Многопозиционные автоматы для доводки отверстий чугунными притирами, в которых применен периодически поворачнваюш,ийся барабан (стол) для перемещения обрабатываемых изделий последовательно на позиции предварительной доводки, промывки, очистки, окончательной доводки и обмера, а для управления длительностью снятия припуска и.шользовано реле времени, известны.
Отличительной особенностью предлагаемого автомата того же типа является установление при помощи электрической схемы между пневматическим измерительным прибором, примененным на промежуточной позиции измерения, и электронным реле времени такой связи, чтобы длительность окончательной доводки осуществлялась в зависимости от фактического припуска, оставшегося после предварительной доводки.
Такое выполнение иредлагаемого автомата повышает точность доводки отверстий.
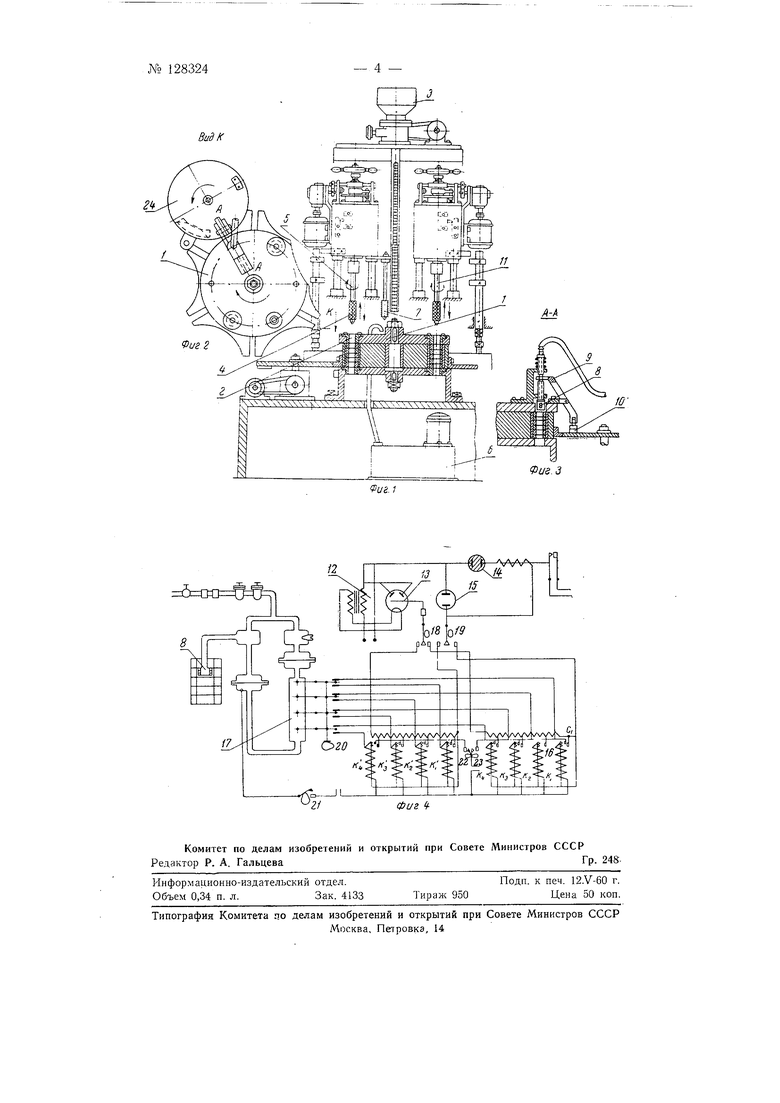
На фиг- 1 показан предлагаемый автомат с частичным разрезом; на фиг. 2 - вид по стрелке К на фиг. 1; на фиг. 3 - разрез по/1-Л на фиг. 2; на фиг. 4 - электрическая схема предлагаемого автоматаБарабан / (стол) имеет гнезда 2 (ло количеству позиций) и поворачивается при помощи механизма мальтийского креста для перемещения обрабатываемых изделий последовательно из одной позиции в другую.
В загрузочной позиции барабана 1 происходит заполнение гнезда 2 изделиями, например кольцами, при помощи обычного загрузочного устройства 3. Поворотный механизм поворачивает барабан / и переводит загруженное гнездо 2 в позицию предварительной доводки отверстия изделия притиром 4 шпинделя 5До 128324
После этого барабан I -подводит гнездо 2 в позицию промывки и очистки изделий эмульсией поступающей из бака 6, причем очистка производится плеткой 7, привернутой к бабке шпинделя 5 и совершающей с этой бабкой возвратно-поступательное движение.
Следующим поворотом барабана / гнездо с промытыми изделиями подается на позицию измерения.
