поперечными выемками. При включении конвейера тяговые органы перемещают подвижные каретки (К) и 1 и 2 с шарнирно закрепленными на них собачками 5 и 6. Собачки 5 и 6 выполнены в виде рычагов с выступами. Один из выступов зацеплен с поводками 9 тяговых органов. При перемещении К 1 и 2 сжимают возвратные пружины. Толкатели 3 и 4 переводят первое И из зоны накопителя 10, принимая на свои ОП следующее И. Когда выступы собачек 5 и 6 входят в поперечные выемки опорных плит 12, поступательное движение К 1 и 2 прекращается. Поводки 9 выходят из зацепления с собачками 5 и 6. Выступ собачки 6 выполнен с продольной наклонной площадкой с верщиной угла ее наклона в
Изобретение относится к подающим устройствам и может быть использовано в машиностроительной, станкостроительной и деревообрабатывающей промыщленности для передачи изделий из зоны накопления на конвейер, например, например, конце- равнительного станка.
Цель изобретения - повышение надежности передачи изделий путем исключения возможности перекоса изделий вдоль их продольной оси.
На фиг. 1 изображено устройство для передачи изделий из зоны накопления на конвейер, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1, (узел закрепления собачки на каретке); на фиг. 5 - этапы (позиции) перемещения изделий толкателями; на фиг. 6 - устройство для передачи изделий из зоны накопителя на конвейер, вид сверху, 1-й вариант исполнения; на фиг. 7 - этапы перемещения изделий толкателями, 2-й вариант.
Устройство (1-й вариант) для осуществления способа передачи изделий из зоны накопления на конвейер содержит подвижные каретки 1 и 2 с установленными на них толкателями 3 и 4 и собачками 5 и 6, взаимодействующими с параллельно расположенными в горизонтальной плоскости тяговыми органами 7 и 8 конвейера, выполненными например, из пластинчато-роликовых цепей. В цепях тяговых органов 7 и 8 жестко закреплены горизонтально расположенные поводки 9, выполненные в виде осей, выступающих с обеих сторон каждой ветви с которыми взаимодействуют собачки 5 и 6 кареток 1 и 2.
точке, наиболее удаленной от соединения собачки 6 с К 2. Поэтому собачка 6 позже выходит из зацепления с поводком 9. При этом сперва на ОП рамы опускается конец И, опиравщийся на ОП толкателя 3, затем - конец И, опиравщийся на ОП толкателя 4. Возвратные пружины перемещают К 1 и 2 в исходное положение. Далее цикл передачи И повторяется. Для надежного взаимодействия толкателей 3 и 4 с И их устанавливают на высоту, равную толщине И. Для этого толкатели 3 и 4 выполнены с вертикальными пазами и крепятся к К 1 и
2стопорными винтами, пропущенными через эти пазы. Во 2-м варианте устройства толкатель 3 имеет длину больще, чем толкатель 4.
3с.п.ф-лы, 1 з.п.ф-лы, 7 ил.
Над ветвями тяговых органов 7 и 8 симметрично продольной оси конвейера расположен вертикальный накопитель (магазин) 10 изделий, например, деревянных брусков.
В данном случае применен самотечный накопитель, в котором размещенные вплотную изделия (заготовки) перемещаются под действием сил тяжести. Однако данное устройство может принимать изделия и из
принудительного накопителя (магазина) и т. д.
Ветви тяговых органов 7 и 8 смонтированы в раме 11 конвейера. На обеих наружных боковинах рамы 11 в зоне накопителя 10 установлены горизонтально расположенные опорные плиты 12 с продольными вырезами а. Продольный вырез а каждой плиты 12 заканчивается поперечной выемкой б, направленной в противоположную от тяговых органов сторону для выхода соответствующей собачки из зацепления с поводком 9 тягового органа.
