Изобретение относится к производству неорганического волокна, в частности, к конструкции патронов д.ля намотки нитей из неорганических расплавов и может быть использовано на заводах по производству стеклянного волокна и стеклопластиков.
Цель изобретения - увеличение срока службы.
На чертеже изображен патрон для намотки нитевидного материала.
Патрон для намотки нитевидного материала, преимущественно стекловолокна, содержит трубчатый корпус 1 из упругого полимерного материала, который армирован эластичной рубашкой 2, имеющей ячеистую
10
кг/см , во-вторых, разрывной нагрузки в продольном направлении 500 Нив поперечном 1000 Н и к снижению эластичной деформации. Все это приводит к тому, что патрон не выдерживает все нагрузки, возникающие на наматывающих аппаратах при намотке стеклянных нитей.
Формирование нитевидных слоев патрона осуществляется следующим образом.
Нити основы из неорганических расплавов стеклянного волокна в количестве 125 шт равномерно распределяют по окружности дорна диаметром 100 мм.
На движущуюся по дорну систему продольных нитей путе.м обмотки ротором укструктуру с размером ячеек от 0,1 до 2 мм. tS ладывают термопластичную связку в виде Эластичная рубашка 2 образована двумя полиэтиленовой пленки толщиной 30 мкм слоями стеклянных нитей, соединенных по- и шириной 100 мм, а поверх нее путем об20
средством термопластичного связующего 3 и ориентированных в одном слое продольно, а в другом поперечно относительно оси патрона. При этом патрон имеет величину остаточной деформации не более 2%, величину напряжения при сжатии 0,5-1,0 кг/см величину разрывной нагрузки образца 25X X100 мм в продольном направлении 500- 1000 Н, в поперечном направлении 1000- 25 1200 Н, и величину элластичной деформации 1-2%.
Корпус 1 патрона выполняется из термореактивного или термопластичного поли
мотки - систему поперечных нитей из сте- кляннного волокна алюмоборосиликатного состава плотностью 4 нити на 1 см.
Сформированный материал проходит по обогреваемой части дорна, где термопласт, расплавляясь, концентрируется между продольными и поперечными нитями и вне контакта с дорном, застывая, склеивает их.
Патрон используют следующим образом.
Патрон надевают па б обинодержатель наматывающего аппарата, после чего нить с замасливателем наматывается на край 1атрона с последующим включением наматывающего аппарата. После набора скомера, например, фенолформальдегидной
смолы. Материал, армирующий полимер, 30 рости бобинодержателя с патроном (- 10000 высокопрочен в продольном и поперечномоб/мин) начинается раскладка нити по
направлениях и выдерживает все нагрузки,патрону до тех пор, пока намотается полная
возникающие при намотке стеклонити на наматывающих аппаратах. Патрон, благодаря наличию в армирующем слое нитей, ориентированных в продольном направлении, при действии усилий, возникаюпшх при намотке на наматывающих устройствах, подвергается эластичной деформации до 2°/о
35
паковка весом 2 кг.
Перезаправка нити на запасной бобино- держатель с патроном производится без прекращения процесса вытагивапия. Патрон на запасной бобинодержате.чь надевается за 1 мин до начала перевода нити.
Благодаря тому, что армирующий слой патрона состоит из нитей, ориентированных
от периметра патрона, в результате чего
патрон может увеличиваться в периметре 40 в фодольном и поперечном направлениях
на 2%.
Таким образом, намотка стеклонити происходит на патроне увеличенного диаметра. После окончания процесса намотки, а следовательно, после снятия усилий, действующих на патрон, диаметр его уменьшается.
При ячеистой структуре обеспечивается равномерное удаление влаги как изнутри патрона, так и с его наружных слоев. Это приводит к улучшению качества вырабатываемой нити за счет уменьшения миграции замасливателя между слоями намотанных нитей, к снижению времени сушки до 40%, а следовательно к снижению себестоимости выпускаемой продукции. Уменьшение размера ячеек менее 0,1 мм приводит
45
и скрепленных термопластичным связующим, он выдерживает все нагрузки, возникающие на на.матывающих аппаратах при намотке стеклонити вследствие чего увеличивается срок службы патрона в 3- 4 раза, улучшается качество намотки стеклорпп и и увеличивается производительность выработки стеклянного волокна.
