I
Изобретение относится к обработке металлов давленивгм, в частности к холодной периодической.прокатке труб преимущественно на роликовых станах «
Цель изобретения - повьш1ение производительности ..процесса и качества труб«
Пример, Способ осуиествлен;: на стане при прокатке труб по маршруту 9,6x057-750x0,3 мм. В начале ка:щого цикла заготовка пово- рачиваетс51 и перемещается на величи- ну подачи и затем обжимается первым рядом роликов, По окончании обжатия осуществляется донолнительная подача заготовки и затем ее обжатие после- дуюидм рядом роликов. Таким образом, в каждый момент времени обжатие заготовки производится только одним рядом роликов/а суммарная подача заготовки за цикл увеличивается, что обеспечивает повышение производительности и улучшение качества труб. Вследствие устранения поверхностных дефектов и уменьшения поперечной разностенности при прокатке указанного сортамента труб выход годного увеличился с 67 до 74,7%.
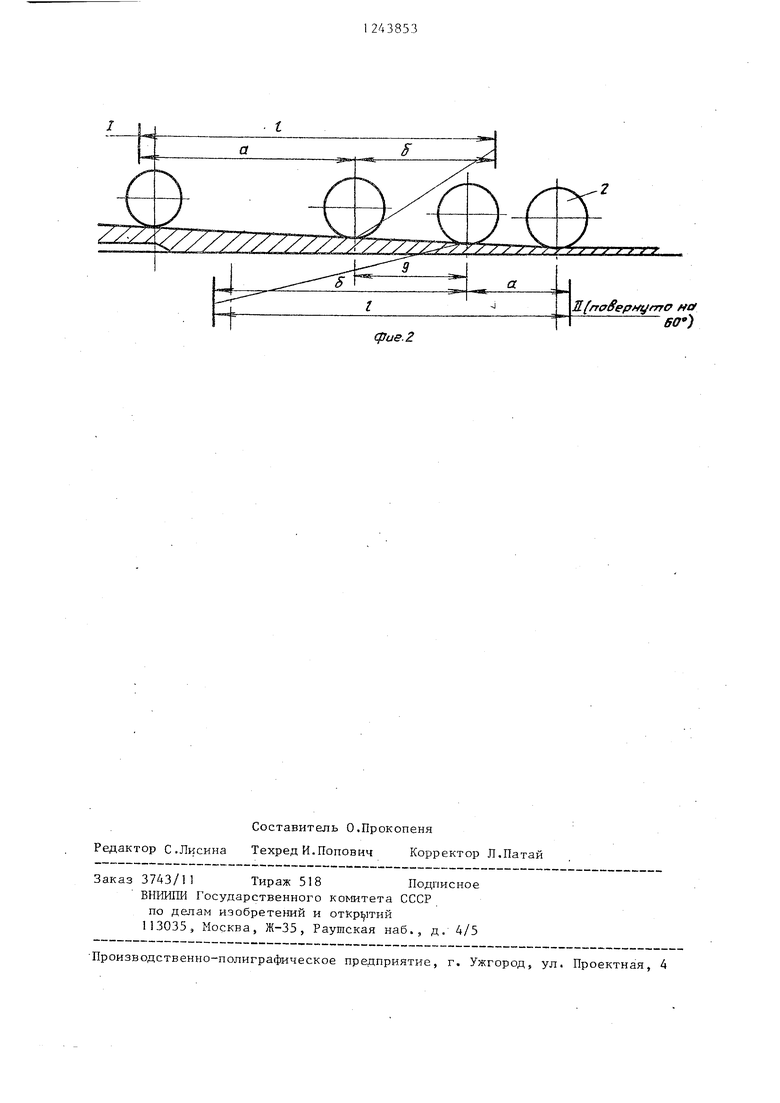
На фиг.1 представлено предлагаемое устройство, вид; на фиг.2 схема перемещег гия роликов относительно заготовки
Устройство содерзшт несколько групп последовательно расположенных опорных планок 1 равной длины с чередующимися на их профилированных поверхностях рабочими, и холостыми .участками и взаимодействующие с план .ками ручьевые ролики 2,
Устройство р.аботает следующим образом.
