Известные станки для позубной закалки зубчатых колес токами высокой частоты не обеспечивают полной автоматизации процесса обработки и большой номенклатуры шестерен, подлежащих термической обработке.
Предлагаемый станок обеспечивает термообработку большой но-менклатуры шестерен при несложной переналадке с одного их вида на другой, автоматизирует процесс, обеспечивает увеличение производительности и улучшение качества шестерен. Станок обеспечивает позубную закалку шестерен с модулем от 8 и более и диаметром от 160 до 650 мм, с числом зубьев от 12 до 60. Станок работает от машинного генератора 100 кет. Он снабжен трехсторонней вытяжной вентиляцией, отсасываюш,ей дым подгоревшего масла.
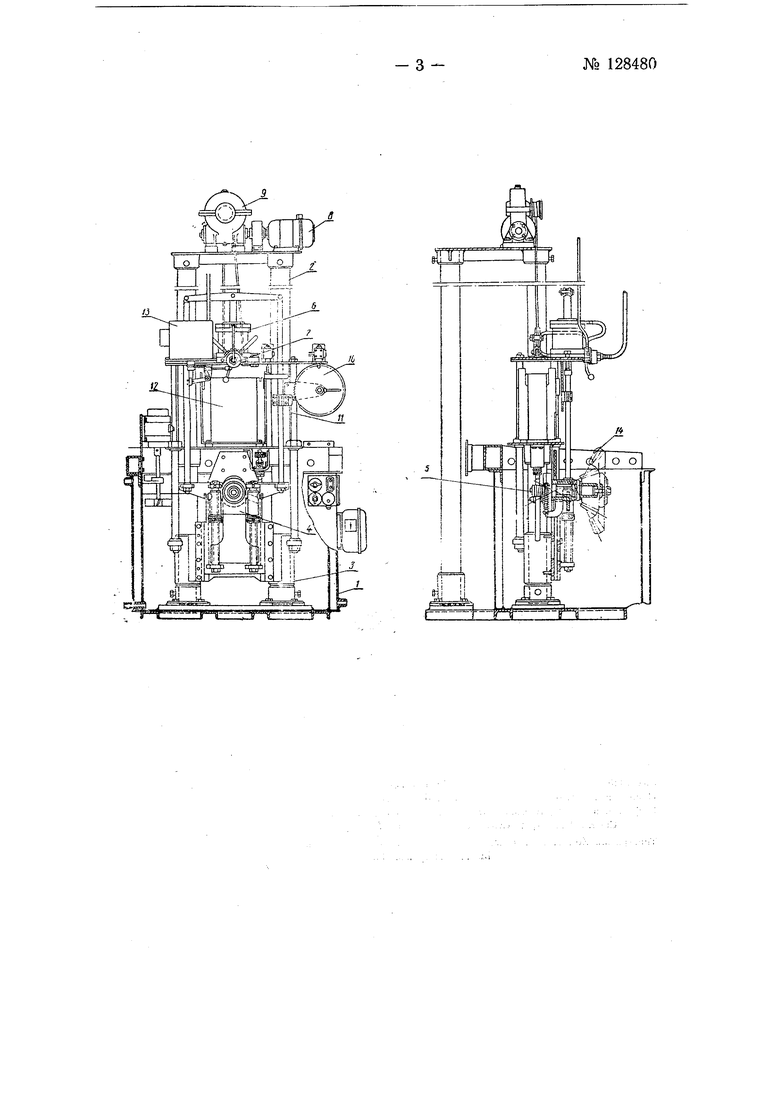
На чертеже показан предлагаемый станок в двух проекциях.
Станок состоит из ванны 7 для масла, станины 2, рамы 5 салазок , механизма 5 поворота оправки, пневмопривода 6, механизма 7 переключения, электродвигателя 8, червячного редуктора 5, автоматического выключателя 10, электродвигателя 11, закалочного трансформатора 12 и электромагнита ./5.
По истечении времени нагрева очередного зуба шестерни 14 срабатывают реле Времени нагрева и включается реле времени охлаждения, j также дается импульс через промежуточное реле на электромагнит 13, который втягиват стержень и переключает механизм 7. Воздух под дав№ 128480- 2 лением поступает в верхнюю часть цилиндра и через коромысло и тяги опускает оп равку с шестерней 14 в масло. Закрепленный на одной из тяг палец концевого выключателя отключает питание трансформатора. Собачка механизма автоматического выключателя 10, закрепленная на той же тяге, что и палец, опускается вниз. Электромагнит 13 включает электродвигатель 11, который при помощи крыльчатки подает поток масла на нагретый зуб, исключая образование пламены. При опускании оцравки с шестерней, после выхода зуба из индуктора, механизм 5 поворачивает шестерню на один зуб. После истечения времени охлаждения реле срабатывает, дает импульс на реле времени нагрева и отключает электромагнит 13. Пружина переключает пневмокран, воздух поступает в нижнюю часть цилиндра, поднимает оправку с шестерней и вводит очередной зуб в индуктор. Палец на тяге нажимает концевой выключатель и дает питание индуктору - начинается нагрев. При этом электродвигатель 11 отключается. Собачка автоматического выключателя 10 передвигает храповик на один зуб. Этот процесс повторяется до тех пор, пока не закалятся все зубья шестерни- vi колодка автоматического выключателя 10 не отключит аппаратуру. После этого включают электродвд гатель 8 и через редуктор 9 извлекают весь механизм и оправку с шестерней из масла. Снимают с оправки обработанную шестерню, ставят HoeyFo и процесс повторяется.
Предмет изобретения
Автоматический станок для позубной закалки зубчатых колес токами ВЫСОКОЙ частоты, отличающийся тем, что, с целью увеличения цроизБодительности и улучшения качества шестерен, применена электрическая схема управления всеми механизмами станка, в которой реле времени нагрева и реле времени охлаждения скоммутированы в реле включения электромагнита, открываюшего достуг воздуха в цилиндр для опускания шестерни в охлаждаюшую среду и возвраш.аюшего шестерню после закалки в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Станок для перевязки мотков либита | 1976 |
|
SU659668A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Станок для закалки зубчатых изделий | 1989 |
|
SU1638181A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Устройство для ориентации деталей | 1983 |
|
SU1253757A2 |
| Индуктор-спрейер для закалкишЕСТЕРЕН | 1978 |
|
SU808543A1 |