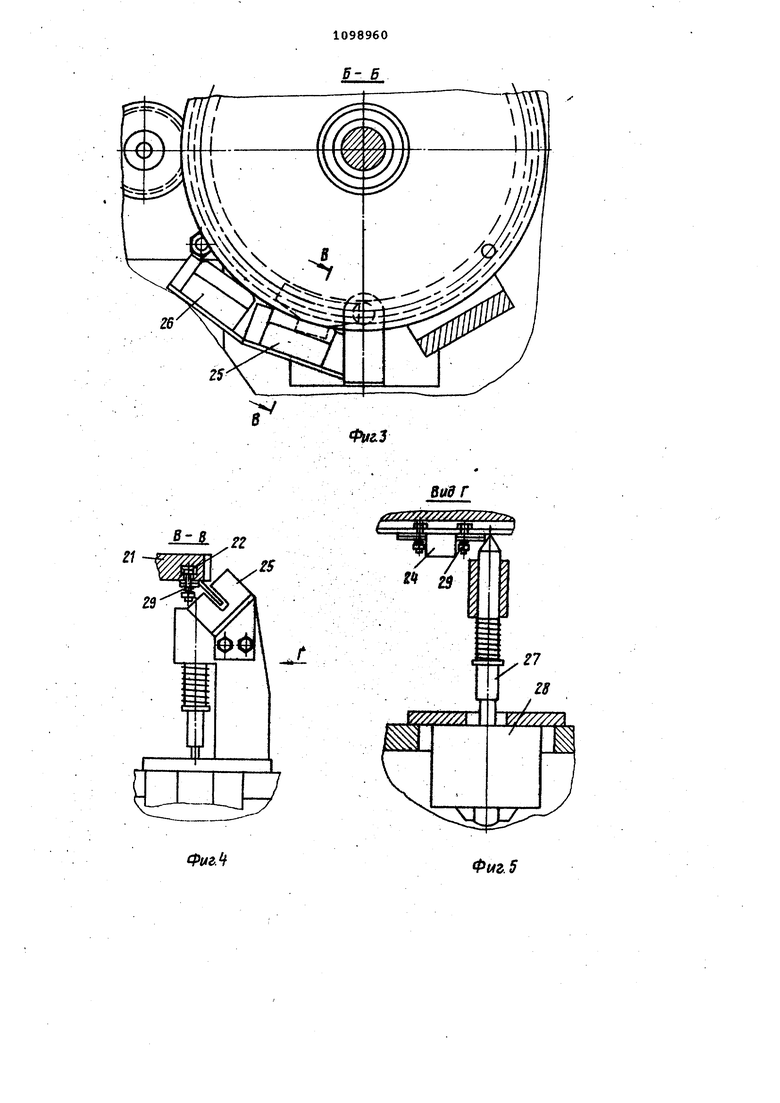
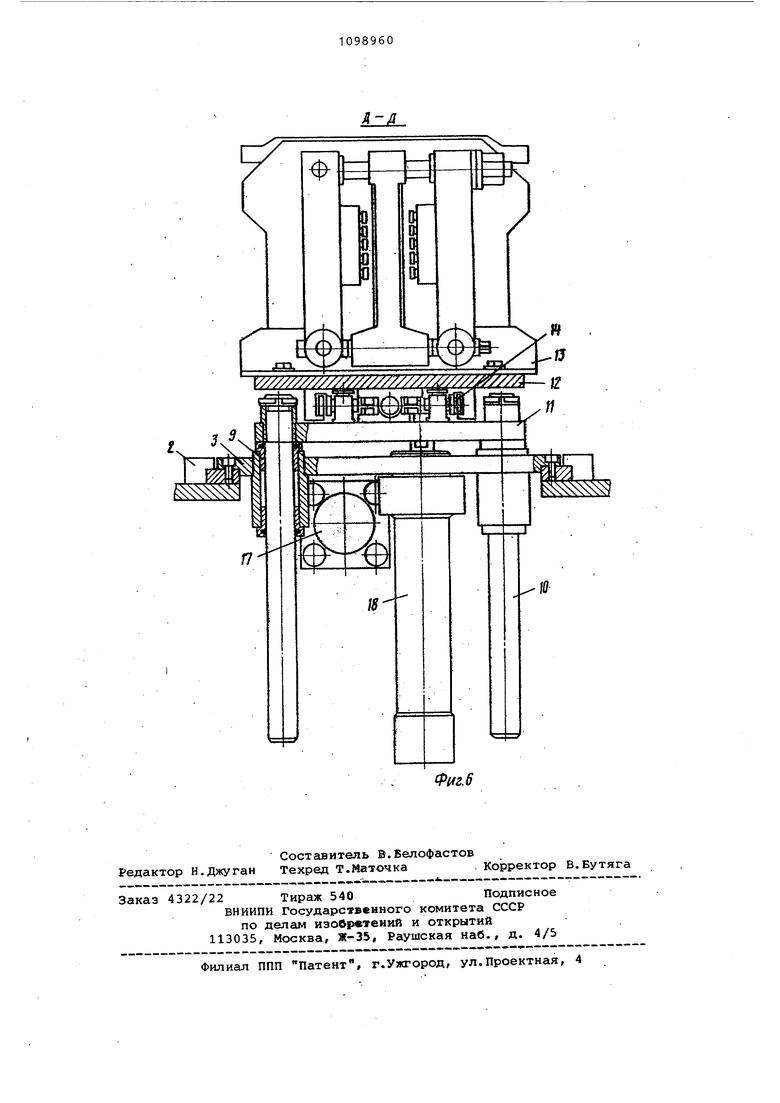
Изобретение относится к области индукционного нагрева, в частности . к устройствам для закалки изделий с нагревом индукционными токами. Известен станок для индукционной закалки изделий, содержащий основание, в.направляющих которого установлена подвижная каретка, механизм шагового поворота изделия., стол . дляустановки детали, привод вращения шпинделя стола, жестко закрепле ный на шпинделе блок храповых колес и взаимодействующие с ними водила, одно из которых кинематически связа но с механизмом шагового поворота if Данный станок обеспечивает только закалку изделия позубно и объемно при его вращении. Недостатком его конструкции является ограниченность технологических приемов закалки, осуществляемых на нем, а именно закалка цилиндрических деталей в кольцевом индукторе и закалка звездочек шестерен по впадине зуба. Наиболее близким к изобретению по технической сущности является ста нок для индукционной закалки изделий содержащий основание/ стол с поворот ной планшайбой и связанным с ней водилом, вертикальную каретку, несущую салазки, с установленными на нихтрансформатором и индуктором,механизм шаго вого поворота планшайбы,привод вращения планшайбы с устройством контроля ее углового положения, состоящим из датчика и командного упора, установленного в Т-образном кольцевом пазу планшайбы 2 . Недос±аток известного станка закл чается в необходимости реверса планшайбы для установки ее в исходное положение при закалке очередного цилиндрического изделия непрерывнопоследовательным способом по периметру. Необход чмость реверса планшай бы усложняет настройку станка, элект рическую схему его управления и сиижает производительность закалки. Цель изобретения - упрощение наст ройки станка. Поставленная цель достигается тем что станок для индукционной закалки изделий, содержащий основание, стол с поворотной планшайбой и связанным с ней водилом, вертикальную каретку, несущую горизонтальные салазки с установленнЕлми на них трансформатором и индуктором, механизм шагового поворота планшайбы, привод вращения планшайбы с устройством контроля углового положения, состоящим из датчика и командного упора, установленного в Т-образном кольцевом пазу водила, снабжен закрепленным на столе приводным фиксатором положения упора, На фиг. 1 изображен станок для индукционной закалки изделий, общий