Изобретение относится к машиностроению, в частности к конструкциям разжимных инструментов для окончательной обработки отверстий, и может быть использовано при производстве прецизионных деталей типа корпусов с высокоточным внутренним отверстием, плунжерных втулок и т. II.
Цель изобретения - повышение точности и качества обработки отверстий.
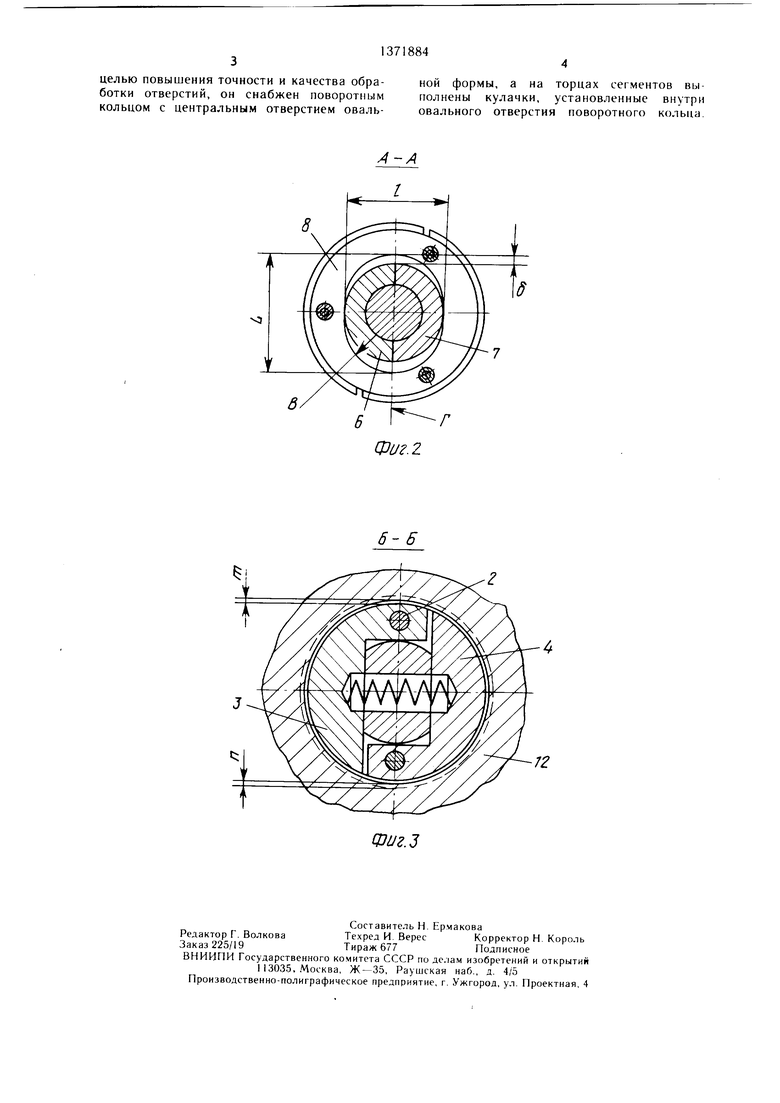
кости. По достижении заданного размера отверстия осуществляется кинематическое замыкание кулачков 6 и 7 за счет контакта их рабочих поверхностей с диаметрально противоположными участками внутренней поверхности овального отверстия В вдоль его большей оси и раздвижка сегментов 3 и 4 прекращается. При этом выполняют этап «выхаживания отверстия. После окончания 1икла доводки осушестНа фиг. 1 изображен притир, разрез 10 вляют сведения сегментов путем разворота
по оси; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Притир содержит поводковую оправку 1, на осях 2 установлены поворотные притирочные сегменты 3 и 4. В сквозных поперечных расточках оправки 1 размешены винтовые пружины 5 сжатия. В верхней части сегментов 3 и 4 выполнены кулачки 6 и 7 соответственно. Притир снабжен поворотным кольцом 8, которое имеет
15
кольца 8 на 90° в исходное положение и притир выводят из отверстия. Далее цикл обработки следующего отверстия повторяется.
Схема обработки, когда притир неподвижен, деталь вращается и перемещается возвратно-поступательно относительно притира, является наиболее предпочтительной, так как врапхение притира в процессе доводки обусловливает появление гироскоцентральное отверстие В овальной формы и 20 пического эффекта, который приводит к смеохватывает кулачки сегментов. Разность длин большой и .малой осей овального отверстия выбрана из соотношения
L-l 26,
где I- - длина больщой оси, мм; I - длина малой оси, мм; ft - размер, учитывающий зазор m Д.1Я свободного ввода притира в обрабатываемое отверстие и припуск п на доводку.
25
щению оси притира и повышает погрешность обработки детали. Гироскопический эффект исчезает, если ось притира остается неподвижной.
Таким образо.м, при использовании последней схемы доводки включение или выключение притира может быть выполнено вручную. При других же схемах доводки, иск.чючающих возможность поворота кольца 8 от руки, выполнение этой операции неВ случае использования притира при Q трудно механизировать, выполнив поворот- ручной доводке отверстий он может бытьное кольцо в виде, например, зубчатого
колеса и соединив его с кинематической цепью доводочного станка.
40
снабжен, например, фиксаторо.м 9, который служит для фиксации кольца 8 в исходном и рабочем положениях и связан с ним через делительный диск 10 посредством подпружиненных шариков II.