Каждая плита 12 установлена вырезом к боковине рамы, а выемка ее расположена в конце выреза по ходу выталкивания изделий. Плита, с выполненным в ней вырезом, является фиксатором положения и направляющей для собачки при возвратно- поступательном движении каретки. Каретки 1 и 2 размещены в зоне выреза а плиты 12, установлены на направляющих боковин рамы 11 конвейера и подвижно соединены с
горизонтальными осями 13 и 14, на каждую из которых насажена возвратная пружина 15 для возврата соответствующей каретки в исходное положение (назад). Концы осей 13 и 14 закреплены на боковинах рамы 11. Пружины, связанные с одной стороны с кареткой,
а с другой - с рамой конвейера, производят быстрый отвод (возврат) каретки в исходное положение при расцеплении собачки с поводком тягового органа.
Установленные на каретках 1 и 2 толкатели 3 и 4 выполнены с вертикальными сквозными пазами (окнами) в и пропущенны- ми через них стопорными винтами, смонтированными на каретках и предназначенными для фиксации их положения по высоте на каретках в зависимости от толщины изделий. Кроме того, толкатели 3 и 4 имеют по две рабочие поверхности (стороны), взаимодействующие с перемещаемыми изделиями - торцовую (по ходу в рабочем режиме В) и верхнюю горизонтальную, являющуюся опорной FI и Г2, на которую ложится (опирается) каждое следующее за первым изде- лие.
В зоне накопителя рама 11 конвейера имеет выступающую над тяговыми органами базовую поверхность Д.
Собачки 5 и 6 установлены на карет- ках 1 и 2, каждая из которых расположена напротив соответствующего толкателя и выполнена в виде горизонтально расположенного и шарнирно закрепленного рычага с противолежащими выступами Е и Ж на свободном его конце. Каждая со- бачка выступом Е направлена в сторону тяговых органов (поводков 9) 7 и 8 для взаимодействия - зацепления с поводками 9, а выступом Ж - к плите 12.
Выступ Е собачки 5 в горизонтальной
верщина которого направлена в сторону поводков 9. Выступ Е второй собачки 6 выполнен с продольной наклонной площадкой (дорожкой), обеспечивающей затяжной выход (задержку выхода) из зацепления ее с поводком 9 тягового органа 8.
Выступы 3 обеих собачек 5 и 6 имеют профиль, соответствующий профилю поперечных выемок б в плитах 12, попав в которые собачки отводятся от поводко,в (выходят из зацепления).
Каретка 1 за счет выполнения выступа Е собачки 5, является кареткой ускоренного действия, а каретка 2, имеющая выступ Ж,- замедленного.
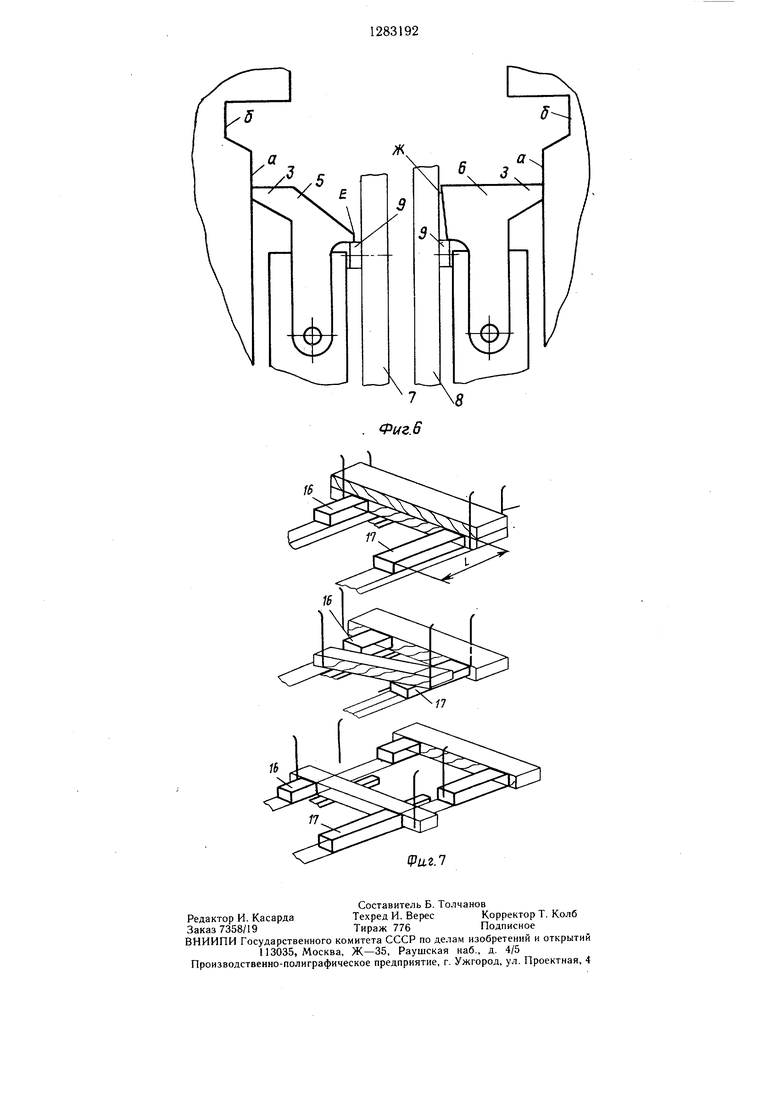
По 2-му варианту исполнения в устройстве для осуществления способа передачи изделий из зоны накопления на конвейер, содержащем установленные в раме конвейера параллельно расположенные в горизонтальной п лоскости тяговые органы с закрепленными на них толкателями (сухарями) 16 и 17 ,для передачи изделий из зонь вертикально расположенного над ними накопителя на следующую технологическую позицию, указанные толкатели одной ветви тяговых органов в горизонтальной плоскости длиннее, чем толкатели другой ветви.