На этой позиции щток 8 пневматического измерительного прибора вводится внутрь комплекта изделий при помощи рычага 9 и кулачка Л). Результаты замера фиксируют;;я электрической с.хемой и при подаче изделий поворотным барабаном на позицию окончательной доводки онределяю время работы щпинделя 1 окончательной доводки. После окончательной доводки изделия подаются на позицию выгрузки.
Злектриче-ская схема обеспечивает возможность, в завиги ости от размера отверстия изделия, приключать большее или меньшее сопротивление к электронному реле времени, управляющему временем работы шпинделя 11 окончательной.доводки, что и определяет «дозу времени работы этого шпинделя и тем самым одномерность получения окончательно доведенных отверстий, независимо от размеров диаметра заготовок изделий.
Зта одномерность может быть выдерл ана в пределах 3-4 мк- В схеме электронного реле времени 12 имеются две системы сопротивлений с соленоидным включением. В зависимости от того сколько участков этих сопротивлений будет включено, возрастает время срабатывания реле. Че.м большее сопротивление будет включено в цепь сетки лампы 13, тем дольше будет накапливаться необходимое для пробоя газотронной лампы 14 напряжение на обкладках конденсатора 15.
Когда выключены все участки сопротивления, другими словами, когда не замкнуты контуры соленоидов /Ci, /(2, /(,i, /(4 и их сердечники замыкают цепи малого сопротивления, время срабатывания реле будет наименьшимПосле того как сработает соленоид /Ci и его сердечник отключится от контакта 16, в цепь сетки будет включен первый участок соПротивления С. При срабатывании соленоидов К, /Сз, /( будут включаться в цепь сетки соответствующие участки сопротивления Ci и тем самым будет соответственно удлиняться время работы шпинделя 11 окончательной доводки.
Срабатывание соленоидов K, К, /(з, К и К , К--, К.л,- К.- определяется положением ртути в манометре-контакторе 17 пневматического измерительного прибора, которое зависит от размера диаметра отверстия после предварительной доводки. Чем зазор между торцом измерительных жиклеров штока 8 и стенками отверстия изделия будет меньше, т- с. чем меньше будет внутренний диаметр изделия, тем более высокое положепие займет ртуть в манометре-контакторе и следовательно, сработает больше соленоидов, подключенных к этому контактору; соответственно возрастет время работы шпинделя 11 окончательной доводки.
Переключение соленоидов К., К, К, Kt и Kl, Кг, /Сз, К попеременно то к манометру-контактору 17, то к реле времени 12 шпинделя 11 окончательной доводки производится при помощи кулачков. Когда барабан 1 подводит очередное свое гнездо, заполненное предварительно доведенными промытыми и протертыми изделиями к шпинделю 11 окончательной доводки, кулачки 18 и 19 отключают комплект соленоидов рт реле времени 12, а кулачок 20 подключает этот комплект к цепи манометра-контактора 17.
Когда в манометре-контакторе ртуть успокоится и займет определенное положение, кулачок 21 включает напряжение, и в зависимости от
положения ртути в контакторе срабатывает соответствующее количество соленоидов; после этого кулачок 22 или 23 подключает питание тех соленоидов, которые получили импульс от манометра-коптактора, и ку,лачок 20 отключает этот комплект соленоидов от цепи манометра-контактора, а вслед за этим кулачки 18 и 19 подключают комплект к пепи реле времени 12. Так последовательно производится попеременное подключение соответствующих комплектов сопротивлений и соленоидов то к измерительному манометру-контактору, то к реле времени шпинделя 11 окончательной доводки.
Все кулачки 18, 19, 20, 21, 22 и 23 располагаются на ра.спределительном диске 24, управляющем также подачей эмульсии из бака 6 и работой щетки 7.
Предмет изобретения
Многопозициоппый автомат для доводки отверстий чугунными притирами с периодически поворачивающимся барабаном (столом) для перемещения обрабатываемых изделий последовательно на позипии предварительной доводки, промывки, очистки, окончательной доводки и измерения с использованием реле времени для управления длительностью сиятия припуска, отличающийся тем, что, с целью ловышения точности ДО-ВОДКИ, примененный на промежуточной позиции измерения пневматический измерительный прибор связан электрической схемой с электронным реле времени таким образом, чтобы длительность окончательной доводки осуществлялась в зависимости от фактического припуска, О1ставшегося после предварительной доводки.
N° 128324 .vrss KS32-SSS 


| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автомат для сортировки внутренних и наружных колец шариковых радиальных подшипников | 1958 |
|
SU120919A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Притир для доводки цилиндрических отверстий | 1986 |
|
SU1371884A1 |
| Устройство для окончательной обработ-Ки ОТВЕРСТий | 1977 |
|
SU831577A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Универсальное моделирующее устройство для заполнения програмирующих магнитных лент | 1958 |
|
SU123391A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |