1
(21)4359511/02
(22)11.01.89
(46) 30.03.91. Бюл. № 12
(71)Минский проектно-конструкторс- кий технологический институт
(72)А.В. Цробышевский
(53)621.733(088.8)
(56)Авторское свидетельство СССР N 601319, кл. С 21 D 9/32, 1974.
(54)СТАНОК ДЛЯ ЗАКАЛКИ ЗУБЧАТЫХ ИЗДЕЛИЙ
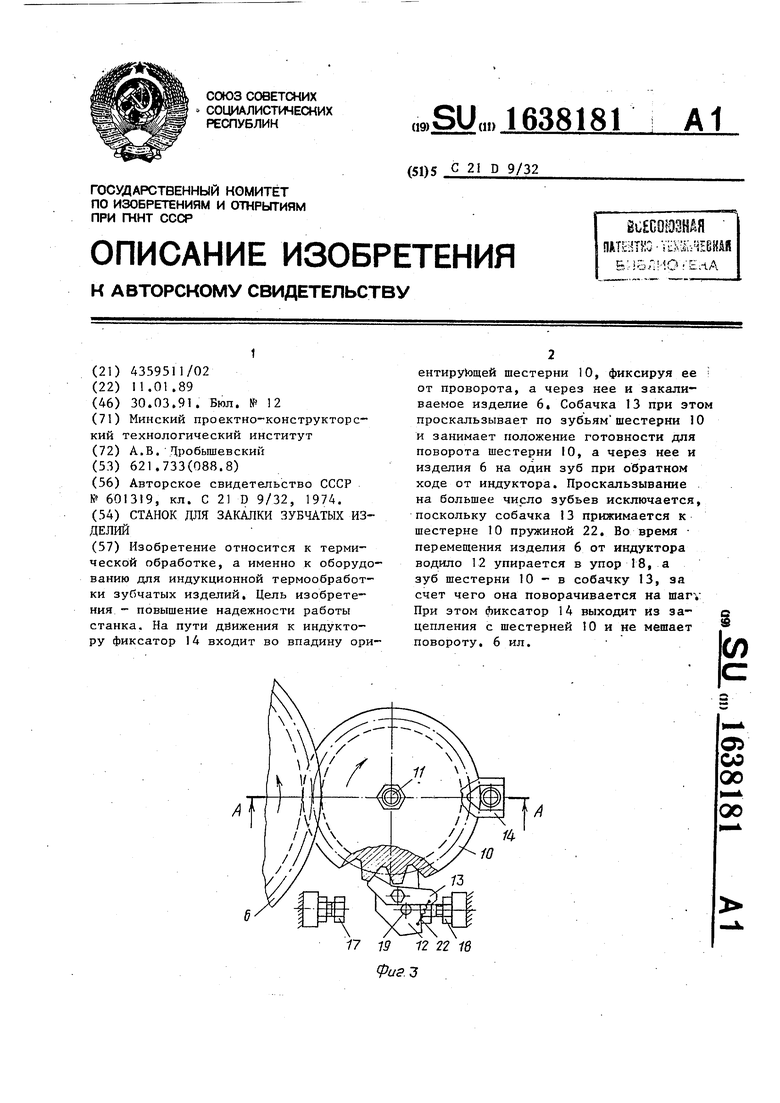
(57)Изобретение относится к термической обработке, а именно к оборудованию для индукционной термообработки зубчатых изделий. Цель изобретения - повышение надежности работы станка. На пути движения к индуктору фиксатор 14 входит во впадину ориентирующей шестерни 10, фиксируя ее от проворота, а через нее и закаливаемое изделие 6 Собачка 13 при этом проскальзывает по зубьям шестерни 10 и занимает положение готовности для поворота шестерни 10, а через нее и изделия 6 на один зуб при обратном ходе от