Способ осуществляется следующим образом.
0
n 5
0
5
0
5
0
5
Толкатели 3 и 4 на каретках 1 и 2 устанавливают на высоту, равную толщине загруженных в накопитель изделий, для обес- печения надежного взаимодействия поверхностей толкателей с изделиями, осуществляя перемещение последних без поворотов и перекосов, и обеспечения опоры для изделий, оставшихся в накопителе.
При включении конвейера тяговые органы 7 и 8 увлекают за собой обе каретки 1 и 2, собачки 5 и 6, которые в этот момент сцеплены с поводками 9. При этом каретки осуществляют синхронное (параллельное) перемещение, сжимая свои возвратные пружины 15. Одновременно с этим (поз. 1 на фиг. 5) толкатели обеих кареток торцовыми В сторонами переводят первое изделие, лежащее на базовой поверхности Д рамы, из зоны накопления, например, на тяговые органы 7 и 8 конвейера (транспортного средства), которыми при помощи жестко закрепленных на них толкателей перемещают дальше это изделие из зоны накопления на следующую технологическую позицию.
По мере перемещения (поз. II) первого изделия из зоны накопителя, верхние опорные поверхности Fi и F2 толкателей 3 и 4 соответственно входят в зону накопления, принимая на себя следующее за первым изделие. Таким образом, очередное изделие имеет опору, опирается на опорные поверхности FI и F2 двух толкателей 3 и 4. Поступательное движение (поз. Ill) обеих кареток прекращается одновременно в тот момент, когда выступы Д собачек 5 и 6, достигнув впадин на плитах, поворачиваются, и поводки 9 выходят нз зацепления с собачками. После этого каретка 1 под действием возвратной пружины 15, насаженной на ось 14, возвращается назад в исходное положение и конец изделия, опиравшийся на опорную поверхность толкателя каретки, опускается на поверхность рамы 11.
В конце хода каретка 2 остается неподвижной до тех пор, пока поводок 9 опирается на продольную площадку собачки 6, препятствуя ее повороту. Когда поводок 9 минует площадку, собачка 6 поворачивается и каретка 2 также как и каретка 1 возвращается в исходное положение. Второй конец изделия, опиравшийся на опорную поверхность толкателя каретки 2, опускается на опорную поверхность рамы 11 конвейера. Далее цикл передачи изделий повторяется до полной выгрузки их из накопителя.
Нижние концы передних направляющих накопителя (по ходу перемещения) подняты над базовой опорной поверхностью рамы конвейера на величину, например, равную толщине загружаемых в него изделий. Это необходимо для свободного выхода изделий из-под накопите тя. Пижние концы задних направляющих опущены на базовую поверхность рамы для ликвидации вытягивания изделия, опирающегося на горизонтальную
опорную поверхность толкателя при его обратном ходе на исходную позицию.