Перед каждым циклом деформирования в крайних положениях рабочсгй клети осуществляют подачу и поворот заготовки (дискретная схема) или подачу и поворот осуществляют непре- рьшно (непрерьтная схема) Непосредственно при прокатке (фиг.2) рабочая клеть (не показана) возвратно-посту- пательно одновременно перемещает размещенные в ней I и II ряда рабочих роликов j контактируюищх с соответствующими ик опорными планками I длиной В, установленных с перекрыти- .ем fj имею1шми профилированные по
2438532
верхности с рабочими и холостыми участка и. протяженностью соответ- ственис а и Ь. При одновременном перемещении рядов I и II ролики деформи ; руют .заготовку на неподвижной 1щлинд- .ричес;кой оправке поочередно. В момент перекатьшания первым рядом роликов по рабочим участкам опорных план(№ для второго ряда роликов имеет
10 место холостой ход. После завершения деформации первым рядом роликов и освобож дения заготовки второй ряд роликов продолжает перемещаться по холостому участку его опорной планки.
15 пауза в деформировании, в момент которой нроизводят дополни- , тельную подачу - поворот заготовки перед ее деформированием вторым рядом тюликов о С момента соприкосно-
2(5.вени5 второго ряда роликов с заготовкой и до завершения прямого хода рабочей клети ролики этого ряда де- формр руют заготовку,, перекатываясь по рабочим, участкам своих планок.
При обратном ходе процесс протекает аналогично.
Выбранное превьшение холостых рабочих участков, равное 0,1-0,2 длины планок, гарантировано обеспечи30 вает паузу между завершением деформирования одним из рядов и началом деформагщи ДРУГим, минимально достаточную для осуществления дополнительной подачи - поворота заготовки, определяющейся конкретными уаповиями технологического процесса. Нижнее значение указанных пределов соответствует инструменту станов }{ПТР большего типоразмера ХПТР 30-60, ХПТР 60-120), верхнее значение - станов И1ТР меньшего типоразмера (ХПТР 4- 15, ХИТР-8-15), Указанные размеры перекрытия опорных планок 0,25-0,7 их длины охватывают все типоразмеры серийно изготовляемых станов ХПТР и выбраны из условия обеспече шя ми- нимальнь:;х размеров деталей рабочей клети и расстояние ме;кду рабочими зонами ка.лгдого ряда роликов на заготовке.
Использование предлагаемого устройства позволяет увеличить суммарную за цикл подачу заготовки и соответственно производительность процесса, а также повысить точность
35
40
45
55
геометрических размеров труб.
JLfrrpSepM/frrP ffof SO )
cpue.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Инструмент роликового стана холодной прокатки труб | 1985 |
|
SU1284624A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| Способ холодной прокатки труб | 1986 |
|
SU1353544A1 |
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1985 |
|
SU1256826A1 |
1. Способ холодной прокатки труб, включающий подачу-поворот заготовки за каждый двойной ход рабочей клети и деформирование заготовки несколькими рядами роликов с различной развалкой калибров роликов в рядах, отличающийся тем, что, с целью повышения производительности процесса и качества труб, каждый последующий ряд роликов начинает деформацию заготовки с паузой после окончания деформации предыдущим рядом роликов. 2. Устройство для холодной прокатки труб, содержащее несколько групп последовательно расположенных опорных планок равной длины с чередующимися на их профилированных поверхностях рабочими и холостыми участками и взаимодействующие, с планками ручьевые ролики, отличающееся тем, что планки групп расположены со смещением 0,25-0,70 их длины, рабочей зоне первых по ходу прокатки планок соответствует холостой участок следуюЕ:чх планок и наоборот, а протяженность холостых участков превьшает рабочие зоны на величину 0,1-0,2 длины планок. i (/) с: epue.f
| Тешерин П.К.Теория периодической прокатки | |||
| М.: Металлургия, 1978, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 0 |
|
SU167802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