ВИД} на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - вид Г на фиг.4; на фиг. б - разрез на фиг. 2 Станок для индукционной закалки изделий содержит основание 1 с направляющими 2, в которых установлены с возможностью горизонтального перемещения салазки 3, механизм 4 шагового поворота изделия, поворотный стол 5 для установки изделия, приводу 6 вращения планшайбы 7 стола и фиксирующее устройство 8. На салазках 3 закреплены втулки 9, по которым перемещаются скалки 10, несущие каретку 11 с плитой 12, на которой смонтирован трансформатор 13. Плита 12 установлена на катках 14 с возможностью поджатия посредством пружины 15 к изделию. На плите 12 установлены регулируемые упорные ролики 16 для обеспечения постоянного зазора между изделием и индуктором (не показано. Салазки 3 с кареткой 11 смонтированы с возможностью перемещения в горизонтальной и вертикальной плоскостях посредством регулируемых по скорости гидроцилиндров 17 и 18. С планшайбой 7 стола 5 жестко связан блок 19 храповых колес и свободно установлены водила 20 и 21, находящихся в зацеплении соответственно с верхним и нижним колесами блока 19. Водило 20 кинематически связано с механизмом 4 шагового поворота, а водило 21 - с приводом 6 вращения стола. На поверхности водила 21 по окружности выполнен Т-образный паз 22. Станок снабжен устройством 23 контроля углового положения планшайбы 7, исключающим реверс стола 5 при установке каждого последующего изделия при непрерывно-последовательной закалке купногабаритных изделий по периметру, выполненным в виде упора 24, размещенного в Т-образном пазу 22 водила 21 и взаимодействующего при. полном обороте планшайбы 7 с датчиками 25 и 26, и фиксатора 27 с приводом в виде электромагнита 28. Флажок ;24 удерживается в пазу 22 водила 21 при вращении последнего пружинами 29. Фиксирующее устройство 8 выполнено в виде сектора 30, смонтированного на столе 5 с возможностью независимого поворота относительно стола 5 на угол, необходимый для обработки изделия, и приводного фиксатора 31. На основании 1 установлен механизм загрузки 32. Станок при закалке крупногабаритых изделий по периметру работает ледующим образом.