Кроме того, предлагаемый способ может быть осуществлен устройством для передачи изделий из зоны накопления на конвейер (2-й вариант исполнения). В этом устройст- ветолкатели(сухари) 16 и 17 на обеих ветвях тяговых органов 7 и 8 установлены напротив друг друга - без смещения горизонтальной плоскости для равномерного (одновременного) перемещения обоих концев изде-
ЛИЯ.
Устройство (2-й вариант исполнения) осуществляет способ следующим образом.
Первое изделие, опущенное из накопителя, лежит на базовой опорной поверхности, опираясь на нее обоими концами, а еле- дующее за ним по мере передвижения тяговых органов лежит обоими концами на опорных поверхностях толкателей (сухарей) 16 и 17.
При движении конвейера, закрепленые на тяговых органах толкатели (сухари) выводят первое изделие (выталкивают) из зоны накопления. Рабочие торцовые стенки толкателей (первые по ходу движения конвейера) расположены на одном уровне - в горизонтальной плоскости друг относительно друга. Поскольку толкатели 6 ветви тягового органа 7 короче толкателей 17, то по мере их перемещения толкатель 16 раньще выходит из накопителя, а один конец изделия, лежащий на этой поверхности, ложится на базовую поверхность рамы конвейера.
Далее, после того, как токатель 17 (с удлиненной опорной поверхностью) другой ветви тягового органа выходит из-под накопителя, изделие (второе), потеряв опору вторым концом, ложится на базовую опорную поверхность рамы конвейера. Таким образом, второе изделие опирается обоими концами на базовую опорную поверхность, откуда уже следующая пара толкателей подхватывает его,и цикл передачи изделий повторяется до полной выгрузки их из на- копителя.
Устройство для осуществления способа передачи изделий из зоны накопления по 1-му варианту исполнения является наиболее универсальным и надежным для осуществления приема и перевода изделий различной толщины в отличие от устройства по 2-му варианту исполнения, где осуществляется перемещение изделий, имеющих одинаковую толщину. По 1-му варианту исполнения устройства, благодаря выполнению кареток с собачками и подвижными вертикальными плоскостями толкателей, возможен перевод изделий разной толщины.
Формула изобретения
1. Способ передачи изделий из зоны накопления на конвейер, включающий отде
Q 5 0
0
5
5
ление нижнего изделия из стопы толкателями, перемещение последними изделия по базовой поверхности и его последующий отвод конвейером, удерживание последующих в стопе изделий опиранием нижнего изделия на опорные поверхности толкателей и укладку изделия с опорных поверхностей толкателей на базовую поверхность, отличающийся тем, что, с целью повышения надежности передачи изделий путем исключения возможности перекоса изделий вдоль их продольной оси, укладку изделия с опорных поверхностей толкателей на базовую поверхность осуществляют опусканием сначала одного конца изделия с опорной поверхности одного из толкателей, а затем опусканием другого конца изделия с опорной поверхности другого толкателя.
2.Устройство для передачи изделий из зоны накопления на конвейер, включающее вертикальный накопитель, расположенную под ним на раме базовую поверхность для деталей, подвижные каретки с толкателями и конвейер в виде тяговых органов, отличающееся тем, что оно снабжено горизонтально расположенными на раме опорными плитами, выполненными с продольными вырезами и поперечными выемками, а подвижные каретки - возвратными пружинами и шарнирно установленными собачками, при этом тяговые органы конвейера снабжены поводками, а каждая из собачек выполнена в виде рычага с выступами, один из которых направлен в сторону поводков одного из тяговых органов конвейера с возможностью зацепления с последними, а другой - в сторону опорной плиты с возможностью размещения в ее продольном вырезе и входа в поперечную выемку, причем выступ одной из собачек, взаимодействующий с поводками одного из тяговых органов, выполнен с продольной наклонной площадкой с верщиной угла ее наклона в точке, наиболее удаленной от щар- нирного соединения собачки с кареткой.