индуктора. Проскальзывание на большее число зубьев исключается, поскольку собачка 13 прижимается к шестерне 10 пружиной 22. Во время перемещения изделия 6 от индуктора водило 12 упирается в упор 18, а зуб шестерни 10 - в собачку 13, за счет чего она поворачивается на шагу При этом Фиксатор 14 выходит из зацепления с шестерней 10 и не мешает повороту. 6 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Станок для закалки зубчатых изделий | 1974 |
|
SU556188A1 |
| Способ контурной закалки секторов зубчатых венцов и станок для его осуществления | 1982 |
|
SU1129245A1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
о
со
00 00
17 19 12 22 18 фигз
Изобретение относится к термической обработке, а именно к оборудованию для индукционной термообработки зубчатых изделий,
Целью изобретения является повышение надежности работы станка,
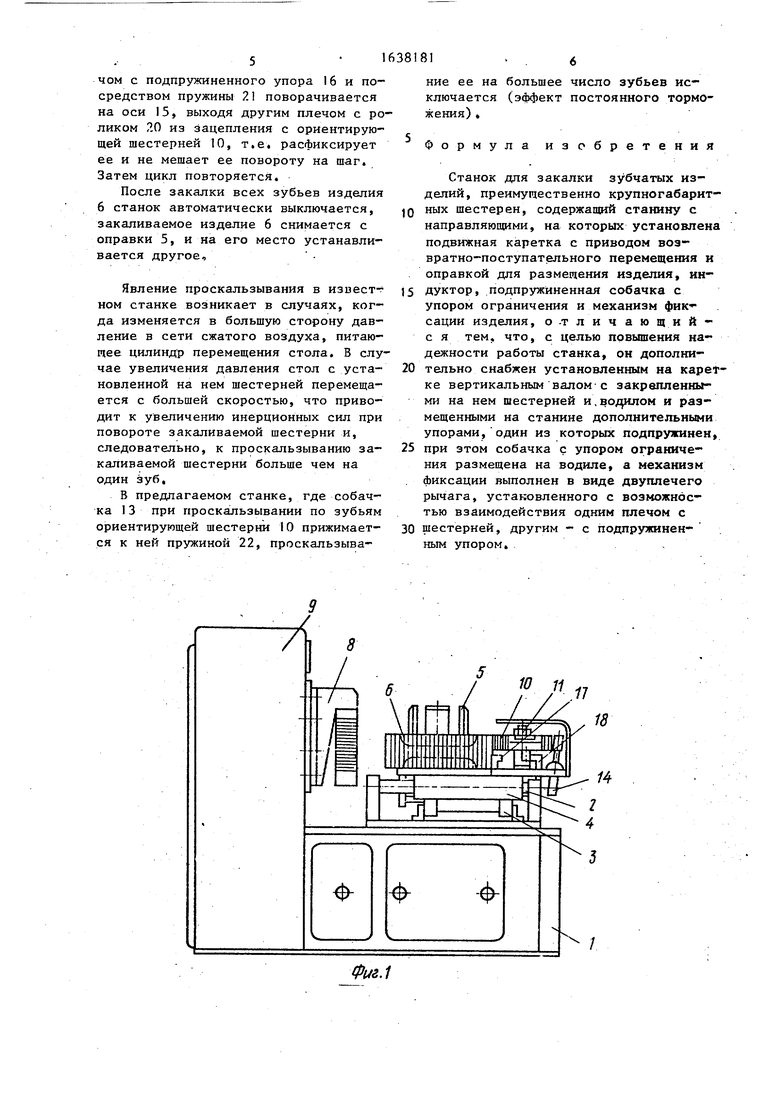
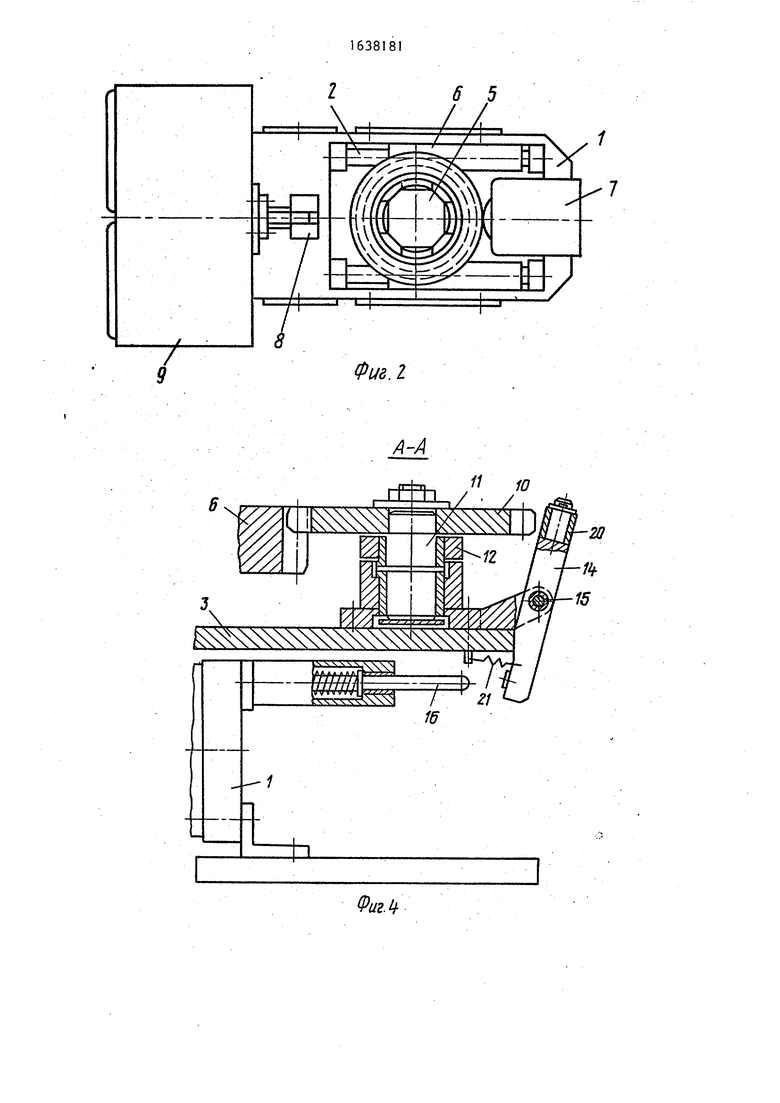
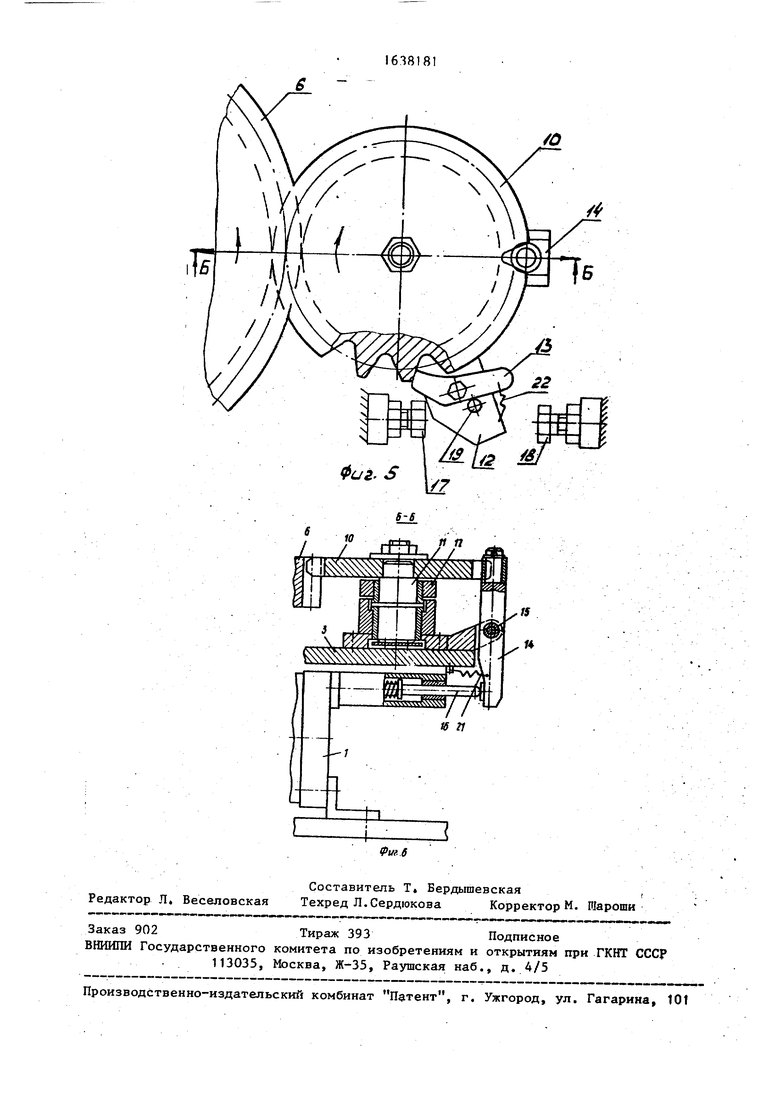
На фиг,1 изображен закалочный станок, общий вид; на фиг, 2 - то же вид сверху; на Ьиг. 3 - механизм ори- ентации и фиксации при первоначальном пуске станка, вид сверху; на фиг. 4 - разрез А-А на фиг.З; на фиг,5 - механизм ориентации и фиксации в положении закалки; на фиг, 6 - разрез Б-Б на фиг.5„
Станок для закалки зубчатых изделий содержит станину 1 с направляющими 2, на которых установлена подвижная каретка 3, снабженная приво- дом 4 возвратно-поступательного перемещения и оправкой 5 для размещения изделия 6. На подвижной каретке 3 расположен также механизм 7 ориентации и Фиксации изделия 6 относитель- но индуктора 8, который закреплен на шкафу 9.