50
Формула изобретения
Патрон для намотки нитевидного материала, преимущественно стекловолокна, содержащий трубчатый корпус из упругого полимерного материала, армированный
к неравномерности и увеличению времени 55 эластичной рубашкой, имеющей ячеистую
сушки намотанных нитей, а увеличение более 2 м приводит к снижению, во-первых, напряжения патрона при сжатии меньше 0,5
структуру с размером ячеек превышающим 0,1 .мм, отличающийся тем, что, с целью, увеличения срока службы, эластичная ру
кг/см , во-вторых, разрывной нагрузки в продольном направлении 500 Нив поперечном 1000 Н и к снижению эластичной деформации. Все это приводит к тому, что патрон не выдерживает все нагрузки, возникающие на наматывающих аппаратах при намотке стеклянных нитей.
Формирование нитевидных слоев патрона осуществляется следующим образом.
Нити основы из неорганических расплавов стеклянного волокна в количестве 125 шт равномерно распределяют по окружности дорна диаметром 100 мм.
На движущуюся по дорну систему продольных нитей путе.м обмотки ротором укладывают термопластичную связку в виде полиэтиленовой пленки толщиной 30 мкм и шириной 100 мм, а поверх нее путем об
мотки - систему поперечных нитей из сте- кляннного волокна алюмоборосиликатного состава плотностью 4 нити на 1 см.
Сформированный материал проходит по обогреваемой части дорна, где термопласт, расплавляясь, концентрируется между продольными и поперечными нитями и вне контакта с дорном, застывая, склеивает их.
Патрон используют следующим образом.
Патрон надевают па б обинодержатель наматывающего аппарата, после чего нить с замасливателем наматывается на край 1атрона с последующим включением наматывающего аппарата. После набора скорости бобинодержателя с патроном (- 10000 об/мин) начинается раскладка нити по
паковка весом 2 кг.
Перезаправка нити на запасной бобино- держатель с патроном производится без прекращения процесса вытагивапия. Патрон на запасной бобинодержате.чь надевается за 1 мин до начала перевода нити.
Благодаря тому, что армирующий слой патрона состоит из нитей, ориентированных
45
и скрепленных термопластичным связующим, он выдерживает все нагрузки, возникающие на на.матывающих аппаратах при намотке стеклонити вследствие чего увеличивается срок службы патрона в 3- 4 раза, улучшается качество намотки стеклорпп и и увеличивается производительность выработки стеклянного волокна.
Формула изобретения
Патрон для намотки нитевидного материала, преимущественно стекловолокна, содержащий трубчатый корпус из упругого полимерного материала, армированный
структуру с размером ячеек превышающим 0,1 .мм, отличающийся тем, что, с целью, увеличения срока службы, эластичная ру1283204д
