных тележек, отличающаяся тем, что, с целью повышения производительности за счет исключения останова линии при замене загруженных тележек ряда на свободные, рольганг для выноса пластин во второй ряд тележек выполнен по длине секционным, первая секция которого выполнена состоящей из двух расположенных по боковым сторонам приемного стола частей, ролики которых установлены ниже уровня приемного стола и смонтированы на поворотных от привода Г-образных рамах, а ролики второй секции рольганга расположены в зоне укладки пластин на второй ряд тележек выше роликов первой секции, при этом рольганг снабжен установленными между его секциями валками для передачи п.тастин с первой секции на вторую.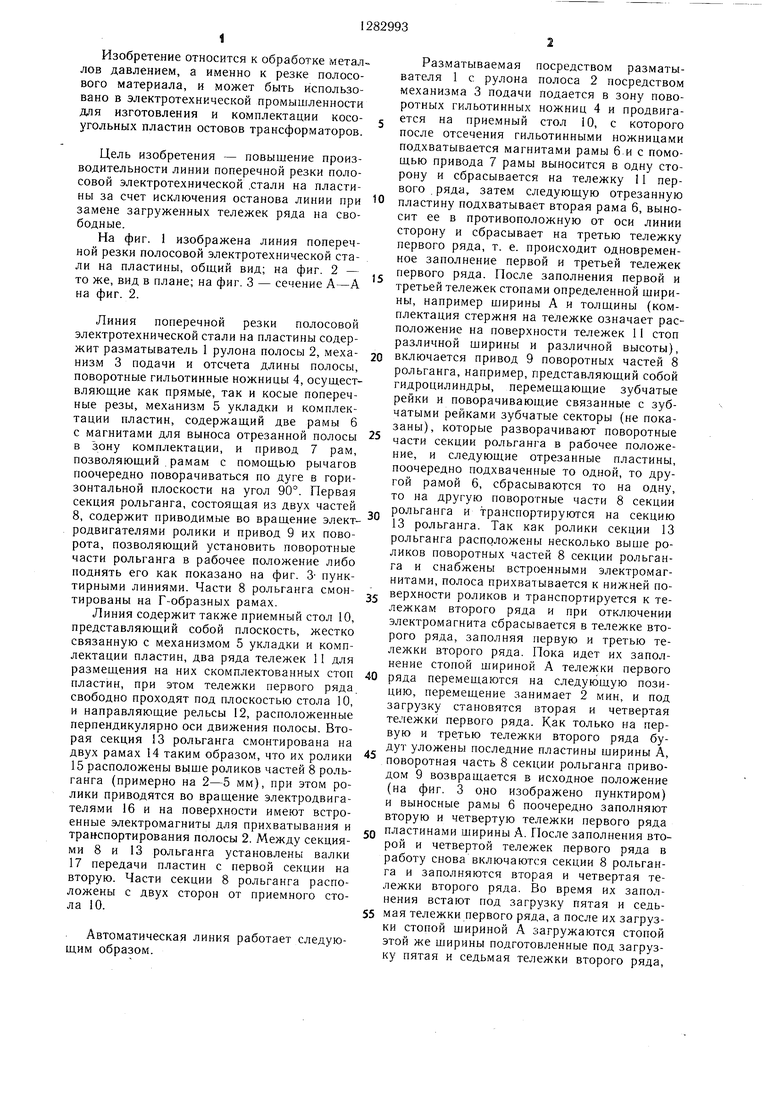
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ РАСКРОЯ ПЛАСТИН МАГНИТОПРОВОДОВ | 1970 |
|
SU265669A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Автоматическая линия для изготовления косоугольных пластин магнитопроводов | 1980 |
|
SU955382A1 |
Изобретение относится к обработке металлов давлением, а именно к резке полосового материала, и может быть использовано в электротехнической промышленности для изготовления и комплектации косоугольных пластин остовов трансформаторов. Цель изобретения - повышение производительности линии поперечной резки полосовой электротехнической стали на пластины. Линия содержит разматыватель 1 полосы 2, механизм 3 подачи и отсчета длины полосы, поворотные гильотинные ножницы 4, механизм 5 укладки и комплектации пластин, двухсекционный рольганг (Р), а также два ряда тележек 11 для приема стоп от каждой секции Р. При поднятых частях 8 Р отсеченная гильотинными ножницами пластина подхватывается магнитами то одной, то другой рамы, с помо- шью ее привода выносится в сторону и сбрасывается на тележки первого ряда. После их заполнения первая секция Р опускается, и пластина, поочередно подхваченная рамами, опускается поочередно на поворотные секции Р и далее транспортируется вращающимися от электродвигателей 16 роликами на вторую секцию Р, откуда она сбрасывается на тележки второго ряда. В это время первый ряд тележек убирается. 3 ил. i (Л J V 8 9 17 П ND ОО ю со ;о со
---- 15
11 ЕриЗ
HHraxiiPJ
Ц
tlJi
Г
ЧС
ч:
fl г- л TrIIlJb : zrzril
N
ГГ5 Л
| Каталог-проспект фирмы «Георг, ФРГ, лист 1, ТВА/М, 1000X6000 STA, 1980. |