Для повышения производительности доводки на рабочих поверхностях сегментов могут быть выполнены канавки различной конфигурации (не показаны). Притир изображен в исходном положении, когда сегменты 3 и 4 сведены.
Притир работает следующим образом.
Закрепленный в шпинделе доводочного станка притир, сегменты которого предварительно сведены (плоскость Г стыка сегментов совпадает с большой осью отверстия В), вводят в обрабатываемое отверстие детали 12. Затем включают приводы главных движений станка и осуществляют расфиксацию сегментов притира путем поворота ко.1ьца 8 на 90° (плоскость Г перпендикулярна большой оси отверстия В). 0 При этом сегменты 3 и 4 под действием пружин 5 поворачиваются на осях 2 в направлении по часовой стрелке до контакта своими рабочими поверхностями с внутренней поверхностью обрабатываемого отТаким образом, повышается точность до- 35 водки отверстий за счет автоматического выключения раздвижки сегментов по достижении заданного размера обрабатываемого отверстия вследствие кинематического замыкания кулачков в овальном отверстии поворотного кольца в направлении его больщой оси, что значительно снижает процент выхода бракованных деталей на данной операции и повышается качество обработки отверстий за счет устранения задиров и рисок, а также искажения оптимальной сетки следов на обрабатываемой поверхности вследствие отсутствия контакта сегментов с обрабатываемой поверхностью отверстия в неустановившемся режиме в момент пуска и выключения доводочного станка.
Формула изобретения
45
Притир для доводки цилиндрических отверстий, содержащий поводковую оправку и закрепленные на осях два поворотных притирочных сегмента, подпружиненных в
верстия и начинается цикл обработки. 55 радиальном направлении посредством вин- В процессе доводки происходит автома-товых пружин сжатия, размещенных между
сегментами в сквозных поперечных расточках оправки, отличающийся тем, что, с
тическая раздвижка сегментов по .мере снятия припуска с обрабатываемой поверхкости. По достижении заданного размера отверстия осуществляется кинематическое замыкание кулачков 6 и 7 за счет контакта их рабочих поверхностей с диаметрально противоположными участками внутренней поверхности овального отверстия В вдоль его большей оси и раздвижка сегментов 3 и 4 прекращается. При этом выполняют этап «выхаживания отверстия. После окончания 1икла доводки осушест вляют сведения сегментов путем разворота
10 вляют сведения сегментов путем разворота
15
кольца 8 на 90° в исходное положение и притир выводят из отверстия. Далее цикл обработки следующего отверстия повторяется.
Схема обработки, когда притир неподвижен, деталь вращается и перемещается возвратно-поступательно относительно притира, является наиболее предпочтительной, так как врапхение притира в процессе доводки обусловливает появление гироско5
щению оси притира и повышает погрешность обработки детали. Гироскопический эффект исчезает, если ось притира остается неподвижной.
Таким образо.м, при использовании последней схемы доводки включение или выключение притира может быть выполнено вручную. При других же схемах доводки, иск.чючающих возможность поворота кольца 8 от руки, выполнение этой операции не
Таким образом, повышается точность до- водки отверстий за счет автоматического выключения раздвижки сегментов по достижении заданного размера обрабатываемого отверстия вследствие кинематического замыкания кулачков в овальном отверстии поворотного кольца в направлении его больщой оси, что значительно снижает процент выхода бракованных деталей на данной операции и повышается качество обработки отверстий за счет устранения задиров и рисок, а также искажения оптимальной сетки следов на обрабатываемой поверхности вследствие отсутствия контакта сегментов с обрабатываемой поверхностью отверстия в неустановившемся режиме в момент пуска и выключения доводочного станка.
Формула изобретения
целью повышения точности и качества обработки отверстий, он снабжен поворотным кольцом с центральным отверстием овальной формы, а на торцах сегментов выполнены кулачки, установленные внутри овального отверстия поворотного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
| Устройство для подвода твердосплавных пластин | 1989 |
|
SU1710311A1 |
| Инструмент для доводки деталей | 1980 |
|
SU905017A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| УСТРОЙСТВО для доводки ОТВЕРСТИЙ | 1966 |
|
SU184164A1 |
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Устройство для доводки плоских кольцевых поверхностей клиновых задвижек | 1990 |
|
SU1743836A1 |
| Устройство для доводки малых отверстий шаржированным притиром | 1959 |
|
SU124832A1 |
Изобретение относится к машиностроению, в частности к конструкциям разжимных инструментов для окончательной обработки отверстий, и может быть использовано при производстве прецизионных дета- jieft типа корпусов с высокоточными внутренними отверстиями, плунжерных втулок и т. п. Цель изобретения - повышение точности и качества обработки отверстий за счет выполнения притира в виде поводковой оправки 1 с закрепленными на осях двумя поворотными притирочными сегментами 3 и 4, подпружиненными в радиальном направлении посредством винтовых пружин Ь сжатия, размещенных между сегментами 3 и 4 в сквозных поперечных расточках оправки. Притир снабжен поворотным кольцом 8 с центральным отверстием овальной формы, а сегменты выполнены с кулачками 6 и 7, установленными внутри овального отверстия поводкового кольца 8. Разжим и фиксация сегментов осуществляются поворотом кольца 8 на 90° соответственно от малой оси овального от верстия к большой оси и наоборот. 3 ил. (Л оо 00 00 
Фиг. 2
72
| Способ лова крабов | 1956 |
|
SU105057A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Судно | 1925 |
|
SU1961A1 |