3.Устройство по п. 2, отличающееся тем, что толкатели выполнены с вертикальными сквозными пазами и установлены на каретках с возможностью вертикального перемещения относительно последних, а каретки имеют пропущенные через вертикальные сквозные пазы стопорные винты для фиксации положения толкателей по высоте.
4.Устройство для передачи изделий из зоны накопления на конвейер, включающее вертикальный накопитель, расположенную под ним на раме базовую поверхность для деталей и конвейер в виде тяговых органов с закрепленными на них толкателями, отличающееся тем, что толкатели одного из тяговых органов конвейера имеют длину, большую длины толкателей другого тягового органа конвейера.
Vuz.2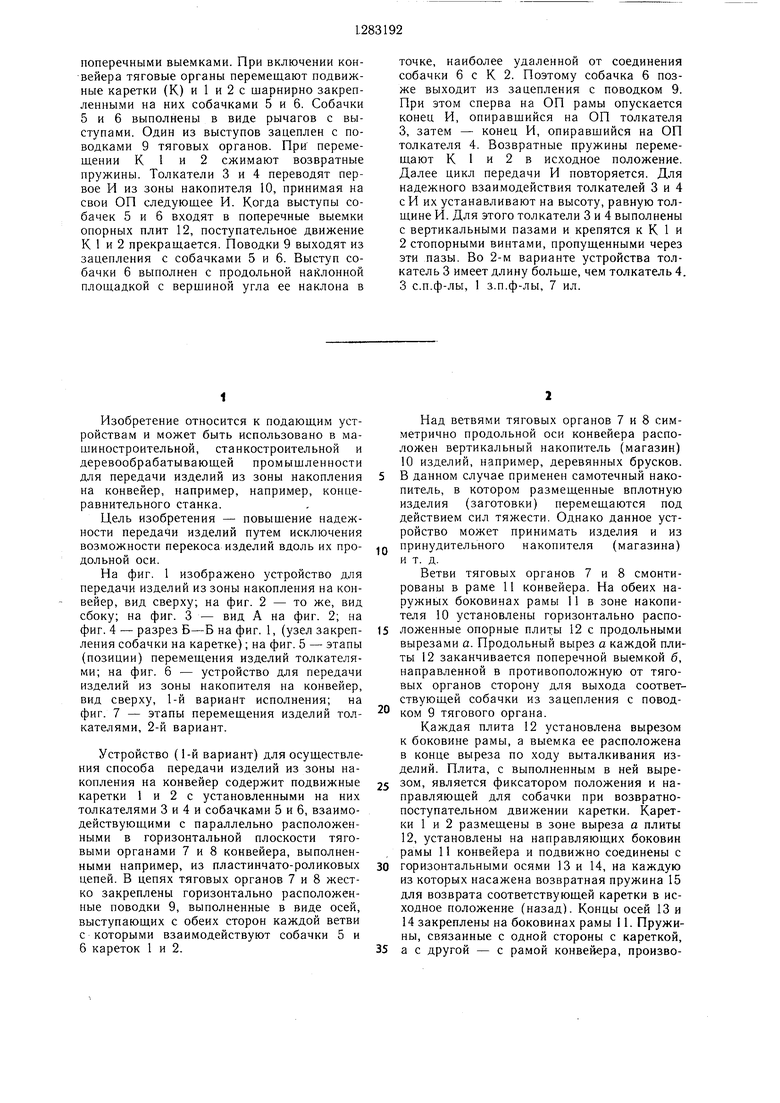


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи изделий из зоны накопления на конвейер | 1986 |
|
SU1351853A1 |
| Устройство передачи изделий из зоны накопления | 1986 |
|
SU1407877A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Устройство для ориентированной подачи штучных изделий рядами | 1982 |
|
SU1074769A1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Магазин-накопитель | 1986 |
|
SU1404262A1 |
| Устройство для фиксации цепи скребкового конвейера | 1990 |
|
SU1766788A1 |
| Устройство для фиксации цепи скребкового конвейера | 1982 |
|