башка патрона образована двумя слоямичину остаточной деформации не более 2%,
стеклянных нитей, соединенных посредствомвеличину напряжения при сжатии 0,5-
термопластичного связующего и ориентиро-1,0 кг/см , величину разрывной нагрузки
ванных в одном слое продольно, а в дру-образца 25X100 мм в продольном направгом - поперечно относительно оси патрона, лении 500-1000 Н, в поперечном направтаким образом, что размер ячеек не пре-лении 1000-1200 Н и величину эластичной
вышает 2 мм, при этом патрон имеет вели-деформации 1-2%.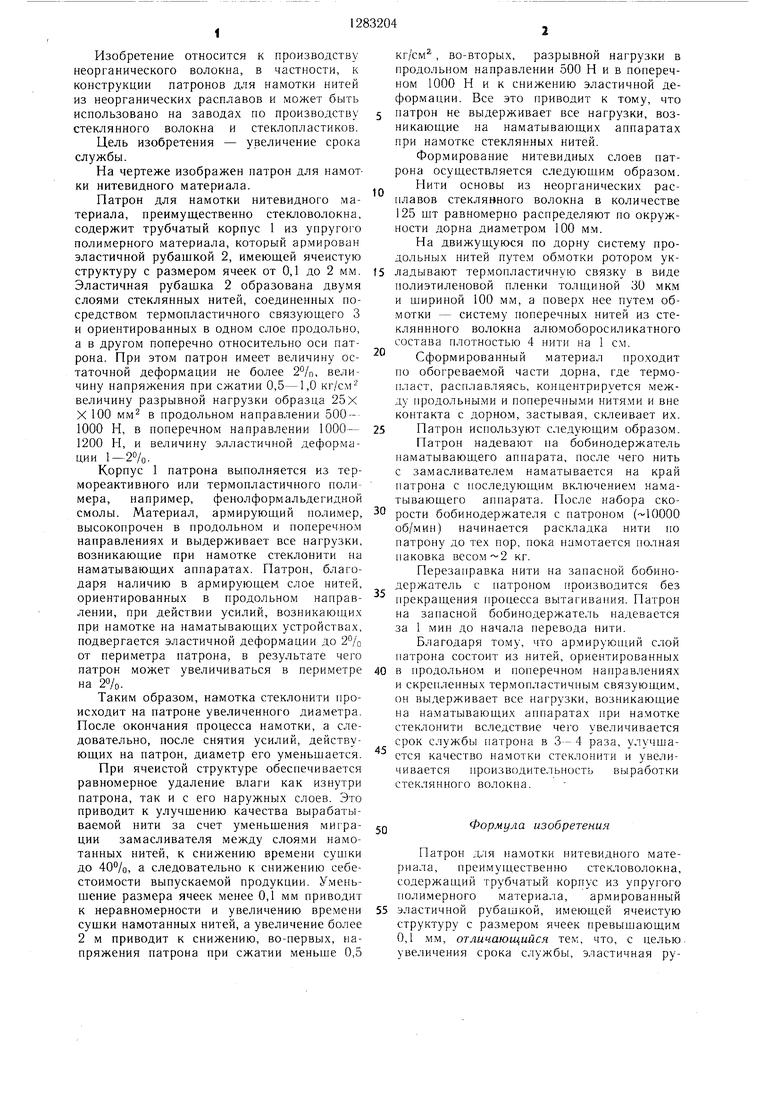
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканого материала | 1988 |
|
SU1602902A1 |
| Способ изготовления нетканого материала | 1979 |
|
SU857316A1 |
| Способ изготовления нетканого материала и устройство для его осуществления | 1977 |
|
SU779465A1 |
| Способ изготовления нетканого материала | 1986 |
|
SU1406255A1 |
| Способ изготовления трубчатых изделий из полимерных материалов | 1985 |
|
SU1326443A1 |
| Способ получения стекловолокнистыхМАТЕРиАлОВ | 1978 |
|
SU804587A1 |
| ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ АДГЕЗИОННОЙ СВЯЗИ АРМИРУЮЩИХ НИТЕЙ И ПОЛИМЕРНОГО СВЯЗУЮЩЕГО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683106C1 |
| Способ определения адгезионной прочности волоконных образцов | 1985 |
|
SU1317330A1 |
| Длинномерный формованный профиль и способ его изготовления, термоусаживаемая лента и способ ее изготовления, способ изготовления термовосстанавливаемых ленточных изделий из полимера и способ изготовления термовосстанавливаемой ленты | 1989 |
|
SU1745109A3 |
| КОМПОЗИТНЫЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ С ИНТЕГРАЛЬНОЙ ВНУТРЕННЕЙ РЕЗЬБОЙ | 2006 |
|
RU2317892C1 |
Изобретение позволяет повысить надежность, улучшить качество технологи-, ческого процесса выработки и дальнейшей переработки стеклонитей, а также увеличить срок службы патрона. Патрон выполнен из термореактивного или термопластичного полимера, например фенолформальдегид- ной смолы, армированного двумя слоями стеклянных нитей, склеенных термопластичным связующим, причем один слой ориентирован в продольном направлении, другой - в поперечном, образуя ячеистую структуру с размером ячеек 0,1-2 мм. Величина остаточной деформации патрона не более 2%, величина напряжения материала при сжатии 0,5-1,8 кг/см , величина разрывной нагрузки полоски размером 25Х 100 мм из этого материала в продольном направлении 500-1000 Н, в поперечном направлении 1000-1200 Н и величина эластичной деформации 1-2%. 1 ил. (С ьо 00 со ю
| Патрон для запаривания пряжи | 1976 |
|
SU636296A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПАТРОН ДЛЯ НАМОТКИ ПРЯЖИ И НИТЕЙ | 0 |
|
SU400522A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
