Изобретение относится к обработке атериалов резанием, а именно,к спообам изготовления пазов в пластин- атых деталях.
Целью изобретения является повышение точности обработки пазов в пластинчатых деталях путем обеспечения деформации стенок пазов в пределах допуска на их ширину.
На чертеже изображено устройство для реализации предлагаемого устройства.
Устройство содержит корпус 1 с базирующей поверхностью 2, упоры 3 и зажимной злемент 4 с рабочей поверхностью 5 с приводом (на чертеже не показан). На базирующей 2 и рабочей 5 поверхностях выполнены поднутрения 6, например, в аиде скосов.
Поднутрения 6 выполнены по всей длине обрабатываемого паза детали 7 и на ширину Б, равную глубине И обрабатываемого паза детали 7. Суммарная величина б поднутрений 6 не превышает допуска на ширину паза детали 7. Обработка детали производится фрезой 8.
Устройство работает следукнцим образом.
Деталь 7 устанавливается на бази- рукнцую поверхность 2 корпуса 1 и ориентируется упорами 3. Под деист- ; вием привода зажимной элемент 4 производит закрепление детали 7 с сиРедактор Т. Парфенова Заказ 7338/10
Составитель А. Никифоров
Техред И.Попович Корректор М. Самборская
Тираж 785Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
лой W, причем за счет поднутрений 6 между деталью 7, базирующей 2 и рабочей 5 поверхностями образуются зазоры б.
При обработке паза фрезой 8 в силу возникновения в зоне обработки распорных сил,воздействующих на стенки паза, последние деформируются в пространстве, ограниченном величинами б поднутрений 6. При этом зазоры, образованные в процессе деформации стенок паза, способствуют улучшению процесса удаления стружки из зоны обработки и более обильному доступу
СОЖ в упомянутую зону, что увеличивает износостойкость инструмента и повышает точность изготовления пазов.
Формула изобретения
Способ обработки пазов в пластинчатых деталях, при котором деталь размещают на базирующей поверхности приспособления, закрепляют с помощью рабочей поверхности зажимного элемента И обрабатывают паз, отличающийся тем, что, с целью повышения точности изготовления паза,на базирукицей и рабочей поверхностях выполнены поднутрения, по длине и ширине равные длине и глубине паза детали, причем суммарная глубина поднутрений не превышает допуска на ширину паза детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| Многопозиционный автомат | 1980 |
|
SU933388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| СПОСОБ МНОГОПРОХОДНОГО ЦИЛИНДРИЧЕСКОГО ФРЕЗЕРОВАНИЯ | 2009 |
|
RU2409453C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
Изобретение относится к обработ- , ке материалов резанием, а именно к способам изготовления пазов в пластинчатых деталях. Изобретение позволяет повысить точность обработки пазов путем обеспечения деформации их стенок в пределах допуска на их ширину. Устройство для реализации способа содержит корпус 1 с базирующей поверхностью 2 и зажимной элемент 4 с рабочей поверхностью 5. На бази- рующей 2 и рабочей 5 поверхностях вы- полнены поднутрения 6, выполненные, например, в виде скосов. Поднутрения 6 выполнены по всей длине обрабатываемого паза детали 7 и на ширину 6 равную глубине Н обрабатываемого паза детали 7. Суммарная величинаб поднутрений 6 не превышает допуска на ширину паза детали 7. 1 ил. (О в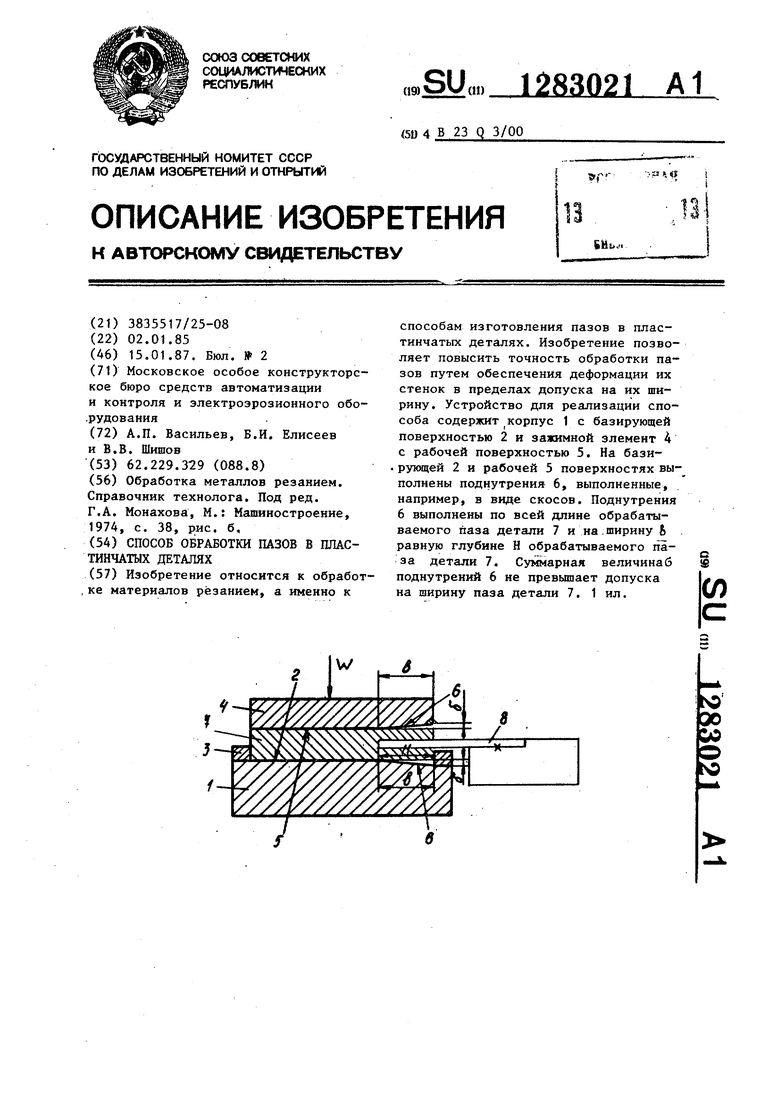
| Обработка металлов резанием | |||
| Справочник технолога | |||
| Под ред | |||
| Г.А | |||
| Монахова, М.: Машиностроение, 1974, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| б, | |||
