Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - повышение качества литья.
На фиг; 1 изображен металлический стержень, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Податливый металлический стержень содержит пластины 1, жестко соединенные в нерабочей части стяжками 2 с центральной пластиной 3, в которой выполнены каналы для подачи охладителя. В формообразующей части пластин 1 выполнены прорези 4, представляющие собой вертикальный сквозной паз шириной не меньше ширины формообразующей части и глубиной не превышающей максимального непроливаемого зазора. Количество пластин в стержне определено из условия, чтобы суммарная глубина прорезей была не меньше величины литейной усадки отливки.
Податливый металлический стержень работает следующим образом.
Нагреваясь от залитого жидкого металла пластины 1 расширяются. Так как нагреваются они не равномерно - пластины, расположенные ближе к жидкому металлу, нагреваются больше, чем пластины, расположенные ближе к центральной охлаждаемой пластине 3, то и линейное расшн рение пластин не равномерное - пластины, расположенные ближе к жидкому ме
таллу, имеют большее линейное расширение, чем пластины, расположенные ближе к центральной пластине 3. За счет охлаждения центральной пластины 3 это состояние поддерживается на протяжении всего цикла получения отливки. Расширение пластин, соединенных в нерабочей части жестко, приводит их к прогибанию, а под действием литейной усадки отливки прогиб направляется к центру стержня. При этом освобождается место для дальнейшей литейной усадки. Отливка усаживается свободно. Процесс продолжается до полной кристаллизации отливки, после чего стержень извлекают и охлаждают для восстановления первоначальной формы.
Использование изобретения позволяет повысить качество отливок за счет уменьшения брака по горячим трещинам.
Формула изобретения
Податливый металлический стержень, содержащий пластины, жестко соединенные в нерабочей части, отличающийся тем, что, 5 с целью повышения качества литья, в формообразующей части пластин выполнены прорези, суммарная глубина которых равна величине литейной усадки отливки, а в центральной пластине выполнены каналы для подачи охладителя.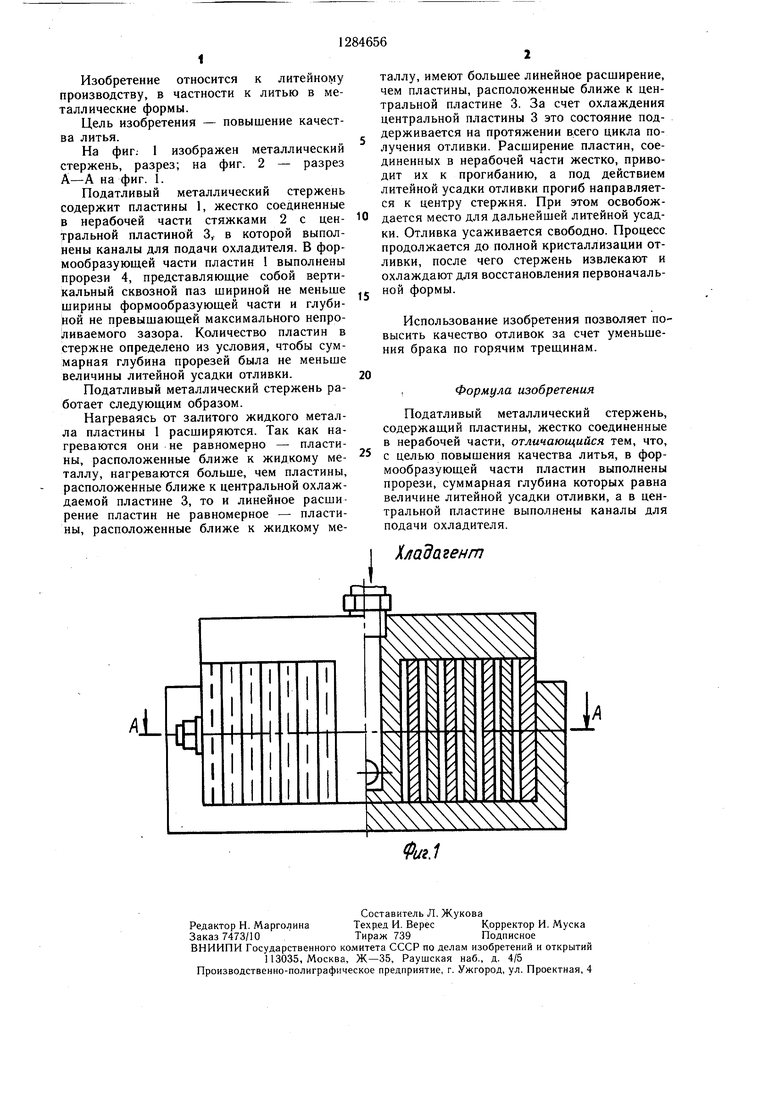
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1996 |
|
RU2095187C1 |
| Литейный стержень | 1980 |
|
SU900962A1 |
| Способ определения податливости стержневых и формовочных смесей | 1989 |
|
SU1705723A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2001 |
|
RU2193944C2 |
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| Кокиль с полым металлическим стержнем для получения отливок с полостями при литье металла со шлаком | 1990 |
|
SU1811975A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2003 |
|
RU2239519C1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
Изобретение относится к литейному производству, в частности к литью в металлические формы. Цель изобретения - повышение качества отливок. Податливый меР е. еЙ у еоеталлический стержень содержит пластины 1, жестко соединенные в нерабочей части стяжками 2 с центральной пластиной 3, в которой выполнены каналы для подачи охладителя. В формообразующей части пластин 1 выполнены прорези 4. Суммарная величина прорезей равна величине литейной усадки отливки. Нагреваясь от залитого жидкого металла, пластины 1 расширяются. Вследствие неравномерности нагрева пластины, расположенные ближе к жидко- .му металлу, имеют большее линейное расширение. Расширение пластин, соединенных в нерабочей части, жестко приводит их к прогибанию, усадки отливки. Под действием литейной усадки прогиб направляется к центру стержня. Отливка усаживается свободно. 2 ил. i А-А (Л 00 4 О5 СП С35
Составитель Л. Жукова
Редактор Н. Марго.11инаТехред И. ВересКорректор И Муска
Заказ 7473/10Тираж 739Подписное
ВНИИПИ Государственного комитета СССР по де.пам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Стержень для получения полых отливок | 1983 |
|
SU1082554A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дубинин Н | |||
| П | |||
| и др | |||
| Кокильное литье | |||
| Справочное пособие | |||
| - М.: Машиностроение, 1967, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