SU1055705A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СФАЛЬЦОВАННЫХ ПЕЧАТНЫХ ЛИСТОВ | 1990 |
|
RU2057029C1 |


Изобретение относится к транспортному машиностроению и позволяет повысить надежность передачи изделий (И) путем исключения возможности перекоса И вдоль их продольной оси. Нижнее И отделяют от стопы толкателями 3 и 4 и переме- ш,ают по базовой поверхности до отвода конвейером. Последующие в стопе И удерживаются посредством опирания нижнего И на опорные поверхности (ОП) толкателей 3 и 4. Укладку И с ОП толкателей 3 и 4 на базовую поверхность осуществляют опусканием сначала одного конца И с ОП толкателя 3. Затем опускают другой конец И с ОП толкателя 4. Для осу- ш,ествления способа передачи И устройство снабжено установленными на раме опорными плитами 12 с продольными вырезами и Ф (Л К5 00 00 8 29 / QP Ю 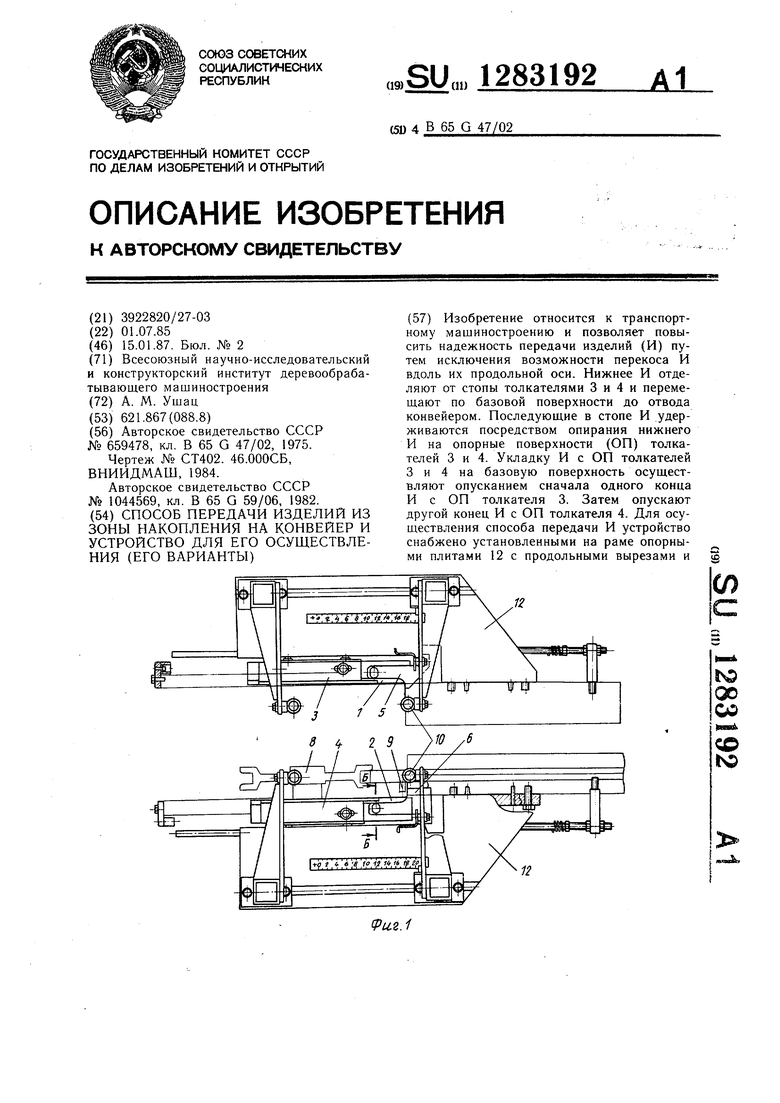
, i l - I
-/
11
В
Фиг.Ц
-- У /} Л7у г
//
/
Д //т --L.
Поз
ш
г,Ъ
Гг 4
Я« ИГ
ча
fpaz.5
IB
9и,г.1
Составитель Б. Толчанов
Редактор И. КасардаТехред И. ВересКорректор Т. Колб
Заказ 7358/19Тираж 776Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для загрузки тележечного конвейера | 1975 |
|
SU659478A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Устройство для разборки пакета изделий | 1982 |
|
SU1044569A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