После загрузки изделия на планшайбу 7 стола 5 к нему подводится трансформатор 13 с индуктором и упирается опорными регулируемыми роликами 16. При этом между индуктором и изделием обеспечивается заданный зазор с натягом при помощи пружины 1 При подходе индуктора со спрейером к изделию включается нагрев и приводится во вращение планшайба 7 с изделием посредством, привода 6, с выходного вала которого вращение передается водилу.21, находящемуся в зацеплении с нижним колесом -блока 19 храповых колес. Одновременно с поворотом водила 21 перемещается и упор 24, расположенный в его Т-образном пазу 22, освобождая датчик 25. При полном повороте планшайбы 7 с недо ходом 15-30 мм до начальной зоны нагрева упор 24 замыкает датчик 26, дающий команду на отключение нагрева и включение реле времени.
Планшайба 7 продолжает вращение и упор 24 замыкает датчик 25, который дает команду на включение электромагнита 28. Электромагнит 28 перемещает фиксатор 27 и останавливает движение упора 24, планшайба 7 с изделием при этом продолжает вращаться, обеспечивая охлаждение нагретой поверхности изделия. Затем реле времени выключает охлаждение и вращение планшайбой 7.
Таким образом, при установке стола 5 следующего изделия-и его обработке исключается возврат планшайбы 7 с упором 24 в исходное положение для замыкания датчика 25, ч-ю упрощает настройку станка и схему его автоматического управления. При этом на станке возможна закалка шестерен и звездочек по впадине, а также закалка цилиндрических изделий в кольцевом индукторе как с вращением, так и без вращения непре|М4ВНОпоследовательным или одновременным способами..
Годовой экономический эффект от использования предлагаемого станка составляет ориентировочно 110 тыс.ру

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Станок для закалки зубчатых изделий | 1974 |
|
SU556188A1 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
СТАНОК ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ИЗДЕЛИЙ, содержащий основа-т ние, стол с поворотной планшайбой и связанным с ней водилом, вертикальную каретку, несущую горизонтальные салазки с установленными на них трансформатором и индуктором, механизм шагового поворота планшайбы, привод вращения планшайбы с устройством контроля углового положения, состоящим из датчика .и командного упора, установленного в Т-образном кольцевом пазу водила, отличающийся тем, -что,.с целью упрощения настройки станка, он снабжен закрепленным на столе приводным фиксатором положения упора. (Л :о эо ;0 
-inX г
ФигМ
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Индукционная закалочная машина серии НМВ | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