Механизм 7 ориентации и фиксации изделия 6 включает ориентирующий элемент, выполненный в виде тестер- ни 10 с зубчатым венцом с модулем зубьев, идентичным изделию 6, установленной на вертикальном валу 11, который закреплен на подвижной каретке 3, водило 12 с собачкой 13, установленное на упомянутом вертикальном валу 11 с возможностью поворота относительно его, фиксатор 14 в виде двуплечего рычага, установленного на горизонтальной оси 15 с возможное тью качания и взаимодействия одним плечом с ориентирующим элементом, а другим с подпружиненным упором 16/ который закреплен на станине 1 под подвижной кареткой 3, Горизонталь- ная ось 15 Ликсатора 14 расположена на подвижной каретке 3. Кроме того, на станине 1 по обе стороны от водила 12 установлены регулируемые упоры 17 и 18, служащие для настройки хода водила 12, Водило 12 снабжено упором 19 для ограничения поворота собачки 13, которая подпружина отностельно водила 12. На плече фиксатора 14, которым он взаимодействует с изделием 6, установлен ролик 20, сни жающий трение при взаимодействии, а другое плечо пружиной 21 связано с кареткой Зо
с -3
0
0
Станок работает следующим образом, В исходном положении станка Гкарет- ка 3 отведена вправо от индуктора) на оправку 5 устанавливают закаливаемое изделие 6 и вводят его в зацепление с ориентирующим элементом Гсм, фиг.З) ,поворотом по часовой стрелке Шестерни 10 устанавливают такое положение, при которрм ее впадина оказывается против фиксатора 14 (см. фиг.З и 4), после чего станок готов к работе Пуск станка в работу осуществляется нажатием кнопки на пульте управления. При этом каретка 3 под действием цилиндра 4 совершает движение влево к индуктору. На пути движение к индуктору (см. фиг.4,5 и б) фиксатор 14, находящийся под действием пружины 21 вне впадины ориентирующей шестерни 10, упирается в подпружиненный упор 16 и, поворачиваясь вокруг оси 15, входит во впадину ориентирующей шестерни 10, фиксируя ее от прово- рота, а через нее и закаливаемое изделие 6, которое уже в строго ориентированном положении по зубу входит в индуктор 8 в конце хода цилиндра. В это же время водило 12 с собачкой 13, упираясь в регулируемый упор 17, поворачивается вокруг вертикального вала 11 на один зуб по ориентирующей шестерне 10 в сторону, обратную направлению движения каретки 3. Собачка 13 при этом проскальзывает по зубьям ориентирующей шестерни 10 и в конце хода занимает положение готовности (см. &иг.5) для поворота шестерни 10, а через нее и изделия 6 на один зуб при обратном ходе от индуктора. Собачка 13 при проскальзывании по зубьям ориентирующей шестерни 10 прижимается к ней пружиной 22, в связи с чем проскальзывание ее на большее число зубьев исключается. При входе зуба закаливаемого изделия 6 в индуктор 8 (см. 6иг,1) происходит быстрый нагрев его токами высокой частоты с последующим быстрым охлаждением водой, после чего каретка 3 совершает ход вправо от индуктора 8, Во время перемещения каретки 3 от индуктора 8 водило 12 упирается в упор 18, а зуб ориентирующей шестерни I0 - в собачку 13, за счет чего она поворачивается совместно с вертикальным валом 1I на шаг до выхода собачки 13 из контакта с зубом ориентирующей шестерни 10, При этом фиксатор 14 сходит своим плечом с подпружиненного упора 16 и посредством пружины 21 поворачивается на оси 15, выходя другим плечом с роликом 20 из зацепления с ориентирующей шестерней 10, т.е. расйиксирует ее и не мешает ее повороту на шаг. Затем цикл повторяется.
После закалки всех зубьев изделия 6 станок автоматически выключается, закаливаемое изделие 6 снимается с оправки 5, и на его место устанавливается другое.
Явление проскальзывания в извест- ном станке возникает в случаях, когда изменяется в большую сторону давление в сети сжатого воздуха, питающее цилиндр перемещения стола. В случае увеличения давления стол с уста- новленной на нем шестерней перемещается с большей скоростью, что приводит к увеличению инерционных сил при повороте закаливаемой шестерни и, следовательно, к проскальзыванию за- каливаемой шестерни больше чем на один зуб,
В предлагаемом станке, где собачка 13 при проскальзывании по зубьям ориентирующей шестерни I0 прижимает- ся к ней пружиной 22, проскальзываI
ние ее на большее число зубьев исключается (эффект постоянного торможения) .
Формула изобретения
Станок для закалки зубчатых изделий, преимущественно крупногабаритных шестерен, содержащий станину с направляющими, на которых установлена подвижная каретка с приводом возвратно-поступательного перемещения и оправкой для размещения изделия, индуктор , подпружиненная собачка с упором ограничения и механизм фик- сации изделия, отличающий- с я тем, что, с целью повышения надежности работы станка, он дополнительно снабжен установленным на кареке вертикальным валом с закрепленными на нем шестерней и водилом и размещенными на станине дополнительными упорами, один из которых подпружинен при этом собачка с упором ограничения размещена на водиле, а механизм Фиксации выполнен в виде двуплечего рычага, установленного с возможностью взаимодействия одним плечом с шестерней, другим - с подпружиненным упором.
/ f /я
N
hi
Фив. I
Фиг4
/О
#
Фиг- S
/7
